
1. Prefácio
A galvanoplastia é um processo de obtenção de uma camada relativamente fina de outros metais e ligas na superfície de alguns metais de acordo com o princípio da eletrólise.
É um método de fixar uma película metálica à superfície de metal e outras peças de material por eletrólise.
Como uma tecnologia tradicional de modificação de superfície, a cromagem desempenha um papel importante na indústria de galvanoplastia.
A camada de cromo pode proteger eficazmente a superfície do eixo do pino e evitar desgaste excessivo e corrosão do eixo do pino da corrente durante o uso real.
Isso ocorre porque o próprio cromo tem excelente resistência ao desgaste e à corrosão e forte capacidade de passivação.
Portanto, o processo de cromagem é amplamente utilizado no reforço superficial do eixo do pino da corrente.
2. Processo de processamento do eixo do pino cromado
Em comparação com pinos tratados termicamente comuns, cromagem e retificação centerless após cromagem são adicionados ao fluxo de processamento de pinos cromados.
Entre eles, deve-se prestar atenção à influência do material do pino e da qualidade da superfície do pino na qualidade do revestimento, e o tratamento de eliminação de hidrogênio deve ser realizado a tempo após o revestimento.
2.1 Efeito do metal base na camada de cromagem
A boa combinação da camada de cromo e do eixo do pino está intimamente relacionada às propriedades químicas do eixo do pino.
Alguns metais possuem propriedade de passivação e um filme denso de óxido é facilmente formado em sua superfície.
Se não estiver ativado, é difícil obter uma camada sólida de cromo na superfície do eixo do pino.
Além disso, para alguns pinos tratados por nitretação, uma vez que uma camada de composto branco é formada na superfície, a adesão dos átomos de cromo na superfície é significativamente reduzida, e o tratamento de ativação também é necessário durante o cromagem.
2.2 Influência da qualidade da superfície do eixo do pino na camada de cromagem
Primeiro, a superfície do eixo do pino deve estar livre de poros e rachaduras.
Isso ocorre porque quando há rachaduras e poros na superfície do eixo do pino, quando o eixo do pino é revestido, o eletrólito penetrará na folga do eixo do pino.
Após um período de tempo, o eletrólito infiltrado irá interagir com o eixo do pino para gerar hidrogênio.
Se a pressão deste último for maior que a força de ligação do revestimento e do eixo do pino, o revestimento irá borbulhar e formar furos, como mostrado na Fig.

a) Bolhas no revestimento
b) Olho de agulha chapeado
Fig. 1 defeitos de cromagem (200 ×)
Em segundo lugar, a rugosidade da superfície do eixo do pino tem uma grande influência na qualidade da superfície da camada de cromo, de modo que o eixo do pino é frequentemente polido ou polido.
A rugosidade da superfície refere-se ao microespaçamento e à irregularidade da crista e do vale das ondas na superfície das peças, que é muito afetada pelo método de processamento.
No entanto, ao determinar a rugosidade da superfície do eixo do pino, o projetista do eixo do pino muitas vezes negligencia a influência da rugosidade da superfície do eixo do pino no efeito de revestimento.
Sob o mesmo requisito de espessura do revestimento de cromo, quanto maior o valor da rugosidade da superfície do eixo do pino antes do revestimento, mais grosseira será a superfície do revestimento após o revestimento, maior será a porosidade, mais incompleto será o revestimento, a má adesão entre o revestimento e a superfície do eixo do pino, mais fácil será a corrosão e o impacto na vida útil.
Quando o valor de rugosidade da superfície do eixo do pino é muito grande durante a galvanoplastia, a densidade de corrente real da superfície áspera é menor do que a densidade de corrente aparente, o que fará com que o potencial da parte áspera não atinja o potencial de precipitação do metal, e então não haverá chapeamento na posição.
Com a diminuição da rugosidade da superfície do eixo do pino, a dureza da superfície do eixo do pino aumenta.
Isso ocorre porque quanto menor a rugosidade da superfície do eixo do pino, mais denso será o revestimento e maior será a dureza.
Além disso, as fissuras de diferentes graus em torno da indentação de dureza também podem indicar a compactação do revestimento, reflectindo assim que o principal factor que afecta a dureza do revestimento é o hidrogénio do produto electrolítico.
O fenômeno de sobrepotencial do hidrogênio é diferente entre superfícies lisas e superfícies rugosas, e o sobrepotencial em superfícies rugosas é pequeno.
Portanto, o hidrogênio na superfície áspera do pino é mais fácil de completar a ação de precipitação, e os íons metálicos nele contidos também têm menos probabilidade de serem eletrodepositados.
A fim de garantir a vida útil e a qualidade do eixo do pino cromado, a rugosidade da superfície do eixo do pino antes do revestimento deve ser controlada dentro de uma faixa razoável.
No entanto, aumentar adequadamente o valor da rugosidade da superfície do eixo do pino também pode melhorar a força de ligação entre a camada de revestimento e o eixo do pino.
Portanto, a rugosidade da superfície do eixo do pino geralmente deve ser inferior a 0,6 μm.
2.3. Tratamento de eliminação de hidrogênio
Como o tratamento de decapagem e ativação deve ser realizado no processo de galvanoplastia, a evolução e a permeação do hidrogênio são inevitáveis em todo o processo de galvanoplastia, e o hidrogênio pode permear no revestimento e no metal do pino.
A evolução do hidrogênio não apenas reduzirá o desempenho do revestimento, produzirá furos, marcas, bolhas e outros defeitos, mas também reduzirá a tenacidade do eixo do pino base, o que pode levar à fratura das peças da corrente no estado de conexão muito menos do que sua tensão normal de falha após a montagem.
Portanto, o eixo do pino cromado deve ser submetido a um tratamento de eliminação de hidrogênio para reduzir a tensão interna.
Quando o eixo do pino cromado é armazenado, é necessário um método de inspeção rápido e eficaz para realizar a inspeção de fragilização por hidrogênio no produto para reduzir o risco e a perda de qualidade.
Através do teste de comparação, sugere-se a adoção do método da bolha.
O método da bolha é simples de operar, curto em tempo e baixo custo.
Embora os resultados dos testes não formem um requisito técnico unificado, eles podem ser usados como referência para reduzir o risco de fragilização por hidrogênio.
Sugere-se que este método seja continuamente complementado e aperfeiçoado para formar os padrões de controle interno da empresa e até mesmo as especificações do setor.
O método da bolha refere-se ao aquecimento do eixo do pino limpo e seco sob teste em parafina (ou óleo de silicone ou vaselina a uma temperatura de cerca de 180 ° C) por 3-5min, observando a geração e escape de bolhas na superfície do eixo do pino, e julgar o teor de hidrogênio do eixo do pino em teste. Consulte a Tabela 1.
Tabela 1 geração e escape de bolhas de ar na superfície do eixo do pino e sua determinação
| Geração e escape de bolhas de ar na superfície do eixo do pino | Determinar |
| Existem bolhas densas e contínuas escapando da superfície do eixo do pino testado e a duração é longa (ainda há bolhas escapando após aquecimento por 3 minutos). | Se o teor de hidrogênio do eixo do pino testado for alto, o eixo do pino do lote será considerado suspeito ou não qualificado. |
| Após 3 minutos, nenhuma bolha é vista na superfície da haste do pino. | Se o eixo do pino medido não contiver hidrogênio ou o teor de hidrogênio for extremamente baixo, o eixo do pino em lote será considerado aceitável. |
| Coloque o eixo do pino testado na solução aquecida à temperatura especificada e guarde por 3 minutos. Existem algumas bolhas, mas nenhuma bolha escapa após 3 minutos. | Julgamento do eixo do pino aceitável. |
| Se o eixo do pino em teste não for limpo, bolhas individuais se formarão no eixo do pino em teste no estágio inicial de aquecimento, ou bolhas que aderem à superfície do eixo do pino em teste por um longo tempo sem subir. | Bolha inválida, o eixo do pino é considerado aceitável. |
Ao observar e avaliar a geração e o escape de bolhas na superfície do eixo do pino com o método da bolha, os seguintes assuntos devem ser observados.
1) O eixo do pino testado deve ser limpo, lavado e seco com álcool e outros agentes de limpeza para confirmar que a superfície do eixo do pino está livre de poluentes e seca.
2) Quando a transmitância de luz da solução cair para menos de 75% da solução original devido às impurezas trazidas para a solução devido ao longo tempo de serviço da solução ou o eixo do pino não for limpo, a observação será afetada.
Portanto, a solução precisa ser substituída regularmente.
3) Este método só pode avaliar se o eixo do pino contém hidrogênio, mas não pode avaliar o conteúdo de hidrogênio por unidade de volume.
O fenômeno de um grande número de bolhas durante o teste não significa que ocorrerá 100% da fratura por fragilização por hidrogênio, mas pode ficar claro que o risco de fratura por fragilização por hidrogênio neste estado aumenta bastante.
Eixos de pinos considerados suspeitos ou não qualificados devem ser tratados com cautela.
3. Detecção de eixo de pino cromado
3.1. Espessura da camada de cromo
A espessura do revestimento é um importante índice de desempenho do eixo do pino, que geralmente afeta a resistência à corrosão e ao desgaste do eixo do pino.
Atualmente, existem muitos métodos para detectar a espessura do revestimento.
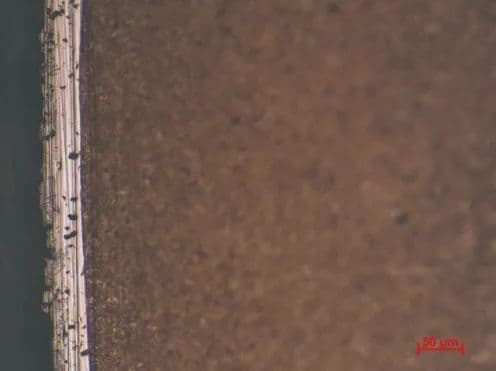
Devido à alta precisão do método metalográfico, de acordo com os requisitos do método microscópico GB / T 6462-2005 para medir a espessura de revestimentos de metal e óxido, a espessura do revestimento de vários tipos de pinos cromados foi testada e a uniformidade de a espessura do revestimento foi considerada insatisfatória (ver Fig. 2).
A Figura 2 mostra a espessura do revestimento de um certo tipo de eixo de pino de corrente, e a diferença entre as partes mais grossas e mais finas é de 0,06 mm.
Pode-se observar que a uniformidade da espessura do revestimento afeta seriamente a circularidade do eixo do pino.
Zhan Ruiqiu et al. mostraram que a tensão interna da superfície da camada de cromo era uma tensão de tração.
Com o aumento da espessura da camada de cromo, a tensão interna da superfície da camada de cromo aumentou primeiro, depois diminuiu, depois aumentou e depois diminuiu.
Com o aumento da espessura da camada de cromagem, a dureza da camada de cromagem aumenta ligeiramente no início, depois rapidamente e depois lentamente.

a) A parte mais espessa da camada de cromo

b) A parte mais fina da camada de cromo
Fig. 2 Espessura do revestimento em diferentes posições do eixo do pino cromado (200 ×)
3.2 Dureza da camada de cromo
Ao medir a dureza da camada de cromo, um testador de dureza micro Vickers é frequentemente usado. De acordo com a espessura do revestimento, uma pequena carga de prensagem de 5-200g (0,049-1,96N) pode ser selecionada para fazer com que a profundidade do recuo atinja 1/10-1/7 da espessura do revestimento, de modo a garantir a precisão do revestimento medição de dureza.
Quando a espessura da camada de cromo é superior a 100 μm, o testador de dureza Rockwell também pode ser usado para testes.
Diferentes testadores de dureza devem ser usados para testes de dureza de acordo com o tamanho da peça, material de base, espessura do revestimento, diâmetro de indentação e tamanho da carga.
Portanto, o valor da dureza da camada de cromo varia muito.
A Tabela 2 mostra o teste de dureza da camada de cromo em diferentes tipos de eixos de pino cromados com uma carga de 200g (1,96N) e um testador de dureza Japan Sanfeng HM-200 micro Vickers.
Pode-se observar na tabela 2 que a diferença máxima de dureza dos pinos cromados do mesmo modelo é de 113,7 HV.
Tabela 2 Dureza de revestimento do eixo do pino cromado (HV)
| Modelo | Valor de detecção | Valor médio | Diferença | ||||
| A | 922,1 | 882,2 | 933,9 | 871,4 | 871,3 | 896,18 | 62,6 |
| B | 882,2 | 939,9 | 887,9 | 871,3 | 887,8 | 893,82 | 68,6 |
| C | 882,3 | 876,7 | 876,7 | 887,8 | 850,2 | 874,74 | 37,6 |
| D | 845,0 | 810,0 | 781,8 | 781,8 | 772,7 | 798,26 | 72,3 |
| E | 904,7 | 882,2 | 819,8 | 791,0 | 834,8 | 846,50 | 113,7 |
Atualmente, sabe-se que a principal razão para a alta dureza da camada de cromo é que uma grande quantidade de hidrogênio é adsorvida em sua superfície.
Portanto, o eixo do pino deve ser tratado termicamente para remover o hidrogênio dentro de 4 horas após a cromagem.
A demonstração prática mostra que a quantidade total de eliminação de hidrogênio é maior quando a temperatura é mantida em 200 ℃ por um tempo adequado.
Embora a dureza seja ligeiramente reduzida, a porosidade e a rede de fissuras do revestimento serão aumentadas, mas tem pouco impacto no uso do eixo do pino cromado.
3.3 Força de ligação da camada de cromo
A força de ligação da camada de cromo é uma importante propriedade mecânica do revestimento.
Se a força de ligação for baixa, será difícil atingir o objetivo da galvanoplastia, mesmo que as outras propriedades da camada de cromo sejam boas.
Na revisão GB / T 5270-2008 de métodos de teste para resistência de adesão de revestimentos metálicos eletrodepositados e quimicamente depositados em substratos metálicos, os métodos de teste para resistência de adesão de revestimentos metálicos eletrodepositados e quimicamente depositados em substratos metálicos são especificados, mas a maioria deles são qualitativos Medidas.
Atualmente, os métodos de detecção comumente usados incluem método de arranhão com agulha de aço, método de flexão, método de impacto e método de rebolo.
Devido à alta dureza da camada de cromo, o método do rebolo é frequentemente usado na detecção diária.
Esmerilhe o eixo do pino cromado no rebolo até que o eixo do pino fique exposto à base.
Se a camada cromada não for descascada, está comprovado qualitativamente que a força de ligação da camada cromada é boa.
Zhang Chunhua et al. mostraram que a rugosidade superficial do substrato tem grande influência na adesão do revestimento.
Com a diminuição da rugosidade superficial do substrato, a resistência de ligação da camada de cromo é melhorada.
4. Conclusão
Devido à particularidade do processo de cromagem, é fácil causar a falha do eixo do pino de cromagem.
Portanto, é necessário controlar rigorosamente os processos relevantes e fortalecer a detecção do eixo do pino cromado para garantir que a camada cromada tenha boa resistência à corrosão, resistência ao desgaste e outras propriedades, e assim reduzir a ocorrência de problemas de qualidade da corrente.







