
1. Prefácio
42CrMo é um aço estrutural de liga de médio carbono conhecido por suas propriedades mecânicas abrangentes, excelente temperabilidade e ampla gama de aplicações. É frequentemente utilizado na indústria de máquinas para produzir engrenagens, bielas, parafusos de alta resistência e outros componentes cruciais.

O estoque de forjamento de aço 42CrMo é fornecido por uma usina siderúrgica. O processo de fabricação envolve o refino fora do forno, a fundição em lingotes, o forjamento em estoque e, finalmente, a normalização.
Uma empresa adquiriu este lote de peças forjadas para uso na produção de um eixo de bobinamento em uma unidade de rebobinagem de produção de tiras. O processo final de tratamento térmico do produto será têmpera e revenido.
As propriedades mecânicas exigidas são uma resistência à tração de 900 a 1100 MPa, um limite de escoamento de pelo menos 650 MPa e uma energia de absorção de impacto de pelo menos 40 J.
Durante uma inspeção de matéria-prima, descobriu-se que as estruturas macro e micro metalográficas estavam anormais. Foi determinado preliminarmente que a peça bruta de forjamento não foi normalizada.
Neste post, discutiremos e analisaremos métodos e possibilidades para melhorar a qualidade do material forjado com base em resultados de testes físicos e químicos. Vários esquemas de tratamento térmico serão formulados.
2. Teste físico e químico
1. Análise da composição química
O material de teste é material forjado de aço 42CrMo, que foi considerado aceitável de acordo com os requisitos para aço estrutural de liga de alta qualidade (GB/T3077-2015).
Os resultados do teste, conforme mostrado na Tabela 1, foram obtidos utilizando um espectrômetro Spectrolab e atendem aos requisitos da norma.
Tabela 1 Composição química (fração de massa) da amostra de material de forjamento
| Elemento | Valor padrão | Valor medido |
| C | 0,38~0,45 | 0,45 |
| Si | 0,17~0,37 | 0,26 |
| Mn | 0,50~0,80 | 0,74 |
| Cr | 0,90~1,20 | 1.09 |
| Mo | 0,15~0,25 | 0,22 |
| P | ≤0,020 | 0,018 |
| S | ≤0,020 | 0,012 |
2. Exame metalográfico
Foi realizada uma inspeção metalográfica nas matérias-primas do armazém.
A amostra foi colhida de acordo com os requisitos da GB/T 13298-2015, que descreve o método para inspeção da microestrutura metálica. Os defeitos macroestruturais e inclusões não metálicas foram avaliados usando o Diagrama de Classificação de Defeitos Macroestruturais de Aço Estrutural GB/T 1979-2001 e GB/T 10561-2005, que descreve a determinação do teor de inclusão não metálica no aço.
A macromorfologia é mostrada na Figura 1 e a microestrutura é mostrada na Figura 2. Os resultados dos testes podem ser vistos na Tabela 2.
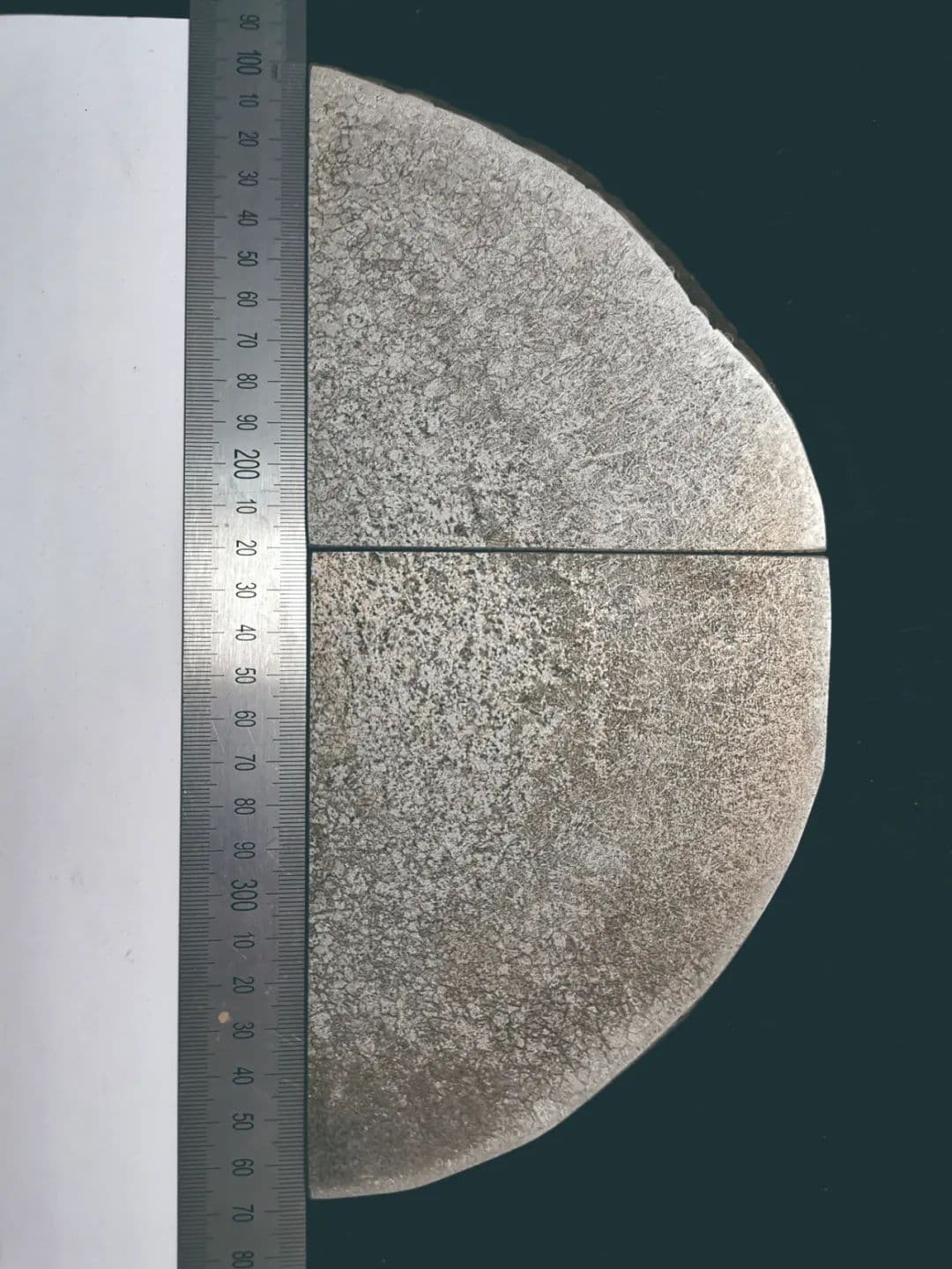
Fig. 1 inspeção de baixa ampliação da amostra em branco de forjamento (corrosão a quente com ácido clorídrico industrial 1:1)

a) Ferrita reticular grossa
b) Parte do tecido é sorbita
c) Parte do tecido é composto por perlita + uma pequena quantidade de bainita e ferrita
d) Parte do tecido é grosseira
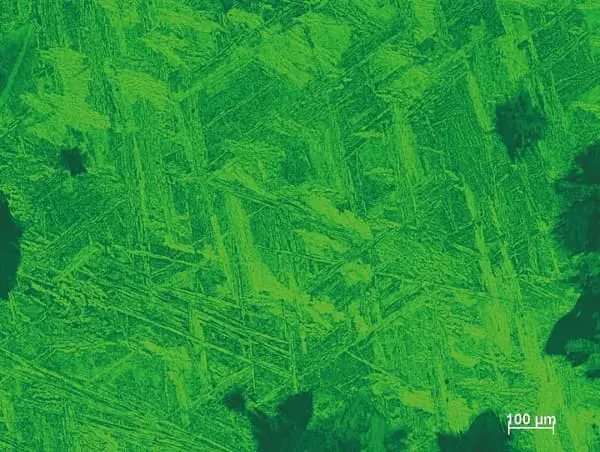
Fig. 2 estrutura metalográfica da amostra em bruto de forjamento
Tabela 2 Resultados de testes metalográficos de amostragem de tarugos forjados
| Itens de teste: | Resultado da detecção |
| Defeito de baixa ampliação | Geralmente, a porosidade é de grau 1 e o dendrito na superfície de teste é grosso e apresenta segregação grave |
| Inclusão não metálica | A0,5,B0,5 |
| Tipo de organização | A distribuição do tecido é extremamente desigual, o tecido é grosso e o tecido é ferrita + perlita + ferrita reticular + uma pequena quantidade de bainita |
3. Teste de propriedade mecânica
O estoque de forjamento será amostrado e testado quanto às suas propriedades mecânicas de acordo com os requisitos descritos em GB/T 2975-2018. Esta norma descreve os requisitos para o local de amostragem e preparação de amostras para a realização de testes de propriedades mecânicas em aço e produtos siderúrgicos.
Os resultados são mostrados na Tabela 3.
Tabela 3 resultados de testes de propriedades mecânicas de material forjado
| Resistência à tracção / MPa |
Força de rendimento / MPa |
Taxa de comprimento corporal após fratura (%) |
Energia de absorção de impacto (KV2 /J) |
| 983 | 845 | 12,0 | 10, 6,0, 6,0 |
4. Comparação entre esquema de tratamento térmico e resultados de testes físicos e químicos
Os resultados dos testes físicos e químicos indicaram que o tarugo forjado tem uma estrutura grosseira, estrutura anormal e propriedades mecânicas pobres, que se acredita serem o resultado de má qualidade de forjamento e tratamento de normalização insuficiente.
Para estudar o impacto da estrutura da matéria-prima no tratamento térmico final (têmpera e revenido), e para verificar a melhoria de vários processos de tratamento térmico na qualidade da matéria-prima, vários esquemas de tratamento térmico foram desenvolvidos. O objetivo é analisar e propor medidas de melhoria.
Três processos de tratamento térmico foram desenvolvidos para testar os resíduos de forjamento: normalização, têmpera e revenido, e uma combinação de normalização e têmpera e revenido.
Amostras foram retiradas das peças forjadas após tratamento térmico e testadas quanto à sua estrutura metalográfica e propriedades mecânicas. Os resultados foram comparados com os requisitos de projeto e são mostrados na Tabela 4.
Tabela 4 Índices de desempenho e tipos de estrutura após três processos
| Status do processo | Resistência à tração/MPa | Limite de escoamento / MPa | Alongamento após fratura (%) | Energia de absorção de impacto (KV2 /J) | Tipo de organização |
| Normalizando | 1098 | 959 | 12,5 | 17, 15, 18 | Existe segregação na organização; A estrutura é sorbita + troostita + bainita |
| Temperamento | 878 | 752 | 16,0 | 77, 87, 80 | Existe uma segregação óbvia no tecido; A estrutura é sorbita + uma pequena quantidade de ferrita |
| Normalização + têmpera | 988 | 828 | 16,0 | 94, 107, 110 | Existe segregação na organização; O tecido é sorbita + uma pequena quantidade de ferrita |
| Requisito de projeto | 900~1100 | ≥650 | ≥12,0 | ≥40 | Sorbite, uma pequena quantidade de ferrita permitida |
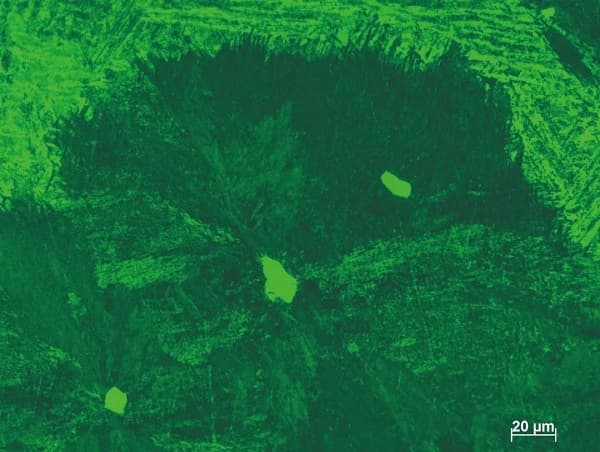
Após análise e comparação, constatou-se que a resistência e a tenacidade da amostra normalizada melhoraram significativamente e a rede de ferrita na estrutura desapareceu, conforme mostrado na Figura 3.
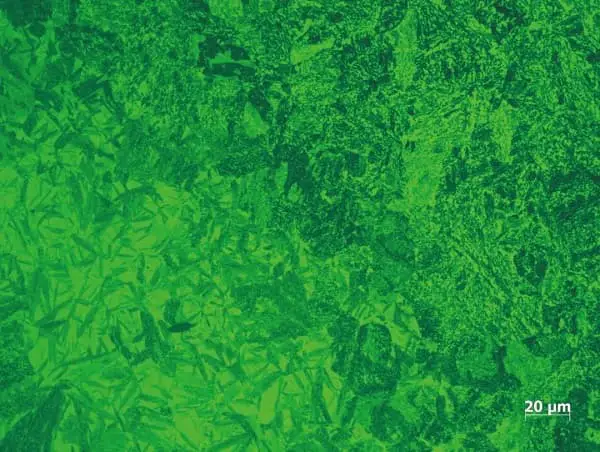
Figura 3 estrutura após normalização (resfriamento a ar de 880 ℃)
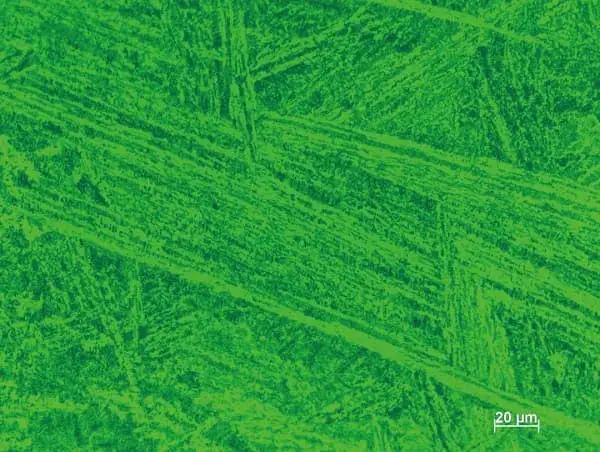
Embora a têmpera e o revenido diretos do material forjado tenham eliminado a ferrita líquida na amostra, a resistência à tração foi muito inferior aos requisitos técnicos e houve uma segregação notável na estrutura, como mostrado na Figura 4.
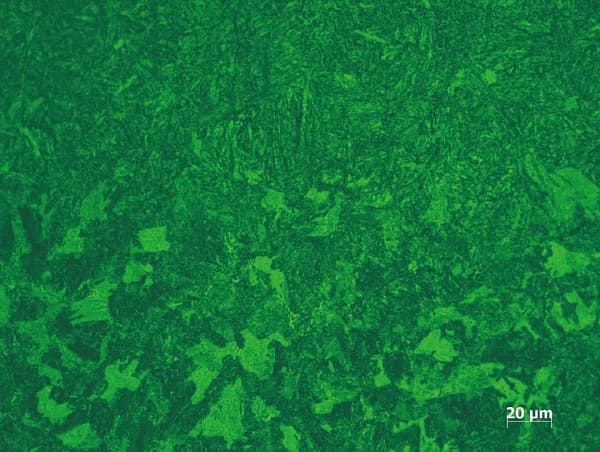
Fig. 4 Revenimento (resfriamento de óleo de 860 ℃ e resfriamento de ar de 610 ℃)
As amostras que passaram por normalização seguida de têmpera e revenido não só atenderam a todos os requisitos técnicos em termos de indicadores de desempenho, como também melhoraram a uniformidade da estrutura, conforme mostra a Figura 5.
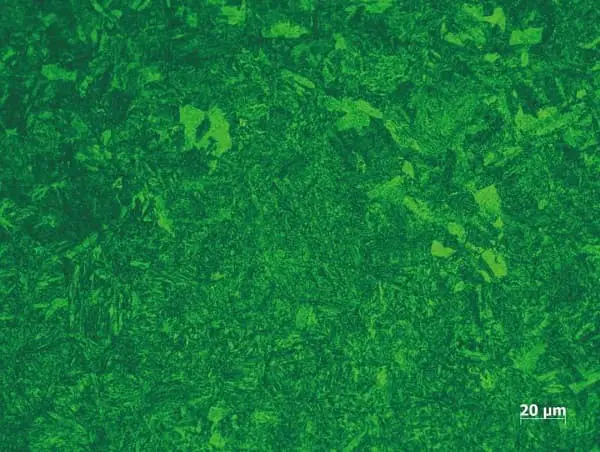
Fig. 5 normalização + têmpera e revenido (resfriamento a ar 880 ° C + resfriamento a óleo 860 ° C, resfriamento a ar 610 ° C)
3. Conclusão
A estrutura anormal encontrada no material forjado é normalmente causada por altas temperaturas durante o forjamento, o que resulta no rápido crescimento do grão e na falha no refinamento do grão. Além disso, o resfriamento insuficiente após o forjamento pode levar à formação de rede de ferrita, que degrada gravemente as propriedades mecânicas do material, particularmente sua resistência ao impacto à temperatura ambiente.
Para evitar a formação de grãos grossos, ferrite de rede e até mesmo estruturas widmanstatten, é crucial controlar rigorosamente a temperatura de aquecimento durante o forjamento e regular adequadamente a taxa de resfriamento. A normalização pode refinar ainda mais a microestrutura e evitar resíduos de ferrita de rede e outras estruturas.
Como o estoque de forjamento não foi normalizado conforme exigido, é necessário aprimorar as inspeções metalográficas durante o armazenamento da matéria-prima para garantir que atenda aos requisitos necessários no processo normal. Se fenômenos anormais como estrutura grosseira, ferrita reticular ou mesmo estruturas widmanstatten forem encontrados na estrutura original, o tratamento de normalização deverá ser realizado antes da têmpera.
Caso contrário, a estrutura e as propriedades obtidas podem não atender aos requisitos desejados, e a presença de ferrita reticular pode até causar trincas durante a têmpera, levando à falha do produto durante o tratamento térmico.






