
A sequência de corte apropriada é dividida em duas partes: cortar o furo interno do componente e cortar a borda do componente.
A sequência de corte apropriada para furos internos de componentes deve seguir o princípio de primeiro cortar o interior e depois o exterior, começando com furos menores antes dos maiores, cortando furos redondos antes dos de formato irregular e começando com formatos mais complexos antes dos mais simples.

Dentro antes de fora
Quando existem vários furos nos componentes da placa, é aconselhável começar cortando primeiro o furo do meio e depois trabalhar passo a passo para fora. Isso ajuda a garantir que o calor de corte seja irradiado uniformemente para fora.
Pequeno antes de grande
Isso significa que, quando os tamanhos dos furos internos variam, é recomendável começar cortando primeiro os furos menores. Cortar furos menores gera menos calor de corte, resultando em menos impacto térmico na peça de trabalho.
Circule primeiro e depois quadrado
Ao cortar furos circulares, a uniformidade do círculo permite uma emissão externa relativamente equilibrada de calor de corte. No entanto, para furos quadrados, o equilíbrio da emissão externa de calor de corte é visivelmente insuficiente.
A tensão térmica que surge do calor de corte tem um impacto significativo no deslocamento e na deformação dos componentes.
Salto cruzado
Ao cortar furos densos, pular cortes em vez de cortar continuamente de maneira sequencial pode ajudar a reduzir o impacto do estresse gerado pelo calor de corte nos componentes.
Complexo antes de simples
Ao fazer furos de diferentes formatos na placa, recomenda-se começar pelos furos de formato complexo e depois passar para os mais simples.
Corte de perfil e borda
Seleção do ponto inicial de corte do perfil
A seleção do ponto inicial para o corte do perfil está diretamente relacionada à sequência de corte. Se as condições permitirem, o corte em anel fechado deve ser preferido. Isto significa que não deve haver nenhuma abertura de corte na borda restante do material.
Nos casos em que a espessura do material é grande e a borda do material não pode ser cortada, pode ser utilizada uma linha de corte com função de controle. Ao restringir as linhas de corte com função de controle, a deformação do corte é limitada.
As linhas de corte com função de controle possuem característica geométrica onde a extremidade é menor que a frontal.
Quando não há aresta, devem ser tomadas medidas para selecionar a posição do ponto de corte e a direção de corte.
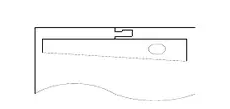
Figura 1
Fixação forçada
Métodos de fixação forçada, como prensagem por peso, são comumente empregados no corte de perfil para restringir o deslocamento de componentes ou materiais brutos.
No corte NC, o método de limite de ferro de parada é geralmente utilizado para controlar o fenômeno de deslocamento.
Corte simultâneo bilateral
Este método é adequado para corte simultâneo a gás de vários blanks estreitos e longos em uma única placa de aço. É uma forma eficaz de controlar a deformação por flexão durante o processo de corte a gás.
Corte simultâneo bilateral
Este método é adequado para cortar simultaneamente vários blanks estreitos e longos em uma única placa de aço usando corte a gás. É uma forma eficaz de controlar a deformação por flexão durante o processo de corte a gás.
Resfriamento oportuno
O resfriamento oportuno pode controlar efetivamente a deformação.
Quando o corte NC é usado em uma placa Q235 com espessura de 6 mm, comprimento de 6 m e largura de 50 mm, a aplicação de um método de resfriamento com água aproximadamente 50 mm atrás do espaçador pode reduzir significativamente a deformação por flexão.
É importante adotar imediatamente o método de resfriamento com água, ao mesmo tempo em que considera a sensibilidade do aço cortado a gás à têmpera com água para evitar rachaduras ou estruturas endurecidas causadas por irrigação excessiva.
Método de limite final
Ao cortar tiras longas e estreitas de uma placa de aço de forma manual ou semiautomática, recomenda-se criar furos longos de (3-5)mm * (50-80)mm em ambas as extremidades da linha de corte. Esta preparação ajudará a reduzir a deformação por flexão das peças de corte da tira, permitindo um corte mais preciso ao longo da linha pretendida.
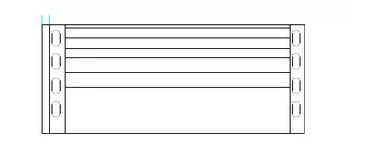
Figura 2
Colisão e amassado
À medida que a espessura da placa de corte a gás diminui para 8 mm ou menos, o encolhimento e a deformação da aresta de corte tornam-se cada vez mais pronunciados. Para minimizar o abaulamento ou depressão durante o processo de corte, objetos pesados podem ser colocados na placa para suprimir e controlar esses efeitos.
Intervalo de corte
O corte intervalado envolve deixar um comprimento de 10 ~ 30 mm após o corte de um determinado comprimento no processo de corte antes de fazer outro corte. Este método é altamente eficaz no controle do deslocamento durante o corte.







