A capacidade de montagem dos geradores térmicos domésticos e a eficiência térmica têm melhorado constantemente, levando ao aumento da pressão do vapor nas turbinas a vapor. Isto impõe maiores exigências aos materiais componentes de alta temperatura da turbina a vapor.
Por exemplo, os parafusos de alta temperatura desempenham um papel crucial para garantir a estanqueidade da divisão do cilindro. Esses parafusos são normalmente feitos de materiais resistentes ao calor com desempenho excepcional em altas temperaturas.
Um material comumente usado para esses parafusos é o aço 20Cr1Mo1VNbTiB, um aço perlita resistente ao calor que possui alta resistência e bom desempenho anti-relaxamento.
Durante a operação da unidade geradora de uma usina, um parafuso de alta temperatura na comporta falhou e quebrou. A unidade estava em operação há 47.341 horas e o parafuso era feito de aço 20Cr1Mo1VNbTiB com especificações de M56mm × 4mm × 310mm.
Os pesquisadores realizaram uma inspeção e análise minuciosas do parafuso quebrado e o compararam com um parafuso intacto do mesmo lote e material para determinar a causa da falha. Eles esperam evitar que incidentes semelhantes aconteçam no futuro.
1. Inspeção física e química
1.1 Observação macro

Fig. 1 Macro aparência do parafuso quebrado

Fig. 2 Macromorfologia da superfície de fratura do parafuso fraturado
A morfologia geral e transversal do parafuso quebrado está representada nas Figuras 1 e 2, respectivamente.
Observa-se que a fratura está localizada na haste do parafuso, a aproximadamente 130 mm da face final. A seção transversal parece plana, granular, sem quaisquer sinais de deformação plástica e exibe uma fratura frágil típica.
Uma inspeção da superfície externa do parafuso revela que a superfície da rosca é lisa e livre de amassados, rachaduras, ferrugem, rebarbas ou outros defeitos que possam causar concentração de tensão.
1.2 Análise da composição química
Uma amostra de corte de fio foi retirada do centro do parafuso quebrado e do parafuso de comparação. Após alisar a superfície cortada com lixa e limpá-la com álcool, utilizou-se um espectrômetro vertical de leitura direta de espectro total para analisar sua composição química.
Os resultados experimentais mostraram que a composição química de ambas as amostras atendeu aos requisitos para o aço 20Cr1Mo1VNbTiB, conforme especificado nas Diretrizes Técnicas DL/T 439-2018 para Fixadores de Alta Temperatura em Usinas de Combustíveis Fósseis.
1.3 Teste de propriedades mecânicas
Tanto o parafuso quebrado quanto o parafuso intacto foram submetidos a testes de amostra de dureza, tração e impacto em U. Os testes de tração foram conduzidos à temperatura ambiente usando uma máquina universal de testes de materiais, e os resultados incluíram resistência à tração, limite de escoamento e alongamento após fratura. A energia de absorção de impacto foi medida à temperatura ambiente usando uma máquina de teste de impacto, e a dureza Brinell foi medida usando um testador de dureza Brinell. Os resultados do teste são apresentados na Tabela 1.
Tabela 1 Resultados de testes de propriedades mecânicas de parafusos
| Amostra | Força de rendimento Rp0.2/MPa | Resistência à tração Reu/MPa | Alongamento após fratura A/% | Energia absorvida pelo impacto/J | Dureza/HB | |
| Face final Superfície de carga transversal a 20 mm da face final | ||||||
| Valor medido do parafuso quebrado | 953 | 1071 | 15 | 25 | 290 | 278 |
| Valor medido do parafuso inteiro | 952 | 1066 | 17 | 86 | 266 | 269 |
| valor padrão | ≥735 | ≥834 | ≥12 | ≥39 | 252~302 | |
Os resultados do teste indicam que a dureza, a resistência à tração, a resistência ao escoamento e o alongamento após a fratura do parafuso atendem aos requisitos padrão. No entanto, a energia de absorção de impacto do parafuso quebrado foi de apenas 25J, significativamente inferior aos requisitos padrão. Isto sugere que o material do parafuso quebrado é frágil e tem baixa resistência a cargas de impacto.
Em contraste, a energia de absorção de impacto do parafuso ininterrupto foi de 86J, o que atende aos requisitos da norma.
1.4 Macro ouginspeção de anização
As faces finais dos parafusos fraturados e não quebrados, bem como as seções transversais das superfícies de fratura dos parafusos fraturados, foram examinadas quanto à macroestrutura de acordo com o método recomendado na DL/T 439-2018, conforme representado na Figura 3.

Fig. 3 Macromorfologia da face final do parafuso
O exame sob diferentes ângulos de iluminação revela que a face final da fratura e a seção transversal do parafuso exibem manchas de partículas poligonais com cores e brilho variados. A olho nu pode-se observar que a microestrutura é composta por grãos macrogrossos com diâmetro médio superior a 2mm, confirmados por lupa.
A formação de grãos grossos no aço 20Cr1Mo1VNbTiB está relacionada ao processo produtivo, como fabricação e tratamento térmico, e é resultado do superaquecimento. Isto pode ocorrer se a temperatura durante o trabalho a quente exceder Ac1 (a temperatura inicial para a transformação de perlita em austenita) ou se o aço for repetidamente aquecido acima da temperatura de recristalização austenítica e depois resfriado rapidamente.
Em um ambiente de alta temperatura e alta pressão de longo prazo, os carbonetos na estrutura superaquecida precipitam gradualmente, reduzindo a resistência ao impacto do material.
1.5 Inspeção metalográfica
Retire amostras do parafuso e do parafuso para inspeção metalográfica, conforme mostrado na Fig.
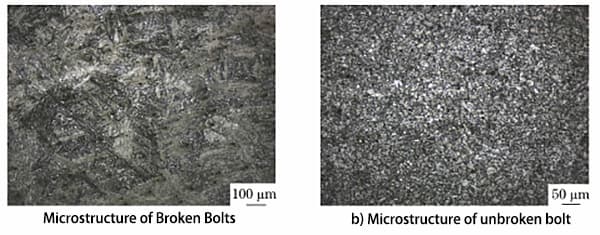
Fig. 4 Microestrutura do parafuso
A microestrutura do parafuso fraturado foi determinada como sendo bainita, com tamanho de grão de grau 1 e uma linha de bainita distribuída transversalmente no cristal que exibe uma estrutura de moldura.
O parafuso ininterrupto, por outro lado, possui uma microestrutura cristalina fina de bainita com tamanho de grão de grau 5.
Os resultados da inspeção metalográfica revelam que o tamanho do grão do parafuso quebrado não atende aos requisitos estabelecidos nas Diretrizes Técnicas DL/T 439-2018 para Fixadores de Alta Temperatura da Usina Elétrica de Dali, que exigem um tamanho de grão de grau 5.
1.6 Análise de fratura
A morfologia da fratura do parafuso quebrado foi examinada usando um microscópio eletrônico de varredura.
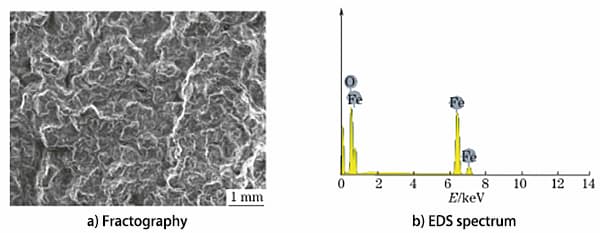
Fig. 5 Resultados de micromorfologia de fratura e análise de espectro de energia de parafusos quebrados
A morfologia da fratura é mostrada na Fig. 5a, e toda a superfície da fratura é coberta por uma densa camada de óxido. A análise do espectro de energia identificou o óxido como Fe2Ó3como mostrado na Fig.
A fratura do parafuso quebrado durante a operação fez com que a superfície da fratura ficasse exposta a altas temperaturas por um longo período, levando à formação de uma densa película de óxido na superfície. Isto torna difícil observar diretamente as informações de fratura do parafuso a partir da superfície de fratura.
Os pesquisadores estudaram a morfologia da fratura dos materiais através das superfícies de fratura de amostras de tração e impacto para determinar o modo de fratura dos parafusos.
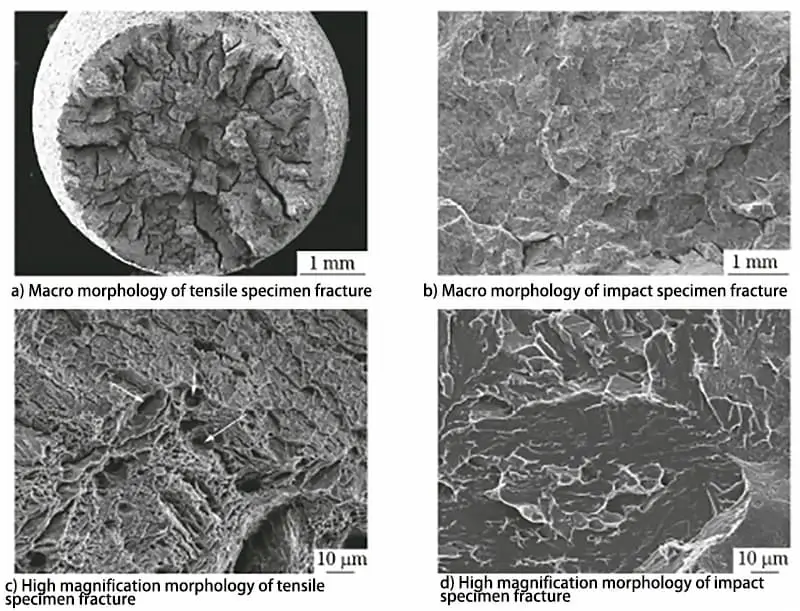
Fig. 6 Micromorfologia de Fratura de Espécimes de Tração e Impacto
As superfícies de fratura das amostras de tração e impacto foram analisadas utilizando um microscópio eletrônico de varredura. A morfologia da fratura das amostras é mostrada na Fig.
As Figuras 6a) e 6b) representam as morfologias da fratura por tração e impacto em baixa ampliação. A área do lábio de cisalhamento da seção de fratura por tração é mínima, representando aproximadamente 15% da área de fratura. A maior parte da seção é dominada por uma área de radiação, com muito pouca área de fibra presente. A macromorfologia da fratura sugere que a tenacidade do material é baixa.
A Figura 6c) ilustra a morfologia da fratura por tração sob observação em grande ampliação. A superfície de fratura é principalmente clivagem, com um pequeno número de inclusões onduladas. A morfologia geral da superfície da fratura está em conformidade com as características da fratura quase-clivagem.
A Fig. 6d) mostra a morfologia da fratura por impacto sob observação de alta ampliação. A seção é predominantemente uma área de radiação e toda a seção é principalmente uma superfície de clivagem.
A Figura 6 indica que a fratura da amostra pertence à fratura por clivagem, indicando que o material é altamente frágil.
2. Análise e discussão
Os resultados das inspeções físicas e químicas revelam que a composição química, as propriedades de tração à temperatura ambiente, a dureza e outros indicadores dos parafusos atendem aos requisitos da norma.
Porém, a estrutura de fratura dos parafusos possui grãos grossos com granulometria grau 1 e uma estrutura de bainita distribuída transversalmente nos grãos, o que contribui para a fragilidade do material.
A análise de fratura das superfícies de fratura por tração e impacto indica que o material sofreu fratura por clivagem, com uma energia absorvida por impacto muito inferior aos requisitos padrão. Isto confirma ainda mais a fragilidade do material.
Parafusos de alta temperatura em turbinas a vapor operam sob condições desafiadoras, como altas temperaturas, alta tensão e corrosão a vapor. Como resultado, os materiais do parafuso devem ter alta resistência à fluência em altas temperaturas, baixo coeficiente de expansão linear, bom desempenho anti-relaxamento, forte resistência à corrosão sob tensão, baixa sensibilidade ao entalhe e boa resistência à oxidação.
No entanto, a estrutura de grãos grossos do material do parafuso fraturado resulta em fragilidade excessiva, tornando-o incapaz de suportar a tensão de impacto causada pela partida, desligamento e flutuações de carga unitária.
3. Conclusões e sugestões
O parafuso de alta temperatura da turbina possui grãos grossos e esteve em operação por um período prolongado sob condições de alta temperatura e alta pressão, levando à precipitação gradual de carbonetos e à diminuição da resistência ao impacto do material.
Como resultado, o parafuso de alta temperatura sofre fratura frágil sob tensão de impacto causada pela partida da unidade, desligamento e flutuação na carga da unidade.
Portanto, recomenda-se que as usinas termelétricas realizem 100% de inspeção ultrassônica e 100% de inspeção de dureza nos parafusos de alta temperatura da turbina durante a manutenção, e substituam quaisquer parafusos que não passem nessas inspeções.







