Processo de produção de fundição
A produção de peças fundidas é um processo complexo de várias etapas que abrange os seguintes processos principais:
- Preparação do processo de produção: envolve a criação de um plano de processo de produção e documentos relacionados, bem como o desenvolvimento de desenhos do processo de fundição com base nos desenhos das peças, lote de produção e data prevista de entrega.

- Preparação de materiais de produção: Isso inclui a preparação dos materiais para fusão, bem como os materiais e padrões necessários para moldagem e fabricação de machos, como caixas de machos, caixas de areia e outros equipamentos.
- Moldagem e Fabricação de Núcleos;
- Derretimento e Derramamento;
- Processos-chave, incluindo descarte de areia e inspeção de fundição.
Veja também:
- 14 tipos diferentes de processo de fundição
Processo de fabricação de fundição
O processo de fundição envolve derreter metal ou liga e despejá-lo em um molde para resfriamento e solidificação.
A produção de peças fundidas é um processo complexo que envolve diversas etapas, incluindo a preparação de materiais metálicos e não metálicos, fusão da liga, moldagem, confecção de machos, fundição, limpeza, correção de defeitos, tratamento térmico e obtenção de peças fundidas qualificadas.
O processo de fabricação da peça fundida pode ser dividido nas seguintes etapas principais: preparação da moldagem e da areia do núcleo, modelagem, fundição, secagem do molde de areia, vazamento, limpeza e tratamento térmico da peça fundida.
1. Preparação de areia de moldagem e areia de núcleo
A qualidade da areia de moldagem é diretamente influenciada pelo seu processo de preparação.
Normalmente, a preparação da areia de moldagem envolve duas etapas: a preparação e verificação da matéria-prima, seguida da preparação e controle de qualidade da areia de moldagem.
2. Modelagem
Moldagem refere-se ao processo de criação de um molde de areia utilizando areia de moldagem, um padrão e outros equipamentos tecnológicos.
Existem diversas técnicas de moldagem, que são determinadas pelo formato, tamanho e especificações técnicas da peça fundida.
3. Fundição
A fundição é o processo de conversão do metal do estado sólido para o líquido, aquecendo e removendo impurezas por meio de reações metalúrgicas, a fim de atingir a temperatura desejada e os requisitos de composição.
Existem vários tipos de equipamentos de fundição disponíveis. Para a produção de plataformas de ferro fundido, um forno Cupola é normalmente usado para fundições de máquinas-ferramenta.
4. Secagem de molde de areia
A fundição a seco é um método comumente usado para produzir peças fundidas grandes ou de alta qualidade, como plataformas de ferro fundido, peças fundidas de máquinas-ferramentas, bancadas de trabalho para máquinas-ferramentas e outros tipos de peças fundidas de máquinas-ferramentas.
5. Derramando
A operação de injeção de metal fundido da concha no molde é chamada de vazamento.
6. Limpeza
O processo de remoção de areia aderente à superfície, areia de moldagem e excesso de metal da peça fundida após a queda da areia é chamado de limpeza.
7. Tratamento térmico de fundição
O tratamento térmico para peças fundidas inclui aquecer a peça fundida a uma faixa de temperatura específica, mantê-la por um determinado período e, em seguida, resfriá-la a uma taxa especificada para atingir a estrutura e as propriedades desejadas.
O objetivo do tratamento térmico para peças fundidas é aliviar o estresse da peça fundida. Por exemplo, plataformas de ferro fundido, peças fundidas de máquinas-ferramenta e bancadas de máquinas-ferramenta precisam passar por tratamento térmico antes de serem processadas posteriormente.
Princípio de formação
A produção de fundição é uma técnica de conformação de metal que envolve aquecer o metal para trazê-lo a um estado fluido e despejá-lo em um molde com o formato desejado. O metal preenche a cavidade do molde sob a influência da gravidade ou de forças externas, como pressão, força centrífuga ou força eletromagnética, e então esfria e solidifica em uma peça fundida ou peça.

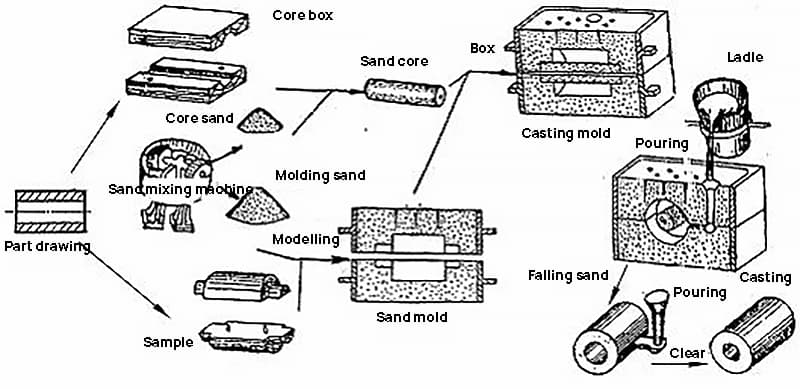
Fig. 1 processo de fundição
O processo de fundição geralmente envolve transformar uma peça bruta em uma peça.
No entanto, algumas peças fundidas atendem aos requisitos necessários de precisão de projeto e rugosidade superficial sem a necessidade de cortes adicionais e podem ser usadas diretamente como peças.
Propriedades e composição da areia para moldagem
1. Propriedades da areia de moldagem
Os principais critérios de desempenho para areia de moldagem (incluindo areia de núcleo) incluem resistência, permeabilidade, resistência ao fogo, rendimento, fluidez, compactação e capacidade de resistir ao colapso.
2. Composição da areia de moldagem
A areia de moldagem é composta de areia bruta, aglutinante e aditivos.
A areia bruta utilizada na fundição deve ser areia do mar, areia de rio ou areia de montanha com baixo teor de lama, tamanho de partícula uniforme e uma mistura de formas arredondadas e poligonais.
Os adesivos usados na fundição incluem argila (como argila comum e bentonita), areia de vidro solúvel, resina, óleo sintético e óleo vegetal, que são chamados de areia argilosa, areia de vidro solúvel, areia resinosa, areia oleosa sintética e óleo vegetal. areia, respectivamente.
Para melhorar as propriedades específicas da areia do molde (núcleo), às vezes são adicionados aditivos como carvão, serragem e celulose à areia do molde (núcleo).
A estrutura da areia de moldagem está ilustrada na Figura 2.

Fig. 2 Diagrama esquemático da estrutura de areia de moldagem
Características do processo de fundição
A fundição é um método importante de produção de peças brutas, especialmente para peças feitas de metais ou ligas frágeis (como várias peças fundidas de ferro fundido e ligas não ferrosas), onde a fundição costuma ser o único processo de fabricação disponível.
Comparada a outros métodos de fabricação, a fundição possui as seguintes características distintas:
- Versatilidade em material, tamanho e peso:
- O processo de fundição pode ser aplicado a uma ampla gama de materiais, incluindo ferro fundido, aço fundido, liga de alumínio, liga de cobre, liga de magnésio, liga de titânio, liga de zinco e várias ligas especiais.
- As peças fundidas podem variar de alguns gramas a centenas de toneladas em peso.
- A espessura da parede das peças fundidas pode ser de 0,5 mm a aproximadamente 1 m.
- O comprimento das peças fundidas pode variar de alguns milímetros a dez metros.
- Capacidade de produzir formas complexas:
- As peças fundidas podem ser feitas em todos os tipos de formatos, principalmente para peças com cavidades internas complexas, como caixas, cilindros, pás, impulsores, entre outros.
- Correspondência aproximada ao formato e tamanho do produto final:
- O formato e o tamanho das peças fundidas podem ser muito semelhantes às peças finais, o que não apenas conserva o material, mas também reduz o tempo de usinagem.
- Acessibilidade e disponibilidade de matérias-primas:
- As matérias-primas utilizadas para a fundição estão prontamente disponíveis e o custo da fundição é relativamente baixo.
- Flexibilidade e alta produtividade:
- O processo de fundição pode ser realizado manualmente ou por métodos mecânicos, o que o torna altamente flexível.
- A produtividade do processo de fundição é alta.
Análise de defeitos comuns em fundição
O processo de fundição é complexo e a qualidade das peças fundidas pode ser afetada por uma série de fatores.
As ocorrências frequentes de defeitos de fundição resultam de mau controle de matérias-primas, planejamento inadequado de processos, operações de produção inadequadas e sistemas de gestão insuficientes.
A seguir está uma lista de defeitos comuns de fundição, juntamente com seus nomes, características e causas.
| Nome do defeito | características | Principais causas |
Estômago |
Existem furos lisos de diferentes tamanhos dentro ou na superfície da peça fundida. | ① A carga do forno não está seca ou contém muitos óxidos e impurezas; ② Ferramentas de vazamento ou aditivos na frente do forno não secam; ③ Muita água está contida na areia de moldagem ou muita água é escovada durante o levantamento e corte do molde; ④ Secagem insuficiente do núcleo ou ventilação do núcleo bloqueada; ⑤ A areia da primavera é muito compacta e a permeabilidade ao ar da areia de moldagem é baixa; ⑥ A temperatura de vazamento está muito baixa ou a velocidade de vazamento é muito rápida. |
| Cavidade de contração e porosidade |
Os furos de retração estão distribuídos principalmente na seção espessa da peça fundida, com formato irregular e interior áspero. | ① O projeto estrutural da peça fundida não é razoável, por exemplo, a diferença de espessura da parede é muito grande e nenhum riser ou ferro frio é colocado na parede espessa; ② A posição do sistema de vazamento e do riser está errada; ③ A temperatura de vazamento está muito alta; ④ A composição química da liga não é qualificada, a taxa de encolhimento é muito grande e o riser é muito pequeno ou pequeno. |
Buracos de areia |
Existem buracos preenchidos com areia de moldagem no interior ou na superfície da peça fundida. | ① A resistência da areia de moldagem é muito baixa ou a compactação do molde de areia e do núcleo não é suficiente, então a areia de moldagem é despejada na cavidade do molde pelo metal fundido; ② O molde de areia fica parcialmente danificado quando a caixa é fechada; ③ O sistema de vazamento não é razoável, a direção da entrada está errada e o molde de areia está danificado pelo metal fundido; ④ A areia solta na cavidade do molde ou porta não é limpa quando a caixa é fechada. |
Areia pegajosa |
A superfície da peça fundida é áspera com uma camada de areia. | ① A resistência ao fogo da areia bruta é baixa ou o tamanho das partículas é muito grande; ② A resistência ao fogo da areia de moldagem diminui quando o teor de lama é muito alto; ③ A temperatura de vazamento está muito alta; ④ O teor de carvão pulverizado na areia de moldagem é muito pequeno no processo de fundição verde; ⑤ O tipo seco não é pintado obliquamente ou o revestimento é muito fino. |
Inclusão de areia |
Uma camada de areia de moldagem é colocada entre a saliência da chapa metálica e a peça de acoplamento. | ① A resistência à tração quente e úmida da areia de moldagem é baixa e a superfície da cavidade do molde é aquecida e cozida para expandir e rachar; ② A compactação local do molde de areia é muito alta, a água é demais e a superfície da cavidade do molde fica rachada depois que a água é seca dez vezes; ③ A seleção inadequada da posição de vazamento faz com que a superfície da cavidade se expanda e rache devido ao cozimento prolongado do ferro fundido em alta temperatura; ④ A temperatura de vazamento está muito alta e a velocidade de vazamento é muito lenta. |
Tipo errado |
A peça fundida tem deslocamento relativo ao longo da superfície de partição. | ① A metade superior do molde e a metade inferior do molde do padrão não estão alinhadas; ② Quando a caixa é fechada, as caixas de areia superior e inferior ficam desalinhadas; ③ As caixas de areia superior e inferior não estão fixadas ou a caixa superior não está suficientemente pressionada e a caixa errada é gerada durante o vazamento. |
Barreira fria |
Existem lacunas ou buracos na fundição onde as cartas estão completamente fundidas e as juntas são lisas. | ① A temperatura de vazamento está muito baixa e a fluidez da liga é baixa; ② A velocidade de vazamento é muito lenta ou o fluxo é interrompido durante o vazamento; ③ A posição do sistema de vazamento é inadequada ou a área da seção transversal da comporta é muito pequena; ④ A parede de fundição é muito fina; ⑤ A altura do sprue (incluindo o copo do sprue) é insuficiente; ⑥ Ao vazar, a quantidade de metal é insuficiente e a cavidade não está cheia. |
Derramamento insuficiente |
O elenco não está totalmente preenchido. | |
Estalar |
A peça fundida está rachada e há uma película de óxido na superfície do metal na rachadura. | ① O projeto da estrutura de fundição não é razoável, a diferença de espessura da parede é muito grande e o resfriamento é irregular; ② O recuo do molde de areia e do núcleo é ruim ou a areia da primavera é muito compacta; ③ Queda prematura de areia; ④ A posição inadequada da comporta leva ao encolhimento desigual de todas as peças da peça fundida. |
Defeitos comuns de fundição e suas medidas preventivas
| Ordem | Título do defeito | Características do defeito | Medida preventiva |
| 1 | estoma | No interior, na superfície ou próximo à superfície da peça fundida, existem furos lisos de diferentes tamanhos. As formas são redondas, longas e irregulares, simples ou agregadas. A cor é branca ou escura, por vezes coberta por uma camada de óxido. | Reduza a quantidade de metal durante a fundição. Reduza a emissão de gases do molde de areia durante o processo de vazamento, melhore a estrutura de fundição, melhore a permeabilidade do molde de areia e do núcleo e permita que o gás no molde seja descarregado suavemente. |
| 2 | cavidades de contração | Dentro da seção espessa da peça fundida, o interior das duas interfaces e o interior ou superfície da junção da seção grossa e da seção fina, o formato é irregular, o furo é áspero e irregular e o grão é grosso. | Fundições com espessura de parede pequena e uniforme devem ser solidificadas ao mesmo tempo. As peças fundidas com espessura de parede grande e irregular devem ser solidificadas de finas a grossas, e o ferro frio do riser deve ser colocado razoavelmente. |
| 3 | porosidade de contração | Os pequenos e descontínuos furos de contração na peça fundida são reunidos em um ou mais lugares e as partículas são grossas. Existem pequenos orifícios entre cada partícula e ocorre infiltração de água durante o teste hidrostático. | As juntas quentes devem ser minimizadas nas juntas entre as paredes, e a temperatura e a velocidade de vazamento devem ser minimizadas. |
| 4 | respiradouro de escória | Furos com formato irregular no interior ou na superfície da peça fundida. Os furos não são lisos e preenchidos com escória no todo ou em parte. | Aumentar a temperatura do ferro fundido.Reduzir a viscosidade da escória.Melhorar a capacidade de retenção de escória do sistema de canais.Aumentar o filete interno da peça fundida. |
| 5 | buracos de areia | Existem buracos preenchidos com areia de moldagem no interior ou na superfície da peça fundida. | Controle rigorosamente o desempenho da areia de moldagem e a operação de moldagem e preste atenção à limpeza da cavidade do molde antes de fechar o molde. |
| 6 | fissuração térmica | Existem fissuras penetrantes ou não penetrantes na peça fundida (Nota: se for curva) e a película metálica na fissura está oxidada. | Controle rigorosamente o teor de S e P no ferro fundido. A espessura da parede da peça fundida deve ser a mais uniforme possível. espessura da parede.A abertura não pode ser muito precoce.As peças fundidas não podem ser temperadas. |
| 7 | crack frio | Existem fissuras penetrantes ou não penetrantes (principalmente retas) na peça fundida, e a película metálica na fissura está oxidada. | |
| 8 | queima de areia | A superfície da peça fundida é total ou parcialmente coberta por uma camada de metal (ou óxido metálico) misturada com areia (ou revestimento) ou uma camada de areia de moldagem sinterizada, resultando em uma superfície rugosa da peça fundida. | Reduza a lacuna de areia. A temperatura de vazamento do metal deve ser reduzida adequadamente. Melhore a resistência ao fogo da areia de moldagem e da areia do núcleo. |
| 9 | inclusão de areia | Na superfície da peça fundida, há uma camada de tumor ou folha metálica, e uma camada de areia de moldagem é imprensada entre o tumor metálico e a peça fundida. | Controle estritamente as propriedades da areia de moldagem e da areia do núcleo. Melhore o sistema de vazamento para fazer o metal fundido fluir suavemente. |
| 10 | barreira fria | Há uma espécie de lacuna de fusão incompleta ou poço na peça fundida, e sua borda é lisa. | Melhorar a temperatura e a velocidade de vazamento. Melhorar o sistema de comporta. O fluxo não deve ser interrompido durante o vazamento. |
| 11 | incapaz de derramar | Falta de polpa na peça fundida devido ao preenchimento incompleto da cavidade com metal fundido. | Melhore a temperatura e a velocidade de vazamento. Não interrompa o fluxo e evite incêndio. |
Fundição – fundição de metal fundido
Durante o vazamento na produção, é importante seguir o princípio de vazamento em alta temperatura e vazamento em baixa temperatura.
O aumento da temperatura de vazamento do metal fundido promove a fusão completa das inclusões e a flutuação da escória fundida, facilitando a limpeza e a desgaseificação e reduzindo a probabilidade de inclusão de escória e defeitos de porosidade nas peças fundidas.
Por outro lado, uma temperatura de vazamento mais baixa ajuda a diminuir a solubilidade do gás, o encolhimento do líquido e o cozimento superficial do metal fundido em alta temperatura na cavidade do molde, evitando defeitos como porosidade, aderência de areia e encolhimento.
Portanto, a temperatura de vazamento deve ser mantida a mais baixa possível, garantindo ao mesmo tempo que a cavidade do molde esteja totalmente preenchida.
O vazamento envolve a operação de transferência do metal fundido da panela para o molde. O vazamento inadequado pode resultar em defeitos de fundição, como vazamento insuficiente, fechamento a frio, furos de ar, furos de contração e inclusão de escória, além de representar risco de ferimentos pessoais.
Para garantir a qualidade da fundição, melhorar a produtividade e alcançar uma produção segura, as seguintes diretrizes devem ser rigorosamente seguidas durante o vazamento:
(1) Certifique-se de que a concha, a ferramenta de vazamento, o inoculante e o agente esferoidizante usados no pré-tratamento do forno estejam totalmente secos antes do uso.
(2) O pessoal que executa o derramamento deve usar roupas de trabalho adequadas e óculos de proteção, e a área de trabalho deve estar livre de obstáculos.
(3) O metal fundido na concha de vazamento não deve estar muito cheio para evitar derramamento e ferimentos durante o transporte e vazamento.
(4) Selecione a velocidade de vazamento de forma adequada, começando lentamente para alinhar a comporta, reduzir o impacto do metal fundido no molde de areia e facilitar a descarga do gás. Despeje rapidamente para evitar o isolamento pelo frio e, em seguida, lentamente novamente antes de despejar completamente, seguindo o princípio de “lento, rápido e lento”.
(5) Para peças com alta retração líquida e retração de solidificação, como peças de aço de médio e grande porte, o vazamento deve ser realizado através da comporta ou riser após a conclusão do vazamento.
(6) Acender qualquer gás emitido pelo molde de fundição durante o vazamento para evitar buracos de gás e minimizar danos à saúde e poluição do ar devido à combustão incompleta do gás.
8 etapas básicas de fundição em areia
A tecnologia de fundição em areia é um método de fundição que utiliza areia como material primário para a preparação do molde.
A fundição em areia é um método de fundição testado e comprovado que tem sido usado há séculos.
Apesar da sua idade, a fundição em areia continua a ser o método de fundição mais utilizado, particularmente para peças únicas ou pequenos lotes, devido à sua versatilidade em acomodar uma ampla gama de formas, tamanhos, complexidades e ligas, bem como ao seu ciclo de produção curto e baixo custo. custo.
O processo tradicional de fundição em areia consiste nas seguintes etapas: preparação da areia, confecção do molde, confecção do macho, moldagem, vazamento, remoção da areia, retificação e inspeção.

1. Estágio de mistura de areia
A areia de moldagem e a areia de núcleo são preparadas para o processo de moldagem.
Normalmente, um misturador de areia é utilizado para misturar a areia usada com a quantidade adequada de argila.

2. Estágio de fabricação de moldes
Os moldes e caixas macho são criados com base nos desenhos das peças. Peças únicas são normalmente feitas em moldes de madeira, enquanto a produção em massa pode utilizar moldes de plástico ou metal, também conhecidos como moldes de ferro ou aço.
Para produção de alto volume, os moldes podem ser feitos usando gabaritos.
Com a utilização de máquinas de gravação, o processo de confecção dos moldes tornou-se muito mais rápido, reduzindo o ciclo de produção para 2 a 10 dias.


3. Estágio de moldagem (fabricação de núcleo)
O processo de moldagem envolve a formação da cavidade do molde da peça fundida usando areia de moldagem. A fabricação do macho envolve a criação da forma interna da peça fundida, e a correspondência do molde envolve colocar o macho na cavidade do molde e selá-lo com as caixas de areia superior e inferior.
A moldagem é uma etapa crucial no processo de fundição.


4. Estágio de fusão
Para produzir a composição metálica desejada, a composição química é cuidadosamente preparada. Um forno de fusão apropriado é selecionado para fundir os materiais da liga e produzir um metal líquido qualificado com composição e temperatura corretas.
Tradicionalmente, a fundição era realizada em forno de cúpula, mas devido a preocupações ambientais, este método foi amplamente substituído pelo uso de fornos elétricos.

5. Estágio de vazamento
O metal fundido produzido no forno elétrico é transferido para o molde por meio de uma concha.
É importante controlar a velocidade de vazamento para garantir que toda a cavidade do molde seja preenchida com o metal fundido.
Observe que derramar metal fundido pode ser perigoso e sempre devem ser tomadas as devidas precauções de segurança.

6. Etapa de limpeza
Assim que o metal fundido solidificar após o vazamento, a comporta é removida com um martelo e a areia é sacudida da peça fundida. A peça fundida é então jateada com uma máquina de jato de areia para obter uma superfície limpa.
Peças fundidas com requisitos menos rigorosos normalmente podem ser entregues após inspeção.


7. Processamento de fundição
Algumas peças fundidas com requisitos especiais ou que não atendem às especificações exigidas podem exigir processamento adicional.
Isso normalmente é realizado usando um rebolo ou esmeril para remover quaisquer rebarbas e obter uma superfície mais lisa na peça fundida.

8. Inspeção de fundição
As inspeções geralmente são realizadas durante a fase de limpeza ou processamento e quaisquer peças fundidas não qualificadas são identificadas neste momento.
No entanto, algumas peças fundidas podem ter requisitos específicos e exigir inspeção adicional. Por exemplo, uma peça fundida pode precisar ser testada inserindo um eixo de 5 cm em seu furo central para garantir que atenda às especificações exigidas.

Conclusão:
Depois de concluir as 8 etapas acima, o processo de fundição está essencialmente concluído. Entretanto, para peças fundidas que exigem alta precisão, pode ser necessária usinagem adicional.
Observe que a usinagem está fora do escopo desta descrição.
À medida que a tecnologia de fundição continua a avançar, a fundição tradicional em areia está sendo melhorada ou substituída por outros métodos.
A inovação é um tema eterno e uma qualidade fundamental que uma fundição deve possuir para ter sucesso.
Qual equipamento é necessário para fundição em areia?
A fundição em areia é o método de fundição mais comum e tradicional usado na indústria de fundição e costuma ser a escolha preferida para pequenos fabricantes de fundição no início.
Quais são os equipamentos e ferramentas básicos necessários para o processo de fundição em areia?
O processo de fundição em areia requer os seguintes equipamentos e ferramentas, de acordo com a sequência do processo de produção: equipamento de mistura de areia, equipamento de fabricação de moldes, equipamento de fabricação de machos, equipamento de moldagem, equipamento de fusão, equipamento de vazamento, equipamento de limpeza e equipamento de processamento de fundição.
1. Equipamento de mistura de areia
O equipamento necessário para esta etapa é um misturador de areia, e as ferramentas necessárias são uma pá e uma peneira.
A fundição em molde de areia depende da areia, que serve como material de moldagem especial.
A areia de moldagem pode ser reciclada, mas deve ser peneirada antes de ser reutilizada.
A areia deve ser fina e misturada uniformemente com um misturador de areia.
Um pequeno misturador de areia pode custar apenas 2.000 unidades.
2. Equipamento de fabricação de moldes
Equipamento necessário: Máquina de gravação.
Materiais necessários: Molde de madeira, Molde de plástico (placa plástica especial), Molde de metal (bloco de metal).
O molde deve ser criado com base nas amostras ou desenhos fornecidos pelo cliente.
A qualidade do molde impacta diretamente na precisão do formato do molde.
Anteriormente, os moldes de madeira eram normalmente feitos por carpinteiros. No entanto, com o avanço das máquinas de gravação, elas agora são usadas para criar moldes de madeira, plástico e metal.
Uma máquina de gravação básica que pode gravar moldes de madeira e plástico pode ser adquirida por alguns milhares de yuans. No entanto, para gravação em metal, você pode precisar de uma máquina de gravação que custa dezenas de milhares a centenas de milhares de yuans.
O preço da máquina de gravação é determinado principalmente pelas capacidades do material, precisão e nível de automação.

3. Equipamento de fabricação de núcleo
Equipamento necessário: Forno. Materiais necessários: Areia revestida e luvas grossas.
O processo de criação de cavidades internas em peças fundidas geralmente envolve a confecção de um núcleo, e existem vários métodos para fazer isso.
Os dois métodos mais comuns são:
- Primeiro, o molde é feito (geralmente junto com o molde do núcleo na primeira etapa) e depois preenchido manualmente com uma mistura de solo para moldagem e areia (referido como batimento do núcleo).
- Em segundo lugar, a caixa central de alumínio é preenchida com areia revestida e queimada em forno. O forno pode ser um forno de fundição dedicado ou de fabricação própria, que pode ser construído soldando uma chapa de ferro e assando-a no forno.
Observe que a caixa central fica muito quente durante o processo de queima, por isso é importante usar luvas para proteção.
Eu recomendo o segundo método, pois o núcleo cozido com areia revestida não requer queima durante o vazamento e resulta em uma superfície interna da peça fundida relativamente limpa.
4. Equipamento de modelagem
Equipamento necessário: Máquinas de moldagem Ferramentas necessárias: caixa de areia, placa inferior, raspador, pá, caneta de imersão, folha de ferro em forma de V para abertura do portão, escova, agulha para orifício de ar, etc.
A moldagem é a etapa mais exigente e crucial da fundição em areia, possuindo as características industriais mais distintivas. No passado, a moldagem era realizada inteiramente à mão, mas hoje a maioria dos moldadores utiliza máquinas de moldagem, reduzindo significativamente a intensidade do trabalho.
São diversas ferramentas utilizadas na moldagem, incluindo caixa de areia para expansão, placa de fundo, raspador, pá, caneta de imersão, chapa de ferro em forma de V para abertura do portão, escova, agulha para furo de ar, entre outros. Essas ferramentas são, em sua maioria, pequenas e personalizadas pelos moldadores para atender às suas preferências pessoais.
Concluindo, produzir um molde de alta qualidade é a chave para o sucesso neste processo.

5. Equipamento de fusão
Equipamentos Necessários: Forno Elétrico e Transformadores Materiais Necessários: Ferro, Alumínio, Cobre e outras Matérias-Primas, Estanho e Ferro (Lotes).
O objetivo principal desta etapa é derreter o ferro em ferro fundido. O desafio está em misturar e controlar a temperatura do ferro fundido.
Devido à proibição da cúpula, a maioria das grandes e pequenas fábricas agora usam fornos elétricos como equipamento de fusão. Os fornos elétricos vêm em vários tamanhos e possuem uma ampla faixa de preços. Os menores, com capacidade de 200 kg, custam entre 10 mil e 20 mil, enquanto os maiores podem chegar de centenas de milhares a milhões.
Além do forno elétrico, também é necessário um transformador especial que deve ser adquirido separadamente. O uso do transformador deve ser aprovado pela agência de energia local e os custos de aplicação variam.
A criação de uma pequena fundição pode custar no mínimo várias centenas de milhares de dólares, sendo metade do custo atribuído à taxa de inscrição.
6. Equipamento de vazamento
Equipamento necessário: Concha de ferro fundido e guindaste aéreo
O ferro fundido produzido no forno elétrico pode ser dividido em grandes e pequenas quantidades. Primeiro é colocado em um recipiente grande e depois transferido para recipientes menores para facilitar o manuseio.
Os trabalhadores carregam os pequenos recipientes e despejam o ferro fundido no molde concluído. Esta etapa envolve riscos elevados e os trabalhadores devem tomar as medidas de proteção necessárias.
Em grandes fábricas, grandes peças fundidas são vazadas usando equipamentos de grande porte, como guindastes aéreos. Isso ajuda a garantir segurança e eficiência no processo de fundição.
7. Equipamento de limpeza
Equipamento necessário: Máquina de jateamento de areia
Após o resfriamento da peça fundida após o processo de vazamento, os trabalhadores a removem do molde. Eles removem a maior parte da terra da superfície e quebram o portão com um martelo.
O próximo passo é colocar a peça fundida em uma máquina de jateamento de areia. Este processo ajuda a limpar e alisar a superfície da peça fundida.
8. Processamento de fundição
Equipamentos Comuns: Rebolo, Polidora, Máquina de Corte e Torno.
O processamento de fundição se enquadra na categoria de usinagem. A maioria dos equipamentos de usinagem em geral pode ser usada, mas vai além do escopo da fundição.
Normalmente, as fundições possuem as ferramentas essenciais, como rebolos, máquinas de polir, máquinas de corte, e é vantajoso ter também um torno. Essas ferramentas são suficientes para o processamento básico de fundição.
Resumo
Todo o trabalho deve ser coordenado entre si. Pequenas fundições que estão apenas começando podem não ter todos os processos de fundição e podem não ter capacidade de produzir e processar seus próprios moldes.
Para compensar isso, eles podem colaborar com fabricantes de moldes e maquinistas especializados e ser responsáveis apenas pela fundição dos blanks.
Casting é uma indústria tradicional e admirável. Apesar de enfrentarem proibições devido à proteção ambiental, muitas pequenas fundições tradicionais dedicaram-se à fundição durante toda a sua vida e ficaram desempregadas ou continuaram o seu trabalho como profissionais.
Gostaria de saudar a geração mais velha de trabalhadores de fundição!







