
Nosso gráfico de força de flexão a ar, baseado nos dados de experiência de clientes de vários setores em todo o mundo, fornece um guia confiável para ajudá-lo a determinar facilmente a pressão mínima de flexão, o comprimento mínimo do flange e o raio de curvatura correspondente a diferentes aberturas em V ao dobrar aço-carbono e aço inoxidável. aço.
Com este gráfico, você pode economizar tempo e aumentar a eficiência no seu processo de dobra.
Além disso, nossa calculadora de tonelagem de prensa dobradeira pode ajudá-lo a calcular a força de flexão necessária para seu produto de chapa metálica específico.
Compreendemos a importância de selecionar a abertura em V mais adequada e nosso gráfico mostra a relação ideal entre a espessura do metal e a largura da abertura em V.
Princípios de dobra de ar
Requisitos de tonelagem
A dobra a ar é o método preferido de formação de material em folha com uma combinação de punção e matriz. A menor tonelagem de conformação permite dobradeiras de menor capacidade para fabricar as peças conformadas.
A figura abaixo detalha a relação entre a espessura do material e a abertura da matriz para uma resistência à tração do material especificada de 60.000 PSI. Observe que, como a resistência à tração da maioria dos aços-carbonos na América do Norte excede 60.000 PSI, valores de tonelagem mais elevados podem ser necessários.
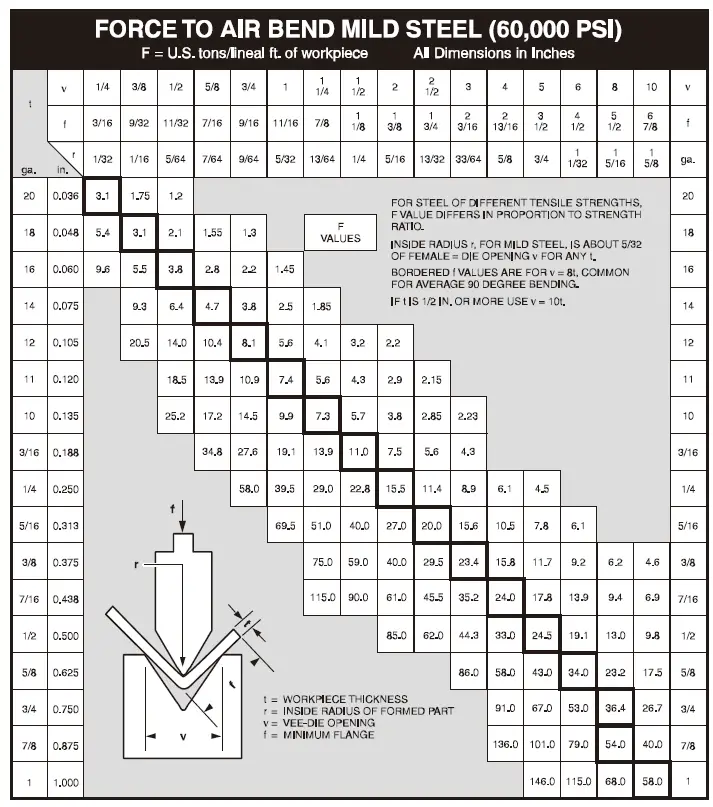
Observação:
O gráfico acima ilustra os valores de tonelagem apropriados para dobrar ao ar aço-carbono com propriedades de tração de 60.000 PSI. Deve-se notar que a maioria das siderúrgicas norte-americanas estão produzindo metais mais duros com propriedades mecânicas típicas de rendimento de 44.000 PSI e resistência à tração de até 80.000 PSI. Os valores de tonelagem necessários para formar esses metais são substancialmente mais elevados e devem ser levados em consideração na seleção de uma prensa dobradeira.
Razões de espessura de matriz para material
A prática padrão da indústria para dimensionar a abertura da matriz é: oito vezes a espessura do material quando menor que 1/2”, dez vezes a espessura do material quando 1/2” e maior.
Para materiais em condições de tratamento térmico, algumas folhas de dados de materiais podem especificar aberturas maiores na matriz para evitar que a forma formada rache.
Para material de folha padrão e placa leve, o raio do punção é normalmente igual à espessura do material. Para chapas grossas, o raio do punção é normalmente de uma vez e meia a três vezes a espessura do material, dependendo das propriedades da chapa que está sendo formada.
Fundo do gráfico de força de flexão do ar
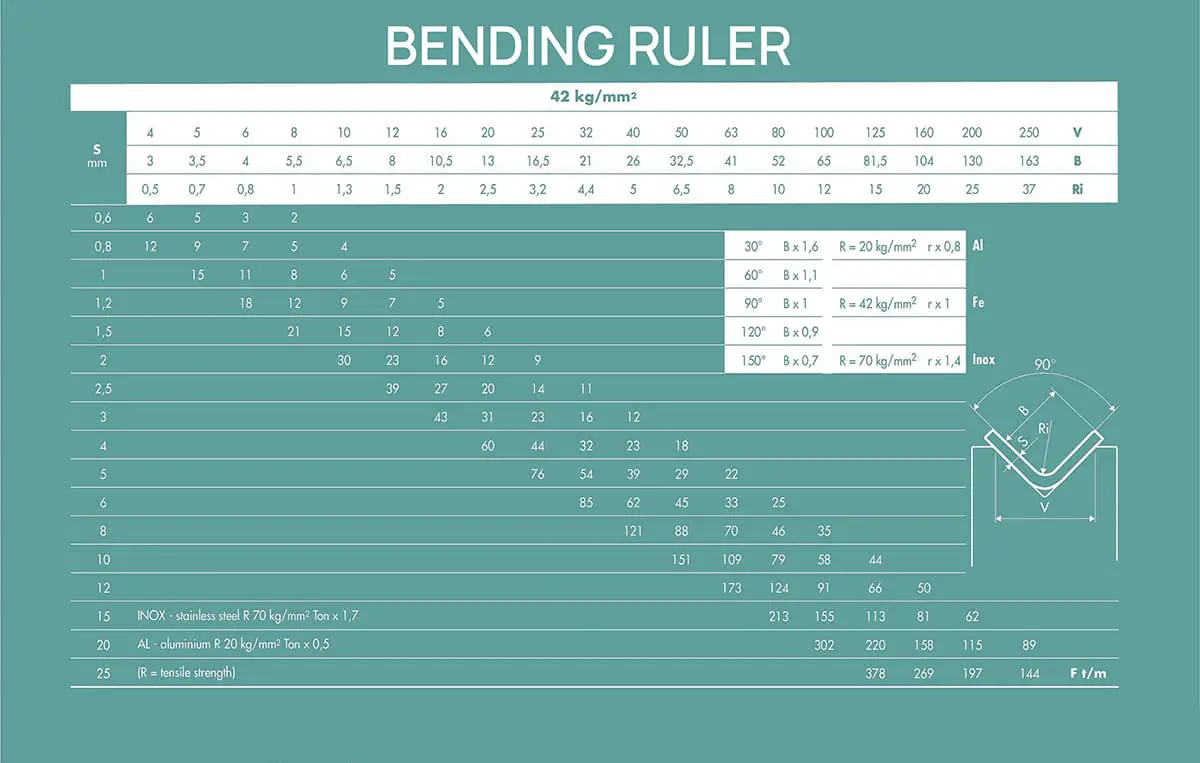
O gráfico de força de flexão a ar registra a largura V padrão da matriz inferior e a força de flexão necessária correspondente à flexão de diferentes chapas metálicas e tornou-se uma especificação geral da indústria.
No entanto, inicialmente não existia tal especificação.
Cada fabricante de prensa dobradeira decidiu usar a largura em V com base em sua própria experiência.
Naquela época, Amada coletou e resumiu os dados de experiência de clientes de vários setores em todo o mundo e finalmente elaborou o seguinte gráfico de força de flexão oficial para o processo de flexão.
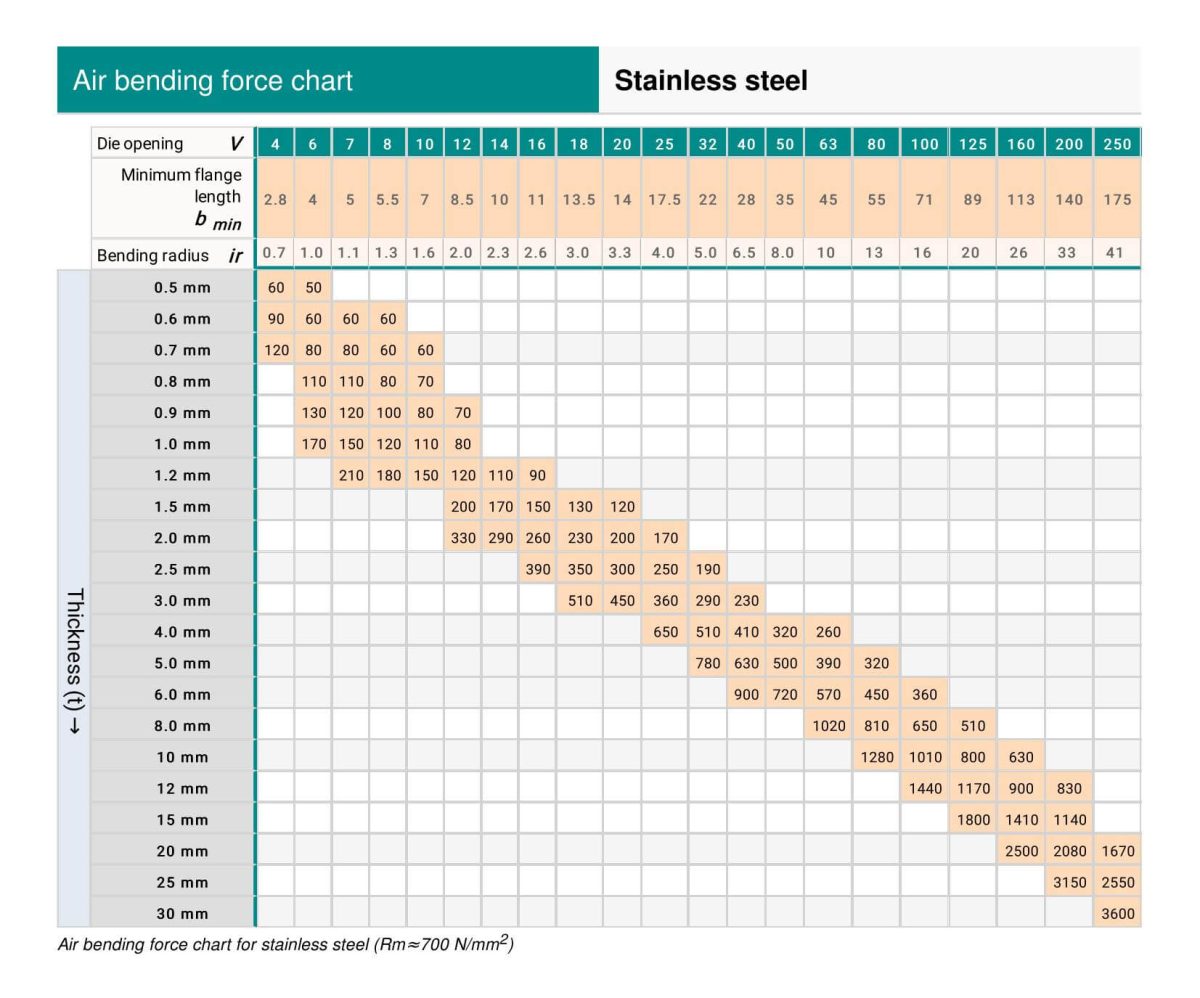
Através deste gráfico de força de flexão, você pode determinar facilmente a pressão mínima de flexão, o comprimento mínimo do flange e o raio de flexão correspondente a diferentes aberturas em V ao dobrar aço-carbono e aço inoxidável.
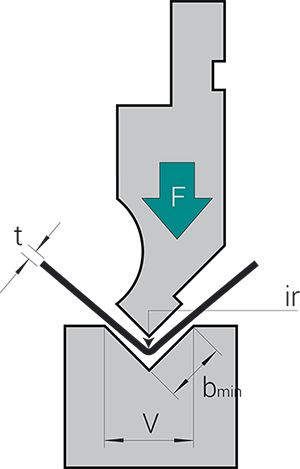
- t – Espessura do material
- F – Tonelagem por 1 metro
- ir – raio interno
- b – comprimento mínimo do flange
- V – largura V
Gráfico de força de flexão de ar – aço macio
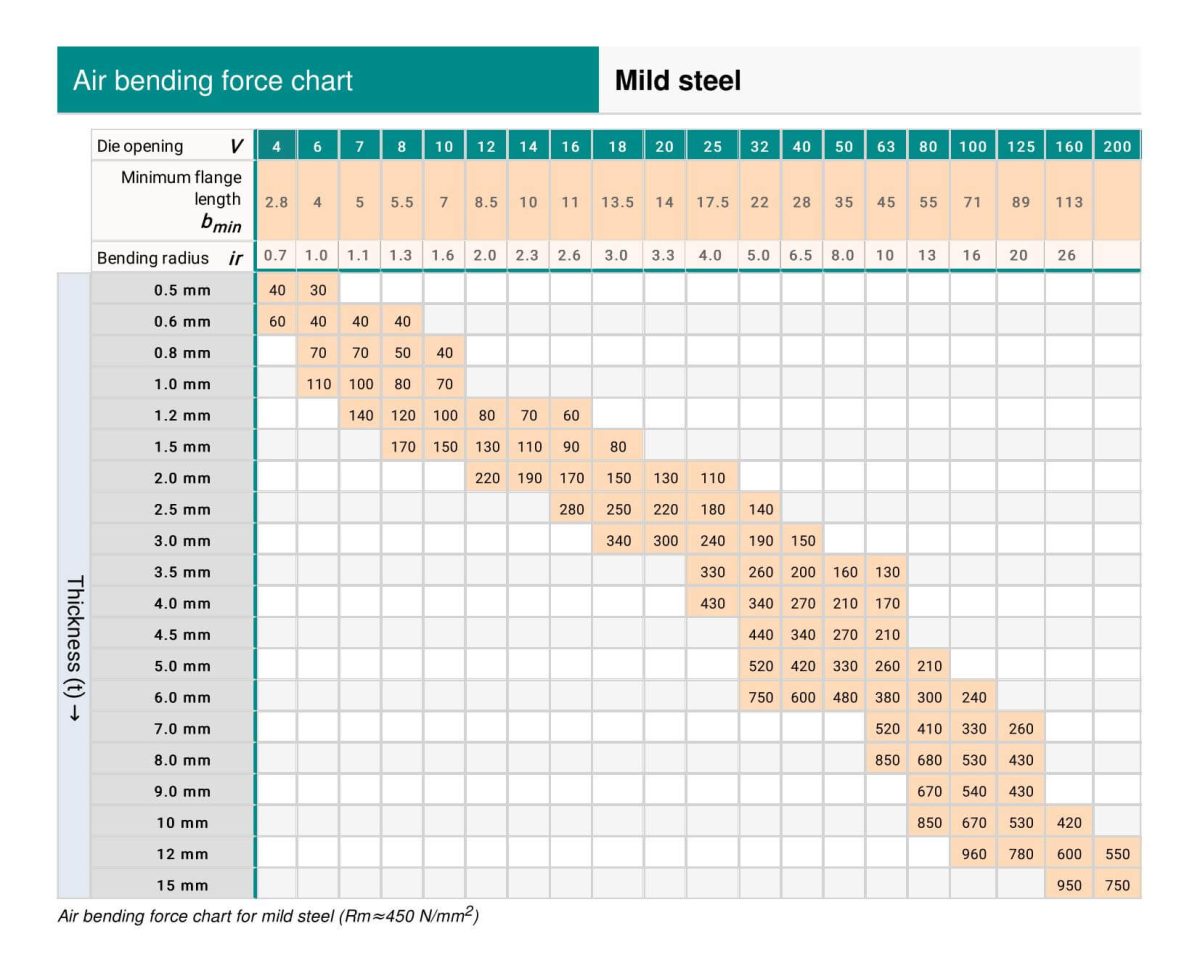
Gráfico de força de flexão de ar – aço inoxidável
Para facilitar sua leitura e impressão, você pode baixar o arquivo PDF da tabela de força de flexão do ar.
Você também pode usar nossa calculadora de tonelagem de dobradeira para calcular a força de flexão necessária para seus produtos de chapa metálica.
Perguntas frequentes sobre gráfico de força de flexão de ar
Como ler o gráfico da força de flexão do ar?
Você pode obter as seguintes informações no gráfico de força de flexão de ar acima se os dados da espessura do metal e do raio interno de flexão forem conhecidos:
- Força de flexão necessária para dobrar chapas metálicas de 1 metro de comprimento
- Largura de abertura em V
- Comprimento mínimo do flange
Como selecionar a abertura V mais apropriada?
A abertura em V refere-se à distância através da boca inferior da matriz, e a abertura em V apropriada da matriz deve ser selecionada de acordo com a espessura da chapa metálica. O gráfico de flexão a ar acima mostra a relação ideal entre a espessura do metal e a largura da abertura em V.
No entanto, outros fatores afetarão a seleção da largura em V, incluindo comprimentos de flange, raio de curvatura interno, tonelagem da prensa dobradeira e a capacidade do ferramental.
Qual é a melhor relação entre espessura do metal e abertura?
| Espessura do material (t)mm |
0,5-2,5 | 3,0-8,0 | 9,0-10,0 | ≥12,0 |
| Largura V | 6xt | 8xt | 10xt | 12xt |







