

Existem vários métodos para calcular a força de estampagem, e qual deles usar depende do processo de estampagem específico e do tipo de força de estampagem que precisa ser calculada. Aqui estão alguns métodos comuns para calcular a força de estampagem:
Uma fórmula básica para calcular a força de estampagem divide-a em uma soma de várias partes, incluindo força de cisalhamento, força de descarga, força de impulso, força de pressão de borda e força de estampagem profunda.
Para calcular a força de estampagem para corte e puncionamento de borda, você pode usar a fórmula
Onde,
- P – a força de estampagem (em kg)
- k – um coeficiente (geralmente aproximadamente 1)
- l – o perímetro do produto após a estampagem (em mm)
- Г – a resistência ao cisalhamento (em kg/mm²)
- t – a espessura da chapa (em mm)
Outro método para calcular a força cortante é a fórmula P=ltτonde P é a força de cisalhamento (em N), l é o perímetro de estampagem da peça (em mm), t é a espessura da peça (em mm) e τ é a resistência ao cisalhamento do material de estampagem (em MPa ).
Para cenários específicos de cálculo da força de cisalhamento, se o formato da peça for pequeno e o punção usar uma aresta de corte plana, a fórmula F=Ltτ pode ser usado para calcular a força de cisalhamento, onde F é a força de cisalhamento (em N), L é o perímetro da peça cisalhada (em mm) e τ é a resistência ao cisalhamento do material de estampagem.
Fórmula de cálculo de tonelagem de imprensa
Se você precisar perfurar um furo redondo, quadrado ou qualquer outro tipo em uma determinada espessura de metal, será necessário determinar a força de punção necessária para realizar esta tarefa.
Para calcular a tonelagem de prensa necessária, você pode usar a seguinte fórmula de cálculo da força de puncionamento, que também é aplicável ao cálculo da força de estampagem.
Tonelagem da prensa (KN) = Perímetro (mm) * Espessura da placa (mm) * Resistência ao cisalhamento (kn / mm2)
Convertido em toneladas métricas: dividindo o resultado de KN por 9,81
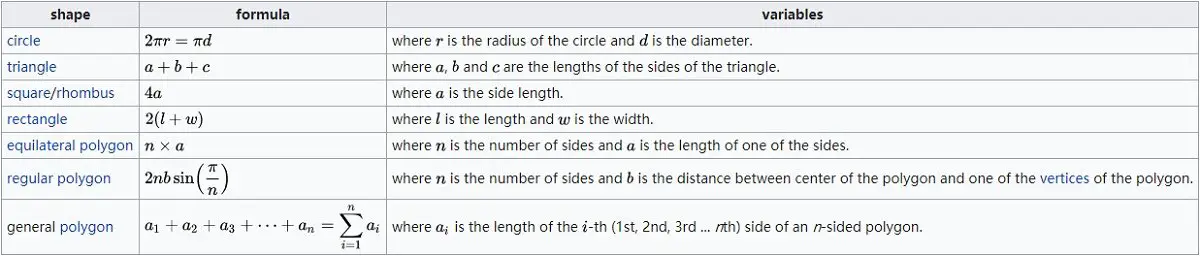
- Perímetro: O comprimento total da linha contínua que forma o limite de uma figura geométrica fechada.
- Grossura: A espessura que será penetrada pelo molde de puncionamento.
- Força de cisalhamento: As propriedades físicas da chapa, que são determinadas pelo material da chapa, podem ser encontradas no manual do material.
A resistência ao cisalhamento dos materiais comuns é a seguinte: unidade: KN/mm2
| Alumínio | Latão | Aço de baixo carbono | Aço inoxidável |
| 0,1724 | 0,2413 | 0,3447 | 0,5171 |
Para várias tabelas de resistência ao cisalhamento, você pode conferir a seguinte postagem:
- Gráfico de propriedades mecânicas do metal: resistência ao cisalhamento, resistência à tração, resistência ao escoamento
Por exemplo: Se perfurar um furo quadrado na placa de aço de baixo carbono com 3 mm de espessura e comprimento lateral de 20 mm, você obterá:
- Perímetro = 20×4 = 80mm
- Espessura = 3mm
- Resistência ao cisalhamento = 0,3447kn/mm2
Força de Soco (KN) = 80 x 3 x 0,3447 = 82,728 KN Converter em tonelagem: 82,728 KN ÷ 9,81 = 8,43 Ton
Para obter mais informações sobre a resistência ao cisalhamento, incluindo como calculá-la, consulte o artigo da Wikipedia.
A fórmula mencionada também pode ser aplicada como fórmula de força de corte em ferramentas de prensa ou como fórmula para determinar a força necessária para perfurar um furo.
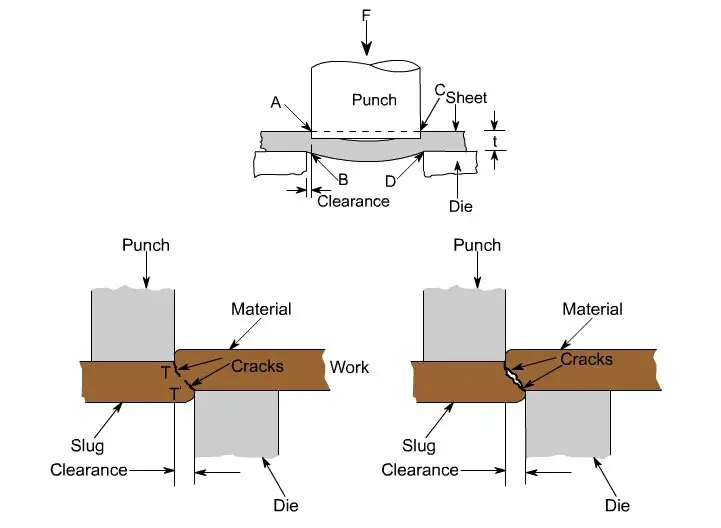
Liberação de punção e matriz
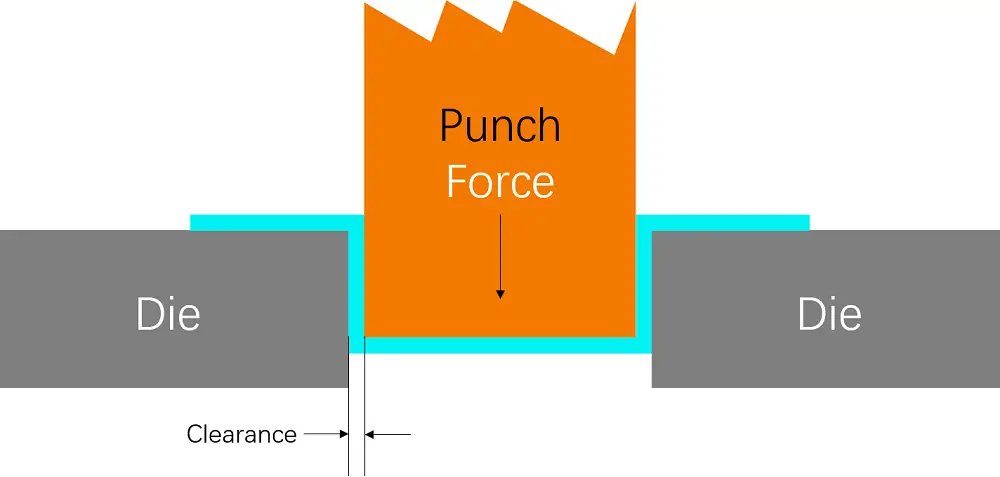
A folga entre o punção e a matriz é um fator crítico no processo de puncionamento e é representada pela diferença total.
Por exemplo, suponha que você esteja usando uma matriz superior de ø12 e uma matriz inferior de ø12,25. Nesse caso, a folga ideal deve ser de 0,25 mm.
Se a folga não for adequada, poderá reduzir a vida útil da matriz, causar rebarbas e levar ao corte secundário. Uma abertura irregular também pode aumentar a força de desmontagem.
Além disso, a folga da matriz depende do material e da espessura, sendo que para chapas de aço carbono recomenda-se utilizar um valor entre 12-18% da espessura.
Se não houver requisitos especiais para o punção CNC, você pode consultar a tabela a seguir para selecionar a folga da matriz.
Tabela de folga da puncionadeira
| Grossura | Aço suave | Alumínio | Aço inoxidável |
| 0,8-1,6 | 0,15-0,2 | 0,15-0,2 | 0,15-0,3 |
| 1,6-2,3 | 0,2-0,3 | 0,2-0,3 | 0,3-0,4 |
| 2.3-3.2 | 0,3-0,4 | 0,3-0,4 | 0,4-0,6 |
| 3,2-4,5 | 0,4-0,6 | 0,4-0,5 | 0,6-1,0 |
| 4,5-6,0 | 0,6-0,9 | 0,5-0,7 | / |








1Kommentar
felicitarlos por tan valiosa informacion, aclarando las dudas en la formula para hallar la fuerza de punzonado.. gracias.desde Colombia