

Hvelho Fdemorando
O flangeamento do furo é um método de puncionamento que usa um molde para transformar a borda do furo da peça em uma borda vertical ou reta em um determinado ângulo.

Tipo de flange de furo:
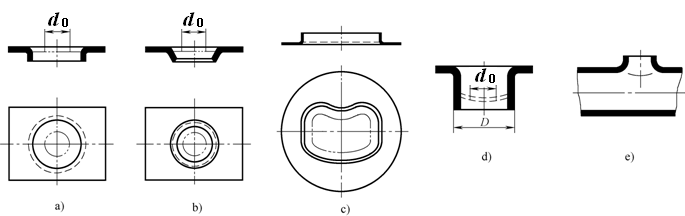
Dependendo do formato da peça bruta e da borda do furo sendo flangeado, existem furos flangeados na placa plana e também na superfície curva, como o furo flangeado na peça bruta do tubo; os furos flangeados podem ser arredondados ou não.
1.1 Flange de furo redondo
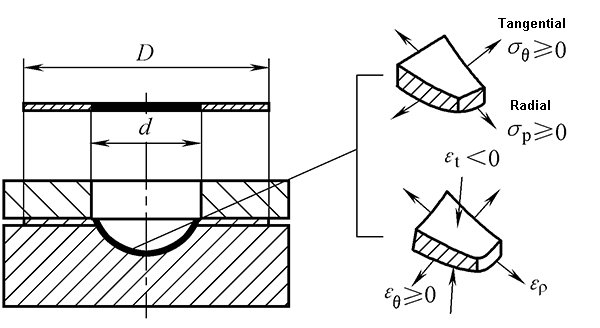
- Características de deformação do flange de furo redondo
Características de deformação do flange de furo redondo:
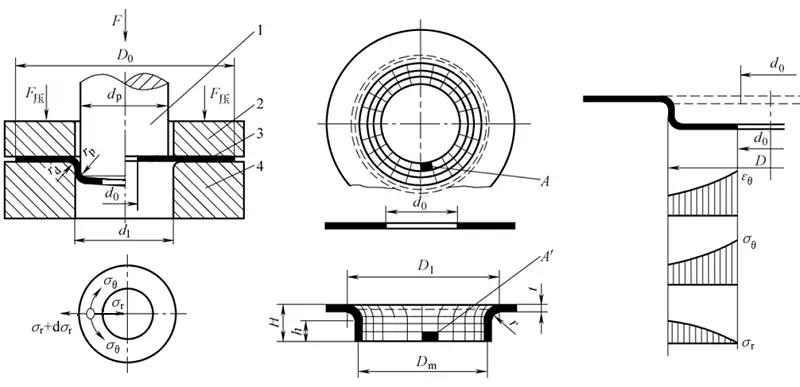
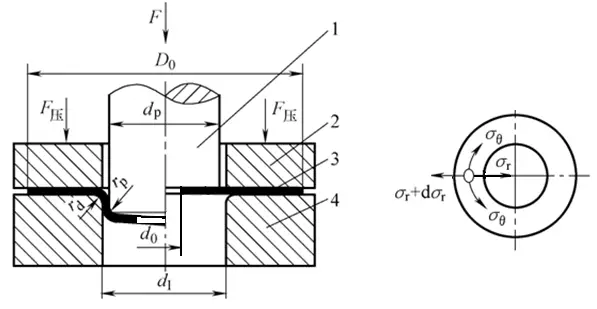
- A deformação é local e ocorre principalmente na parte anular (d1-d0) na parte inferior do punção. Esta área é a área de deformação do flange do furo redondo.
- O material na zona de deformação é esticado nas direções tangencial e radial, resultando em deformação que é alongada nas direções tangencial e radial e tem espessura reduzida.
- A área de deformação não é uniforme, o alongamento radial não é óbvio, a deformação tangencial é grande e quanto mais a boca é estendida, mais fina é a boca.
- Limite de formação do flange do furo redondo
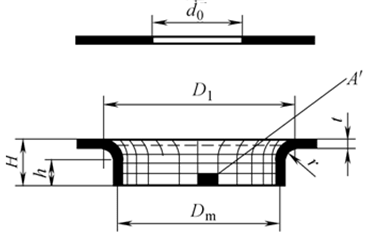
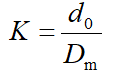
O limite de formação é expresso pelo fator de flangeamento do furo K:
Fator limite de flangeamento de furo Kmin.
Fatores que afetam o coeficiente de flangeamento do furo limite:
- Propriedades dos materiais
- Qualidade de pré-perfuração
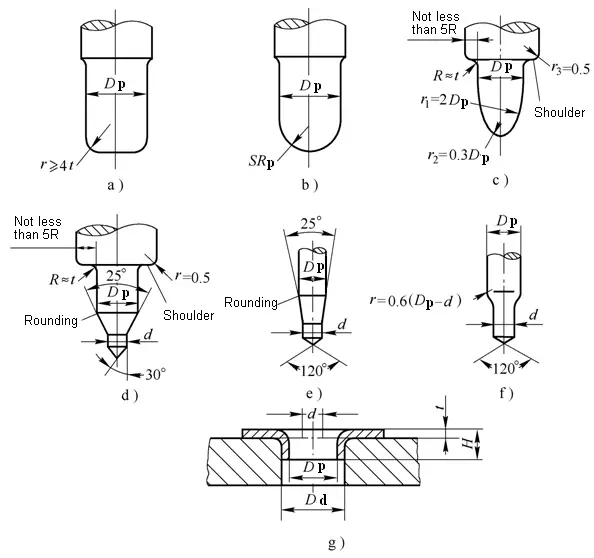
- Forma de punção
- Espessura relativa do material
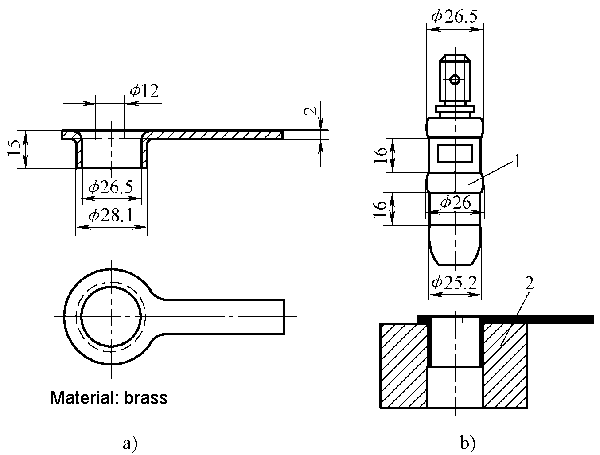
- Projeto de processo de flangeamento de furo redondo
(1) Tecnologia de furo redondo
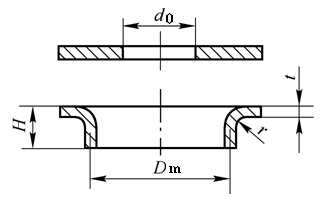
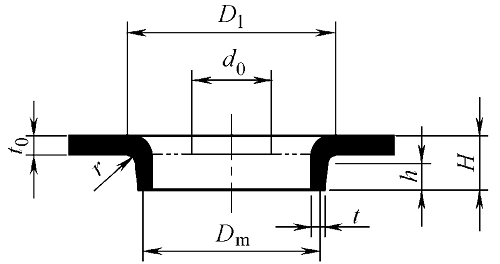
- O raio do filete entre a borda vertical após o flangeamento e o flange deve atender: espessura do material t <2mm, r = (2 ~ 4) t; espessura do material t> 2 mm, r = (1 ~ 2) t;
- Se os requisitos acima não puderem ser atendidos, um processo de remodelagem precisará ser adicionado após o torneamento dos furos para definir o raio de filete necessário.
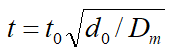
- Após o flangeamento, a espessura da boca da borda vertical é severamente reduzida e a espessura na parte mais fina é:
(2) Arranjo do processo para furo redondo
Normalmente, antes de flangear o furo, é necessário pré-perfurar o furo para o flangeamento do furo e, em seguida, determinar se ele pode ser girado de uma só vez de acordo com a altura do furo e o coeficiente do flangeamento do furo, e em seguida, determine o método de formação das peças com flange de furo.
(3) Cálculo do processo de flangeamento de furo de placa
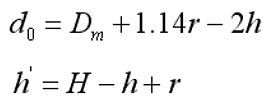
1) Determine o diâmetro do furo pré-perfurado

2) Calcule a altura do furo para determinar se o furo pode ser girado uma vez com sucesso.

3) Determine o número de furos giratórios
Quando a altura do flange do furo H
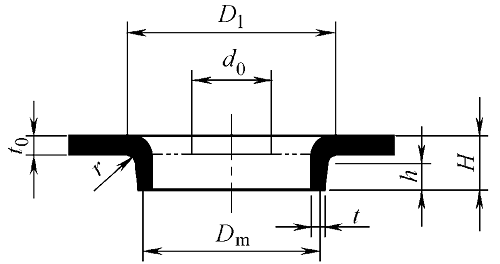
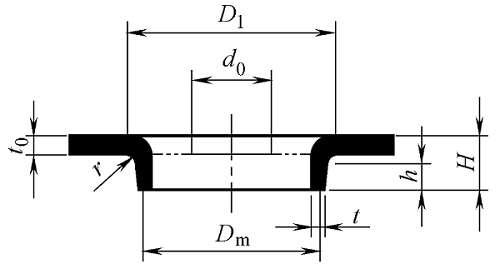
(4) Processe o cálculo de desenhar primeiro o furo inferior e depois flangear o furo
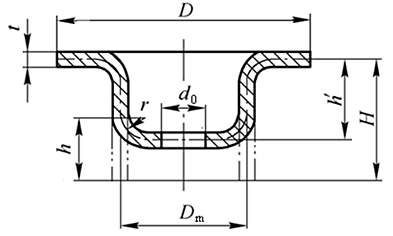
1) Calcule a altura de flangeamento do furo h que pode ser alcançada após o pré-desenho:

2) Calcule o diâmetro de pré-perfuração e a altura do desenho antes do flangeamento do furo:
3) Cálculo do processo de estampagem profunda
(5) Cálculo da força de flangeamento do furo
Ao usar um punção cilíndrico de fundo plano para flangear um furo, ele pode ser calculado da seguinte forma:

A força para furos flangeados com punção cônico ou esférico é ligeiramente menor que o valor calculado pela fórmula acima.
- Molde de furo redondo
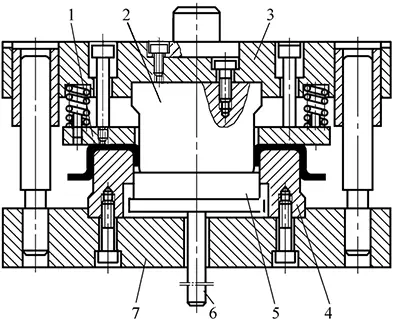
(1) Estrutura do molde de flange de furo redondo
Matriz formal de flangeamento de furo
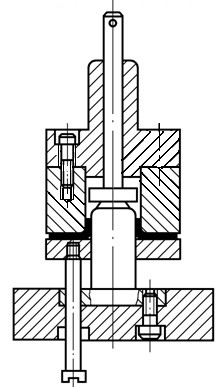
Molde de flangeamento de furo invertido
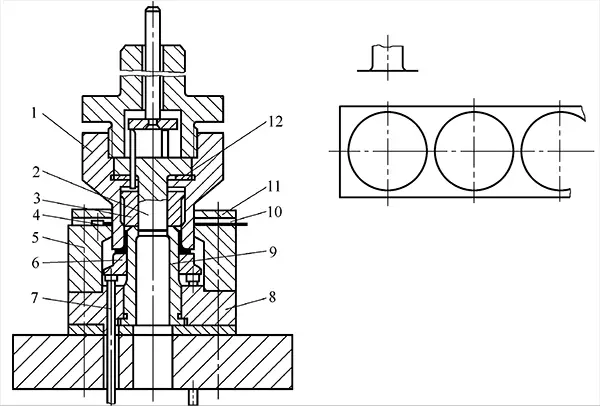
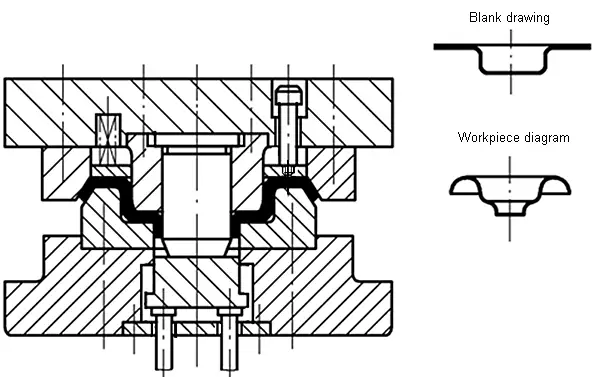
Matrizes compostas para moldagem, estampagem profunda, puncionamento e flangeamento de furos
(2) Projeto de estrutura e tamanho da parte funcional da matriz de flangeamento de furo
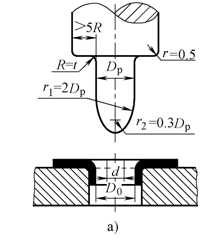
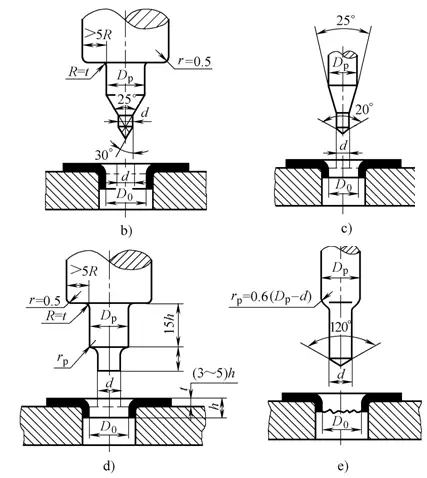
1) Estrutura e tamanho do furador redondo
2) Folga C entre matriz convexa e côncava
1.2 Furo não redondo flangeamento

Flangeamento
Flangear refere-se a um método de estampagem que usa um molde para transformar as bordas do produto em uma borda vertical ou reta em um determinado ângulo.
De acordo com o formato da borda externa flangeada:
- Flange curva interna na borda externa
- Flange curvada externamente na borda externa
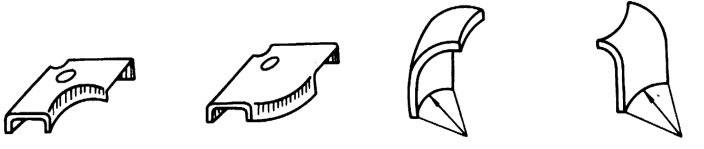
2.1 Flange curva interna na borda externa
A deformação é semelhante a um flange de furo redondo, que pertence ao alongamento.
A área de deformação é esticada principalmente tangencialmente, e a deformação nas bordas é a maior, o que é fácil de rachar.
O grau de deformação é:
2.2 Exterior flange curva na borda externa
A deformação de flange curva externa da borda externa é semelhante ao desenho raso e pertence à deformação do tipo compressão.
A zona de deformação do tarugo gera principalmente deformação compressiva sob a ação da tensão compressiva tangencial, que é fácil de perder estabilidade e enrugar.
O grau de deformação pode ser expresso como:
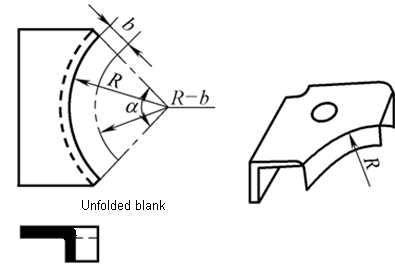
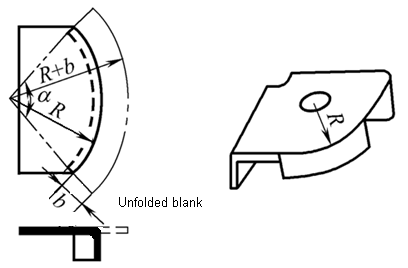
2.3 Método de flangeamento de borda externa
- Método de cálculo do tamanho do branco
- Estrutura do molde: molde de aço ou molde macio
- Precisa controlar o rebote
- Para arestas verticais com direções diferentes, deve-se adotar o método de flangeamento segmentado
Flangeamento de furos, flangeamento e modelagem
Leitura adicional: Flangeamento de desbaste
Flangeamento ou flangeamento de furo de desbaste refere-se a um processo de deformação que usa uma folga menor da matriz para forçar a espessura da borda vertical a se tornar mais fina e aumentar em altura.
Acariciando
Necking é um método de estampagem que utiliza um molde para reduzir a dimensão radial da extremidade de uma peça oca ou tubular.

3.1 Características de deformação de estreitamento
- Características de deformação de estreitamento
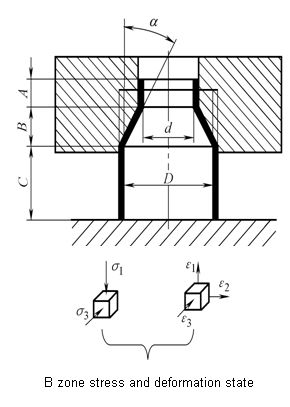
- Zona A – a zona não deformada que sofreu deformação plástica
- Área C-área não deformada aguardando deformação
- Zona B – a zona de deformação que está sendo deformada
- Prevenir a instabilidade e o enrugamento é o principal problema a ser resolvido no processo de estrangulamento
- Limite de formação de pescoço
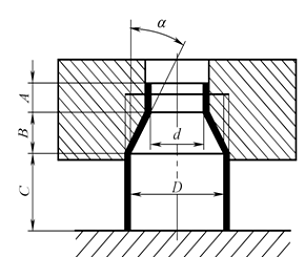
O grau de deformação do estrangulamento é expresso pela razão entre o diâmetro do pescoço após o estrangulamento e o diâmetro da peça bruta antes do estrangulamento.
Coeficiente de encolhimento: m = d / D
O valor mínimo do coeficiente de estrangulamento obtido sob a premissa de garantir a estabilidade do membro de estrangulamento é denominado coeficiente limite de estrangulamento (m).
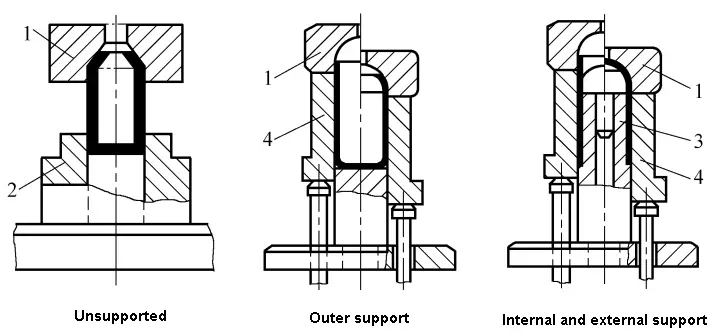
(m) está relacionado à plasticidade do material e à estrutura de suporte do molde.
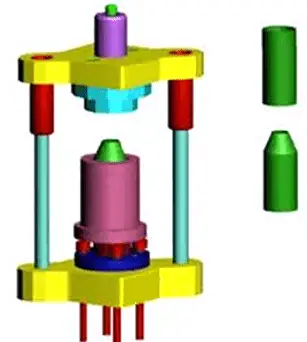
Molde de estrangulamento para diferentes métodos de suporte
3.2 Projeto do processo de estreitamento
- Determinação do tamanho do branco
Consulte a Tabela 6-4 para a determinação do tamanho da peça bruta da peça de estreitamento.
- Confirmação de tempos de carícias
Quando o coeficiente de estricção real m é menor que o coeficiente de estricção limite (m), a estricção não pode ser realizada de uma só vez.
O número de estrangulamentos pode ser calculado por:
- Cálculo da força de estrangulamento
Quando não há estrangulamento de apoio, a força de estrangulamento é:

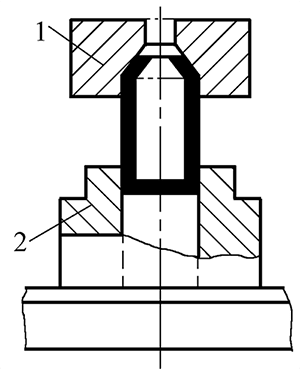
3.3 Pescoçoestrutura da matriz
Necking morre sem suporte
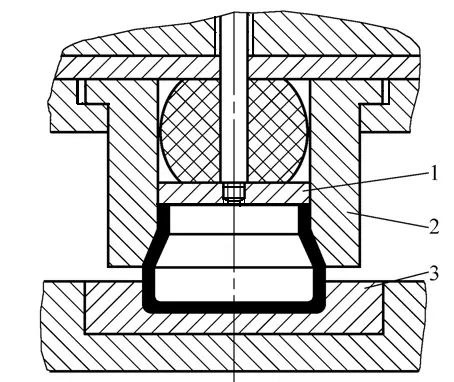
Molde de estrangulamento com suporte externo

Matrizes compostas de estreitamento e alargamento
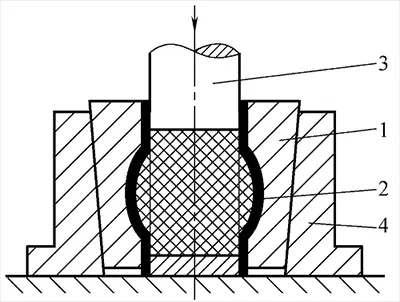
Abaulamento
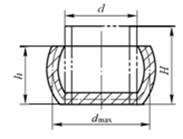
Abaulamento é um método de estampagem que utiliza um molde para deformar plasticamente o interior de uma peça oca sob a ação de uma tensão de tração bidirecional para obter uma peça convexa.

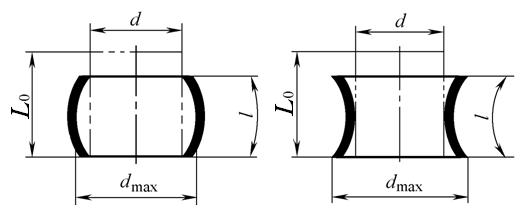
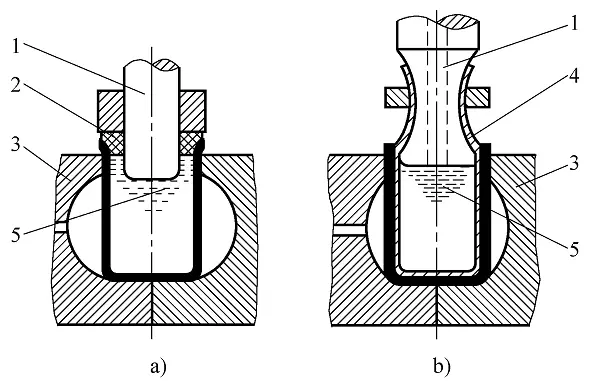
4.1 Características de deformação de abaulamento (dois casos)
A área de deformação é quase toda a peça bruta ou a extremidade aberta, e a extremidade aberta da peça bruta é contraída e deformada.
Portanto, a deformação na área de deformação é um estado de deformação em que a circunferência é alongada, comprimida axialmente e a espessura é reduzida.
A zona de deformação é limitada à peça a ser inchada no meio da peça bruta.
A zona de deformação produz principalmente deformação por alongamento na direção circunferencial e adelgaçamento na direção da espessura.
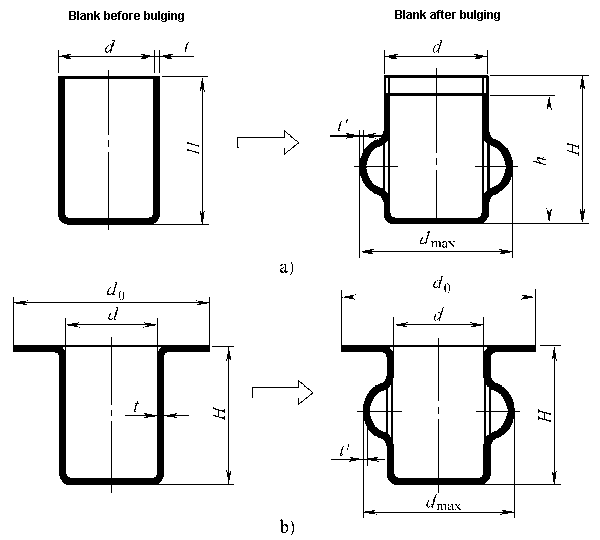
O abaulamento é um processo de formação de alongamento.
Prevenir o estouro é o principal problema a ser resolvido no processo de abaulamento.
4.2 Limite de formação de abaulamento
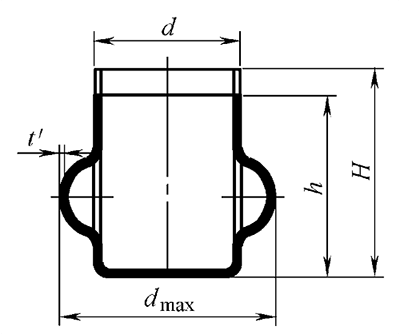
O grau de deformação do abaulamento é expresso pela razão entre o diâmetro máximo do abaulamento convexo obtido após o abaulamento e o diâmetro da peça bruta antes do abaulamento, ou seja, o coeficiente de abaulamento:
Quanto maior o valor do coeficiente de abaulamento, maior será o grau de deformação do abaulamento.
4.3 Projeto de processo de abaulamento
- Determinação de protuberância em branco
Ao abaular, o comprimento da peça bruta quando axialmente permitido deformar-se livremente:

- Cálculo da força de abaulamento
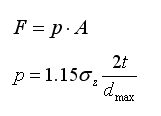
σZ – A tensão verdadeira na área de deformação protuberante, considere σZ=σb em estimativa aproximada.
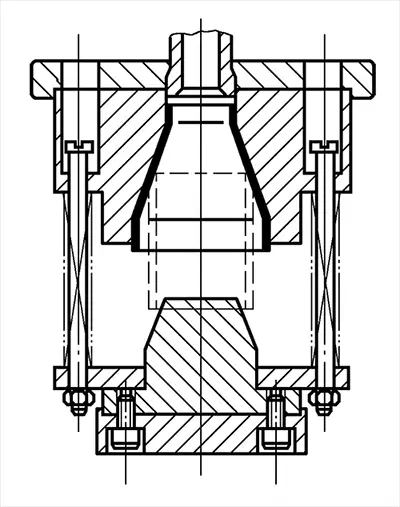
4.4 Método de abaulamento e estrutura do molde protuberante
- Podem ser usados moldes de aço ou moldes macios. Moldes macios são amplamente utilizados.
- O meio de molde macio pode ser borracha, parafina, plástico PVC, líquido de alta pressão e gás de alta pressão.
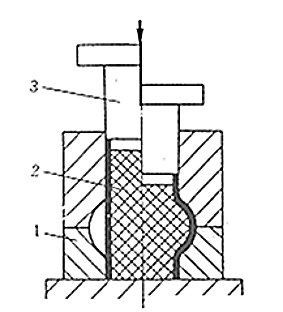
Molde protuberante de borracha
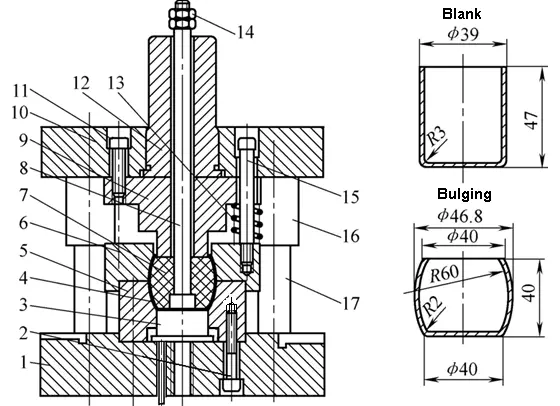
Abaulamento do punção líquido de alta pressão
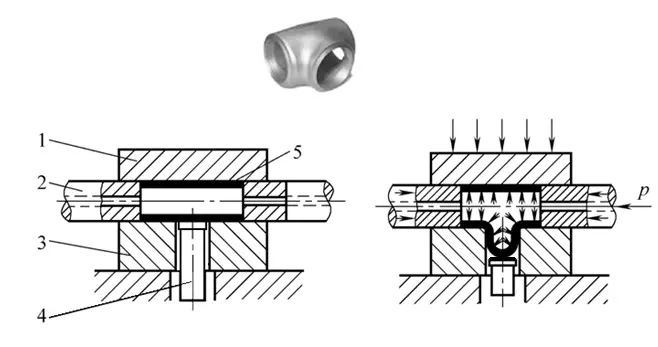
Abaulamento hidráulico da junta em T
miçangas, prensagem de casco convexo e gravação em relevo
5.1 Perolização, prensagem de casco convexo
Perolização e prensagem de casco convexo são métodos de gravação que usam um molde para produzir cascos ou nervuras convexas (nervuras de reforço) na peça.

Características de formação de perolização e cascos convexos
- A zona de deformação é local
- A zona de deformação é esticada em ambas as direções e a espessura é reduzida. É um tipo de alongamento, e a principal forma de falha é a ruptura por tração
- A qualidade da protuberância é boa
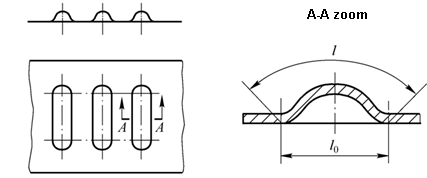
- Miçangas
O limite de formação do cordão pode ser expresso pela quantidade de mudança no comprimento da zona de deformação antes e depois do cordão

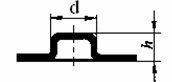
- Comprimir casco convexo
O limite de formação do casco convexo pode ser expresso pela altura h do casco convexo
4 tipos de processo de estampagem de metal
- Estamparia de metal e design de matrizes: supressão
- Estamparia de metal e design de matriz: dobra
- Estamparia de metal e design de matrizes: estampagem profunda
- Estamparia de metal e design de matrizes: conformação







