
Durante a soldagem por fusão, uma série de mudanças do estado fundido para o estado sólido ocorrem na solda devido à ação da fonte de calor da soldagem.
Além disso, a estrutura e as propriedades do metal base em ambos os lados da solda que não são fundidos são alteradas como resultado da influência da transferência de calor da soldagem.
Existe também uma zona de transição entre o metal base e a solda que é distinta tanto da solda quanto do metal base e pode impactar bastante o desempenho da junta soldada.
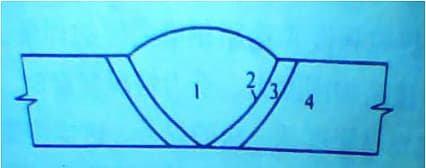
1 – Costura de soldagem
2 – Zona de Fusão
3 – Zona afetada pelo calor
4 – Metal base
1. Estrutura e desempenho da zona de fusão
A “Zona de Fusão” refere-se à região onde a junta de solda faz a transição para a Zona Afetada pelo Calor (ZTA) em uma junta soldada. Esta área é muito fina e pode ser difícil de identificar mesmo sob ampliação.
Um dos defeitos internos do aço é conhecido como “Estrutura Superaquecida”. Esta estrutura metálica é caracterizada pelo seu grande tamanho de grão, que se forma quando a temperatura de aquecimento ultrapassa AC3 por um período prolongado ou quando a temperatura permanece elevada.
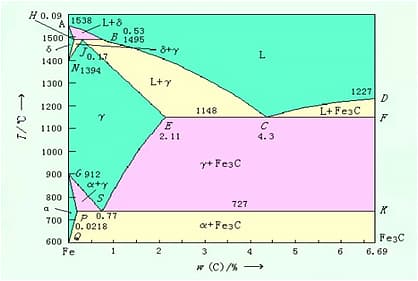
A temperatura dentro da Zona de Fusão fica entre as linhas das fases sólida e líquida no diagrama de estado da liga ferro-carbono. Nesta área, o metal está parcialmente fundido, conhecido como “Zona Semifundida”, e possui grãos muito grandes. Após o resfriamento, a estrutura resultante é uma estrutura grosseira e superaquecida, com baixa plasticidade e tenacidade.
Devido às óbvias heterogeneidades químicas e estruturais dentro da Zona de Fusão, ela é frequentemente a fonte de trincas ou falhas frágeis locais em juntas soldadas e representa a área com a energia neutra mais baixa da junta soldada.
2. Ciclo térmico de soldagem
O processo pelo qual a temperatura de um ponto em uma soldagem muda ao longo do tempo sob a influência da fonte de calor da soldagem é conhecido como “Ciclo Térmico de Soldagem”. Este termo refere-se a um ponto específico na soldagem onde a fonte de calor está próxima.
Durante o Ciclo Térmico de Soldagem, a temperatura no ponto aumenta até atingir seu valor máximo. À medida que a fonte de calor se afasta, a temperatura diminui gradualmente de volta à temperatura ambiente. Este processo pode ser representado por uma curva.
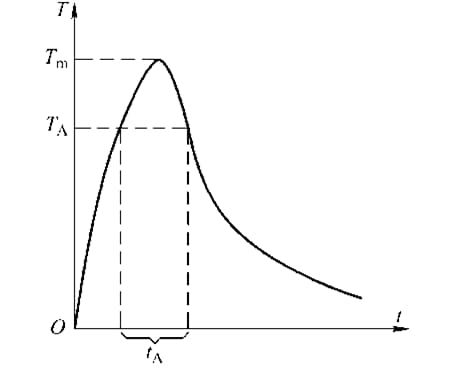
Curva do ciclo térmico de soldagem
- Teu – temperatura máxima de aquecimento
- TA – temperatura de transição de fase
- tA – tempo de residência acima da temperatura de transição de fase
3. Estrutura e propriedades da zona afetada pelo calor de soldagem
A “Zona Afetada pelo Calor de Soldagem” (ZTA) refere-se à região onde a estrutura metalúrgica e as propriedades mecânicas do metal base são alteradas como resultado da exposição ao calor (mas não da fusão) durante o processo de soldagem. As características e propriedades da ZTA são um reflexo das propriedades e da qualidade da junta soldada.
Para aços de baixo carbono e aços de baixa liga e alta resistência com elementos de liga mínimos, a zona afetada pelo calor da soldagem pode ser dividida em “zona superaquecida”, “zona de normalização”, “zona de recristalização incompleta” e “zona de recristalização”. Zona.”
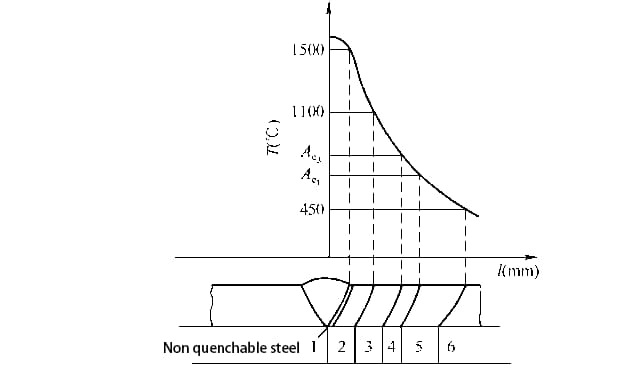
Zona afetada pelo calor de soldagem de aço não temperável
- Zona de Fusão
- Área superaquecida
- Área de normalização
- Zona de recristalização incompleta
- Zona de Recristalização
- Metal básico
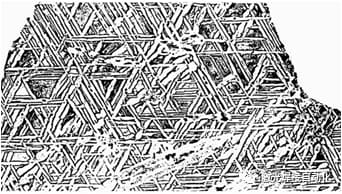
Estrutura superaquecida: estrutura widmanstatten
Na zona superaquecida da Zona Afetada pelo Calor de Soldagem, a formação de um grão grosso de austenita resulta em uma estrutura especial superaquecida sob resfriamento rápido. Esta estrutura é caracterizada por agulhas paralelas de ferrita (cementita) dentro do grão grosso da austenita, sendo a austenita restante entre as agulhas transformada em perlita. Esta estrutura superaquecida é conhecida como “Estrutura de Ferrita (Cementita) Widmanstatten”.
Em termos simples, quando o grão de austenita é grosso e a taxa de resfriamento é adequada, a fase pré-eutetóide no aço forma uma perlita em flocos em forma de agulha. A Estrutura Widmanstatten não só possui um grande tamanho de grão, mas também apresenta uma diminuição significativa na flexibilidade do metal devido à superfície frágil criada por numerosas agulhas de ferrite, que é uma das principais causas da fragilização da junta soldada em aço que não é facilmente temperado. .
A largura da Zona Afetada pelo Calor (ZTA) é influenciada por vários fatores, incluindo o método de soldagem, parâmetros de soldagem, tamanho e espessura da soldagem, propriedades físicas térmicas do material metálico e forma da junta.
É possível reduzir a largura da ZTA utilizando parâmetros de soldagem menores, como reduzir a corrente de soldagem e aumentar a velocidade de soldagem.
A largura da ZTA varia dependendo do método de soldagem utilizado. A largura total da ZTA para soldagem a arco com eletrodo é de aproximadamente 6 mm, enquanto é de cerca de 2,5 mm para soldagem por arco submerso e aproximadamente 27 mm para soldagem a gás.
Métodos para controlar e melhorar as propriedades das juntas soldadas
1. Correspondência de materiais
Combinação de materiais” refere-se principalmente à escolha dos materiais de soldagem.
Para aço de baixo carbono, aço estrutural de baixa liga e alta resistência e aço de baixa temperatura, a composição do metal de solda e do metal base não precisa ser idêntica, porém as propriedades mecânicas devem ser iguais às do metal base.
Ao trabalhar com aço resistente ao calor e aço inoxidável, para garantir que a solda tenha desempenho em altas temperaturas e resistência à corrosão semelhantes aos do metal base, a composição química do material de soldagem deve corresponder exatamente à do metal base.
2. Controle a taxa de fusão
Na soldagem por fusão, a proporção do metal base fundido no metal de solda é chamada de taxa de fusão.
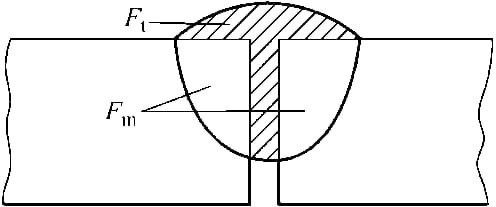
A fórmula de cálculo da taxa de fusão é:
r = Feu/(Feu+Ft)
Onde
- r – razão de fusão;
- Feu – área da seção transversal do metal base fundido:
- Ft – área da seção transversal do metal de adição na solda.







