
A liga de alumínio possui alta resistência específica, boa resistência à corrosão, alta tenacidade e fácil processamento.
É amplamente utilizado em diversas peças estruturais de alta resistência de aeronaves, mísseis e foguetes.
É um material importante no campo aeroespacial.
Um determinado modelo de produto é extrudado em liga de alumínio 7A04.
Após o tratamento térmico de um forno do produto, constatou-se que havia defeitos no fundo da bala.
Houve delaminação e escória caindo na boca da parte inferior da bala.

Fissuras circulares formadas ao longo da circunferência eram visíveis na parte cônica da superfície externa, e fissuras circulares formadas ao longo da circunferência também foram encontradas na transição do arco do furo interno.
Para descobrir as causas dos defeitos no fundo da bala, são analisadas as causas dos defeitos no fundo do invólucro de liga de alumínio.
1. Análise e localização de falhas
Em combinação com o processo de processamento do fundo da bala, os defeitos do fundo do cartucho são analisados de acordo com o método de análise de árvore de falhas.
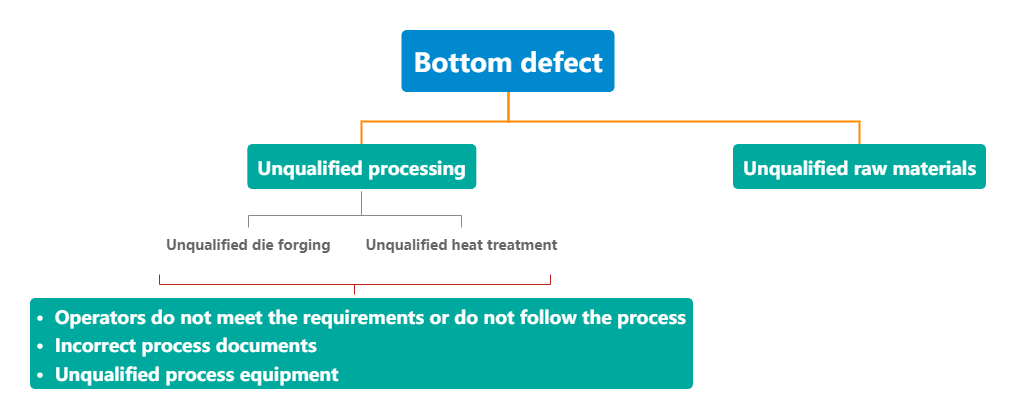
Figura 1 Árvore de falhas do defeito inferior do projétil
(1) Pessoal
Após treinamento e avaliação, os operadores assumiram seus cargos com certificados e são todos operadores experientes.
(2) Matérias-primas
A matéria-prima é a barra 7A04, e a composição química, propriedades mecânicas, estrutura metalográfica e macroestrutura da aceitação recebida são todas qualificadas.
(3) Artesanato
A tecnologia de processamento do fundo da munição tem sido usada há muitos anos e os parâmetros do processo são razoáveis e eficazes.
Fluxo do processo: preparação antes da produção → alimentação → forjamento → usinagem de desbaste → tratamento térmico → usinagem de acabamento;
O método de tratamento térmico da liga de alumínio é o tratamento T6, no qual a temperatura de têmpera do tratamento da solução é de 470 ℃.
(4) Equipamento
Após verificar o equipamento de tratamento térmico, o operador foi informado que a cor da peça estava vermelha quando saiu o fundo da bomba do forno, o que não havia acontecido antes.
(5) Localização da falha
Combinado com a árvore de falhas para solução de problemas e análise, os possíveis problemas de pessoal, materiais e tecnologia foram eliminados, e foi basicamente determinado que os defeitos no fundo da bomba foram causados por problemas no equipamento de tratamento térmico.
2. Inspeção física e química
Para descobrir a causa do defeito, a anatomia do fundo da bala com defeitos evidentes foi selecionada para inspeção física e química.
(1) Observação macro
Corte ao longo do eixo da parte inferior da casca.
De acordo com os requisitos dos métodos de inspeção estrutural GB / T 3246.2-2012 para produtos deformados de alumínio e liga de alumínio Parte 2: métodos de inspeção para macroestrutura, a macroestrutura do fundo do invólucro de liga de alumínio com falha foi analisada.
Após a gravação, descobriu-se que havia um grande número de fissuras na superfície de teste e fissuras que se estendiam para dentro na transição do arco da parede interna.
Ao mesmo tempo, um anel de granulação grossa com profundidade de 2,5 mm foi encontrado na superfície do cone externo.
Havia trincas na interface entre o anel de granulação grossa e o substrato, e trincas longitudinais na parte central inferior.
(2) Análise microestrutural
Pegue a amostra metalográfica na transição do arco do fundo da bomba.
De acordo com os requisitos de métodos de inspeção GB / T 3246.1-2012 para microestrutura de produtos deformados de alumínio e liga de alumínio Parte 1: métodos de inspeção para microestrutura, após triturar a amostra, use solução aquosa de ácido misto para corrosão.
A microestrutura é mostrada na Fig.
Após a observação, a fase eutética refundida aparece na microestrutura da amostra, e há muitas características estruturais semelhantes ao triângulo refundido, que são enriquecidas no limite do grão.
Tem as características de alargar os limites dos grãos e é uma estrutura típica sobrequeimada.
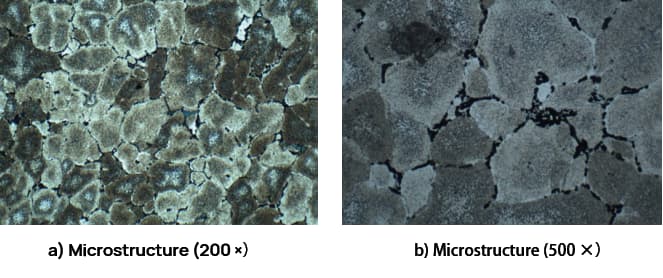
Fig. 2 microestrutura do fundo da bala
3. Detecção de temperatura do forno
A fim de descobrir a causa da queima excessiva, o campo de temperatura no forno de tratamento térmico durante o carregamento é detectado de acordo com o método GB/T 9452-2012 para determinação da zona de aquecimento efetiva do forno de tratamento térmico.
O ponto de medição nº 5 do equipamento de teste é conectado ao termopar e os outros 5 pontos de medição são colocados na peça de trabalho.
As posições dos pontos de medição são mostradas na Fig.
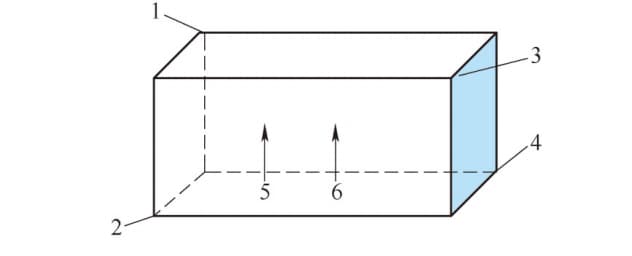
Fig. 3 Posição de detecção de temperatura do forno
Nota: 1 ~ 6 são pontos de medição de temperatura
Coloque pontos de medição de acordo com a Fig. 3 para testar o campo de temperatura no forno de tratamento térmico.
A temperatura do forno é ajustada em 470 ℃ e a temperatura é mantida por 70 minutos.
Registre a mudança de temperatura de cada ponto de medição.
Consulte a Tabela 1 para obter os resultados do teste.
Tabela 1 resultados de detecção de temperatura do forno de tratamento térmico (℃)
| Apontar | Máximo | Mínimo |
| 1 | 507,68 | 488,61 |
| 2 | 475,77 | 473,93 |
| 3 | 521.13 | 502.29 |
| 4 | 504.43 | 488,89 |
| 5 | 525.04 | 500,33 |
| 6 | 491,57 | 481,32 |
| Configuração de temperatura do equipamento | 470 | |
Resultados do teste: a diferença entre a temperatura máxima e a temperatura mínima no forno excede 50 ℃ e a temperatura flutua muito.
A temperatura medida no forno é inconsistente com a temperatura definida e a temperatura no forno é superior à temperatura definida.
Imediatamente, o forno de tratamento térmico foi reformado.
Verificou-se que a placa de revestimento do lado direito da parede interna do forno estava rachada e a folga era grande.
O ventilador da fornalha estava solto e a velocidade era muito lenta.
4. Análise e discussão
A temperatura máxima do forno de tratamento térmico é 525,04 ℃, que é 489 ℃ superior ao ponto de fusão da liga de alumínio 7A04, Al + T eutético de baixo ponto de fusão (Al2mg3Zn3), o que fará com que o limite de grão da liga de alumínio e as fases insolúveis, como Al6 (MnFe) e AlMnFeSi no cristal para formar aglomerados e formar bolas fundidas novamente com as fases insolúveis aglomeradas como o núcleo nos limites de grão locais, resultando em estrutura queimada.
A estrutura queimada torna os limites dos grãos da liga de alumínio quebradiços e reduz a resistência.
No processo subsequente de têmpera e resfriamento, ele é submetido a tensões de alta resistência e produz trincas, o que reduz as propriedades de fadiga e corrosão da peça.
Portanto, as peças de liga de alumínio após o tratamento térmico não podem sofrer queima excessiva, e a segregação dendrítica grosseira também pode formar uma estrutura de banda no processamento subsequente, resultando na falha da peça no processo de utilização.
Pode-se observar pelo processo de análise que a razão dos defeitos no fundo da bomba é que a temperatura anormal do forno de tratamento térmico faz com que a temperatura de aquecimento de têmpera seja muito alta, o que faz com que o material seja queimado demais.
A existência de segregação intracristalina e fases frágeis redundantes reduz significativamente a plasticidade e faz com que a resistência do material diminua.
Durante o resfriamento a água, rachaduras são formadas nos pontos de concentração de tensão, como transição de arco, cantos vivos e anéis de granulação grossa, e rachaduras ocorrem sob a ação de tensões internas.
5. Conclusão e medidas de melhoria
1) A razão para os defeitos do fundo da bomba é que a temperatura no forno de tratamento térmico é muito alta, o que leva à queima excessiva dos materiais e à falha precoce dos produtos.
2) Repare o equipamento defeituoso, solde o revestimento interno do forno de tratamento térmico, substitua o ventilador do forno e repare as peças de vedação.
3) Fortalecer o gerenciamento, verificar regularmente o forno de tratamento térmico e usar termômetro infravermelho para testar a temperatura real no forno antes que a peça de trabalho seja colocada no forno.







