EU. Características/aplicações de fresas de molde
Na fabricação de moldes modernos, à medida que aumentam os requisitos estéticos e funcionais de novos produtos em indústrias como eletrônica mecânica, automóveis e eletrodomésticos, componentes cada vez mais complexos tornam a superfície do molde mais complexa.
A proporção de superfícies de forma livre aumenta continuamente, o que impõe maiores exigências à tecnologia de processamento de moldes. Devido à estrutura complexa do molde e aos requisitos de alta precisão, as características da superfície e os materiais das diferentes peças variam significativamente, necessitando do uso de diferentes tipos de fresas de molde.
II. Seleção de Métodos de Usinagem
1. A escolha de ferramentas para fresamento CNC na fabricação de moldes depende muito da tarefa em questão.
Para fresar os contornos internos e externos de peças e fresar planas, fresas de topo de fundo plano são frequentemente usadas. Para algumas superfícies tridimensionais e contornos com ângulos variáveis, fresas esféricas, fresas anulares, fresas em forma de tambor, fresas cônicas e fresas de disco são comumente empregadas.
As fresas de molde são usadas para usinar superfícies de cavidades de moldes. A usinagem da seção de cavidade depende principalmente de vários tipos de fresas de topo. As fresas de molde evoluíram a partir de fresas de topo e podem ser categorizadas pelo formato de sua peça de trabalho em tipos cônicos de ponta plana, cilíndricos de ponta esférica e cônicos de ponta esférica.
Eles também podem ser classificados por material em fresas para moldes de metal duro, fresas para moldes de aço de alta velocidade, etc. As fresas para moldes de metal duro têm aplicações extremamente amplas. Além de fresar diversas cavidades de molde, elas podem substituir limas manuais e cabeças de rebolo para rebarbar peças fundidas, forjadas e soldadas, e para acabamento fino de determinadas superfícies moldadas.
2. Seleção de fresa de molde.
A vida útil racional da ferramenta geralmente se enquadra em duas categorias: vida útil da ferramenta com taxa de produção máxima e vida útil da ferramenta com custo mínimo. O primeiro é determinado com base no objetivo de menor tempo por peça, enquanto o segundo é determinado com base no objetivo de menor custo de operação.
Em comparação com os métodos de usinagem tradicionais, a usinagem CNC impõe requisitos mais elevados às ferramentas. Eles não precisam apenas ser rígidos e precisos, mas também ter dimensões estáveis, alta vida útil da ferramenta e fácil instalação e ajuste para atender aos requisitos de alta eficiência das máquinas-ferramenta CNC. As ferramentas usadas em máquinas CNC geralmente adotam materiais adequados para corte em alta velocidade e empregam pastilhas intercambiáveis.
Para máquinas-ferramentas multiferramentas e máquinas-ferramentas combinadas onde a montagem, troca e ajuste de ferramentas são complexos, os padrões de vida útil da ferramenta devem ser mais elevados, garantindo ao mesmo tempo a confiabilidade da ferramenta.
Quando a taxa de produção de uma determinada operação dentro de uma oficina limita o aumento da taxa de produção de toda a oficina, ou quando uma determinada operação suporta uma grande parte das despesas totais da fábrica dentro de uma unidade de tempo, uma vida útil da ferramenta mais baixa deve ser escolhida.
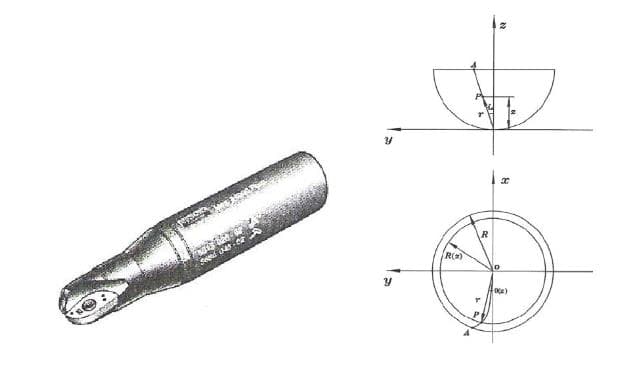
Fresa de topo esférico oval reposicionável
- Diâmetro da haste/mm: φ20-φ50
- Recuo máximo/mm: Até o comprimento total da lâmina
- Dificuldade de programação:





- Número de lâminas: 2
- Escopo de uso: Uma ferramenta versátil para processamento de moldes, convenientemente aplicável, mais adequada para usinagem de moldes de estampagem.

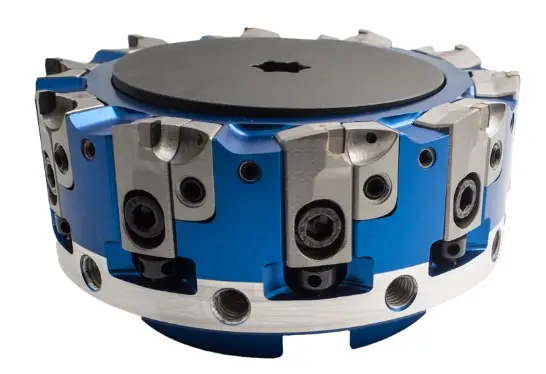
Fresa de disco indexável
- Diâmetro da haste do cortador/mm: φ10-φ160
- Recuo Máximo/mm: Raio da Ferramenta
- Dificuldade de programação:




- Número de lâminas: cortador de disco
- Faixa aplicável: Mais adequada para contorno, fresamento de cavidades e processamento de linhas de altura igual. É excelente em moldes de plástico, fundição sob pressão, forjamento e moldes de estampagem.

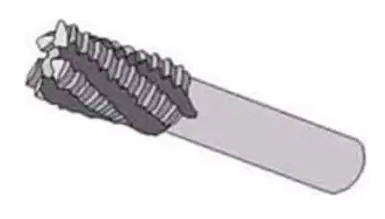
Especificações da fresa de alta velocidade
- Diâmetro da haste do cortador (mm): φ20 – φ100
- Quantidade máxima de recuo (mm): 1,2 – 2
- Dificuldade de programação:



- Número de lâminas de corte: 3
- Faixa de aplicação: Adequado para fresamento de cavidades profundas e longas.

Fresa soldada integral
- Diâmetro do eixo/mm: φ1-φ40
- Alimentação traseira máxima/mm: 5
- Dificuldade de programação:





- Número de lâminas: 2/4
- Aplicabilidade: Variedade abrangente. Pode ser retificado para uso, adotando diversos materiais de ferramenta e características estruturais.

Ao determinar a vida útil da ferramenta, considere fatores como fabricação da ferramenta, custos de afiação e complexidade. Para ferramentas com tempos de substituição curtos, como ferramentas de fixação de máquinas rotativas, escolha uma vida útil mais curta para aumentar a produtividade e aproveitar totalmente o desempenho de corte. Ferramentas com alta complexidade e precisão devem ter vida útil mais longa do que ferramentas de lâmina única.
Durante a usinagem de precisão de peças grandes, para garantir pelo menos uma passagem completa da ferramenta e evitar trocas de ferramenta no meio do corte, a vida útil da ferramenta deve ser determinada com base na precisão da peça e na rugosidade da superfície.
III. Seleção de Estrutura
No processamento de moldes, a estrutura da ferramenta selecionada varia de acordo com os diferentes estágios de processamento. Os estágios de usinagem de desbaste e de precisão têm estruturas de ferramentas específicas para você escolher.

Ferramentas avançadas podem ser utilizadas para o processamento de peças brutas de pequeno e médio porte, aumentando assim a qualidade e a produtividade da operação. As grandes dimensões do molde variam e os requisitos para usinagem de desbaste e precisão são diferentes com base na peça que está sendo processada. Fresas verticais apropriadas são selecionadas para uso.
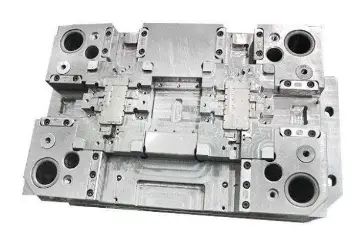
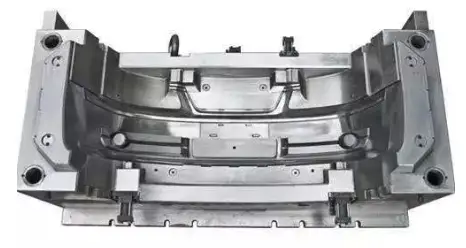
Fresas verticais inteiras são usadas predominantemente na usinagem. Para processos de moldes grandes, como cavidades de injeção de pára-choques, o uso de fresas de fixação de máquinas com pastilhas intercambiáveis é favorecido devido à sua relação custo-benefício e melhorias de eficiência. A usinagem de precisão, por outro lado, geralmente emprega fresas verticais inteiras.
4. Características da usinagem de desbaste/semiacabamento/acabamento
O principal objetivo da usinagem de desbaste na fabricação de matrizes é maximizar a taxa de remoção de metal por unidade de tempo, enquanto prepara os contornos geométricos para o semiacabamento. O principal objetivo do semiacabamento é obter um perfil superficial liso na peça, garantindo uma margem uniforme para a usinagem de acabamento subsequente.
Tanto na usinagem de desbaste quanto de semiacabamento, avanços maiores são usados para um processamento eficiente e econômico, empregando fresas com pastilhas intercambiáveis e fresas com alto avanço e alta velocidade. Este último pode operar sob parâmetros de corte muito elevados.
Embora o avanço da mesa de trabalho seja extremamente alto, a espessura de corte é mínima, resultando em um avanço grande, mas com uma pequena quantidade de corte traseiro. A maioria das forças de corte é gerada axialmente, o que pode reduzir as tendências de vibração e atingir uma alta taxa de remoção de metal.
Pontos Chave para a Seleção de Fresas em Desbaste e Semiacabamento de Diferentes Superfícies
1. Para usinagem de desbaste de superfícies maiores (planas ou inclinadas), selecione fresas de topo com pastilhas intercambiáveis, fresas de facear ou fresas de avanço de alta velocidade.
2. Para superfícies menores ásperas e semiacabadas, opte por fresas de topo com pastilhas redondas. O raio maior das pastilhas redondas proporciona maior resistência da pastilha.
3. Para desbaste e semiacabamento de superfícies menores, utilize fresas de topo esféricas com pastilhas intercambiáveis. As pastilhas em formato de folha de salgueiro podem ser escolhidas por sua baixa força de corte e alta eficiência de usinagem.
Durante a usinagem de precisão de superfícies curvas, são usadas fresas de ponta esférica. O raio da fresa deve ser o maior possível para aumentar a rigidez da ferramenta, melhorar a dissipação de calor e reduzir os valores de rugosidade superficial.
Geralmente, o raio de curvatura de uma superfície finamente usinada deve ser maior que 1,5 vezes o raio da ferramenta para evitar mudanças abruptas na direção de avanço.
Entretanto, ao usinar arcos côncavos, o raio da ponta esférica da fresa deve ser menor que o raio mínimo de curvatura da superfície usinada. Os moinhos de topo esférico são usados para fresamento semifino e fino de superfícies; fresas de topo esférico de pequeno diâmetro podem realizar fresamento fino em faces íngremes e pequenos chanfros de paredes retas.
No entanto, ao usar uma fresa de ponta esférica para melhorar a eficiência da usinagem, aumentando o retrocesso, resíduos de corte perceptíveis permanecerão na peça usinada após o processamento, aumentando a carga de trabalho para ferramentas de usinagem de precisão subsequentes. Embora a eficiência da usinagem em desbaste seja alta, ela reduz a eficiência dos processos subsequentes.


Pontos-chave na seleção de fresas para usinagem de precisão de diferentes superfícies
1. Para usinagem de precisão de superfícies maiores, fresas de topo esféricas com pastilha intercambiável podem ser usadas para obter usinagem de alta precisão. Para superfícies menores, fresas de topo esféricas sólidas podem ser selecionadas para usinagem de alta precisão.
2. Usinagem de alta precisão de peças R de arco minuto.
3. Para canais profundos e cantos de largura minúscula, ferramentas de metal duro de pequeno diâmetro podem ser usadas em operações de limpeza de raízes e cantos para cada peça de trabalho.







