
Requisitos técnicos para fixação no processo de instalação de equipamentos e flanges de dutos

(1) Inspeção de fixadores de flange
● Junta: Ao instalar, certifique-se de que a junta seja nova e limpa e verifique se a junta apresenta defeitos ou danos.
As juntas antigas não podem ser reutilizadas. Antes da instalação, confirme se o tamanho e a classe da junta utilizada são consistentes com a identificação do flange.
● Mesa: Verifique se a superfície do flange está danificada antes da instalação, como arranhões, inscrições, lama, corrosão e rebarbas.
Quando a profundidade dos amassados ou arranhões que passam pela linha da marca d'água da superfície de vedação radial do flange exceder 0,2 mm e a superfície de cobertura exceder a metade da largura da superfície de vedação da gaxeta, o flange deverá ser substituído ou a superfície de vedação precisará ser re- usinado e reparado.
A posição da superfície de suporte da porca traseira do flange deve ser paralela e lisa. Verifique se o flange está centralizado e o método de inspeção deve seguir os requisitos de instalação da tubulação em SH3501-2011.
● Parafusos e porcas: Verifique se os parafusos e porcas são usados corretamente de acordo com os requisitos do equipamento e do projeto da tubulação.
As roscas e superfícies de contato não devem conter substâncias externas como sujeira, ferrugem, pele grossa, inscrições, rebarbas, detritos e outras que afetem o torque durante o aperto.
Métodos de soldagem ou usinagem não são permitidos para reparar parafusos. Depois que o flange for instalado e apertado, pelo menos duas roscas deverão ficar expostas fora da porca.
Os parafusos e porcas devem ser lubrificados antes do uso para reduzir o coeficiente de atrito durante o aperto dos parafusos e para melhorar as propriedades antiderrapantes e anticorrosivas dos parafusos e porcas.
As roscas dos parafusos prisioneiros, roscas das porcas e superfícies de contato devem ser desengraxadas e secas antes de usar óleo lubrificante.
As roscas dos parafusos, as roscas das porcas, as superfícies dos rolamentos das porcas, as arruelas e as superfícies de suporte das porcas nos flanges devem usar o mesmo óleo lubrificante adequadamente. Agentes antigripantes de alta temperatura devem ser usados conforme necessário.
(2) Método de fixação com parafuso
● Chave sem torque ou chave de impacto: Adequado para equipamentos gerais e aperto de flanges de tubulações. Selecione de acordo com o tamanho do parafuso e o nível de pressão do flange.

Os requisitos de fixação são os seguintes:
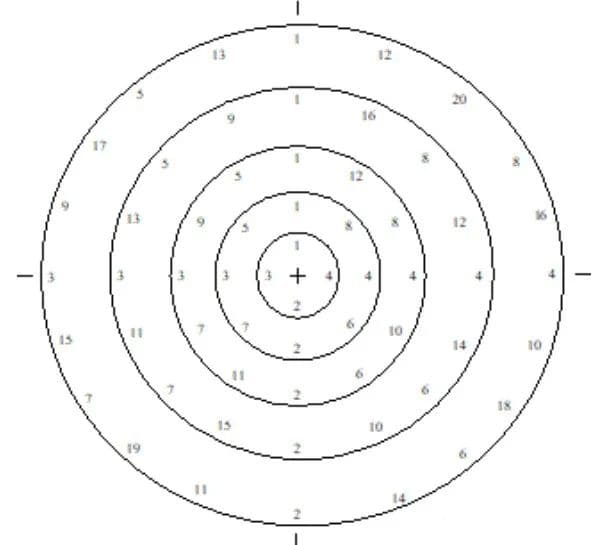
- A unidade de manutenção formula um plano de fixação e aperta o flange simetricamente, numerando a sequência de aperto e consultando as Figuras 1 e 2.
- Para posicionar nas posições 1, 2, 3 e 4, use 4 parafusos como juntas para garantir que o centro da junta enrolada esteja dentro da borda da saliência.
- Aperte os parafusos de posicionamento manualmente e, em seguida, insira outros parafusos e equilibre a carga manualmente. Certifique-se de que pelo menos duas roscas da porca estejam expostas em cada extremidade.
- De acordo com o equipamento e o flange no local, calcule um ciclo de aperto como uma única vez e formule razoavelmente os tempos de aperto (pelo menos 3 vezes) e a carga de martelamento (força) para cada aperto. A carga de martelamento (força) deve ser apertada em sequência de pequena a grande (como 50%, 80%, 100%) para evitar que a junta perca a vedação devido a uma carga muito rápida ou muito grande.
- A ordem de cada aperto da chave sem torque ou chave de impacto:
Aperte os dois parafusos que são radialmente opostos à carga de martelamento predeterminada dos parafusos.
Aperte outro par de parafusos que estejam a cerca de 90 graus dos dois parafusos anteriores ao longo da circunferência.
Continue a apertar até que todos os parafusos restantes estejam apertados com a carga de martelamento predeterminada.
- Finalmente, aperte todos os parafusos no sentido horário ou anti-horário de acordo com a carga de martelamento de 100%.
● Chave de torque: Adequado para equipamentos importantes e flanges de tubulações com propriedades de alta temperatura, alta pressão, inflamáveis e explosivas, etc.
Os requisitos de fixação são os seguintes:
- A unidade de manutenção precisa formular um plano de fixação, determinar o torque apropriado, projetá-lo e verificá-lo de acordo com parâmetros como a resistência do parafuso, a taxa de compressão de vedação inicial e a taxa de compressão de vedação de trabalho da junta e a pressão média para evitar fratura do parafuso e perda de elasticidade da gaxeta devido à força de aperto excessiva, levando à falha da vedação.
- Aperte o flange simetricamente, numerando a sequência de aperto e consultando as Figuras 1 e 2.
- Para posicionar nas posições 1, 2, 3 e 4, use 4 parafusos como juntas para garantir que o centro da junta enrolada esteja dentro da borda da saliência.
- Aperte os parafusos de posicionamento manualmente e, em seguida, insira outros parafusos e equilibre a carga manualmente. Certifique-se de que pelo menos duas roscas da porca estejam expostas em cada extremidade.
- Calcule um ciclo de aperto único de acordo com o equipamento e o flange no local, formule razoavelmente os tempos de aperto (pelo menos 3 vezes) e o torque de aperto para cada vez. O torque de aperto é apertado em sequência, de pequeno a grande (como 50%, 80% e 100%), para evitar que a gaxeta perca a vedação devido a uma carga muito rápida ou muito grande.
- A ordem de cada aperto da chave dinamométrica:
Aperte os dois parafusos que estão radialmente opostos ao torque predeterminado dos parafusos.
Aperte outro par de parafusos que estejam a cerca de 90 graus dos dois parafusos anteriores ao longo da circunferência.
Continue a apertar até que todos os parafusos restantes estejam apertados com o torque predeterminado.
- Por fim, aperte todos os parafusos no sentido horário ou anti-horário de acordo com o valor de torque de 100%.
- Registre o valor do torque como referência para manutenção futura.
● Tensor de parafuso: Adequado para equipamentos importantes e flanges de tubulações com propriedades de alta temperatura, alta pressão, inflamáveis e explosivas, etc.
Os requisitos de fixação são os seguintes:
- A unidade de manutenção formula um plano de fixação, determina a força de tração apropriada e a projeta e verifica de acordo com parâmetros como a resistência do parafuso, a taxa de compressão de vedação inicial e a taxa de compressão de vedação de trabalho da junta e a pressão média para evitar parafuso fratura e a gaxeta perca elasticidade devido à força de aperto excessiva, levando à falha da vedação.
- Quando um parafuso único (etapa) é apertado pelo tensor de parafuso, ele deve ser executado de acordo com o princípio do aperto uniforme do parafuso, consultando a sequência de aperto da chave dinamométrica.
- Durante o processo de tensionamento do parafuso, formule razoavelmente os tempos de aperto, aumente gradualmente a pressão uniformemente de pequeno para grande (como 50%, 80% e 100%) e estabilize a pressão antes de aumentar a pressão para evitar força de tração de impacto excessiva sobre parafusos, afetando o efeito de pré-aperto dos parafusos.
- Registre o valor da pressão como referência para manutenção futura.
Requisitos para aperto térmico durante o aquecimento de equipamentos e tubulações durante o período de construção.
(1) Realize o aperto térmico de acordo com a temperatura da Tabela 1.
Tabela 1: Temperatura para aperto térmico e a frio de equipamentos e tubulações, unidade: ℃
| Temperatura de trabalho | Temperatura primária de aperto a quente e a frio | Temperatura secundária de aperto a quente e a frio |
| 250~350 | Temperatura de trabalho | / |
| >350 | 350 | Temperatura de trabalho |
| -70~-29 | Temperatura de trabalho | / |
| <-70 | -70 | Temperatura de trabalho |
Nota: O aperto a quente e a frio não pode ser realizado para temperaturas de trabalho entre -29~250°C.
(2) O aperto a quente ou a frio deve ser realizado após a estabilização da temperatura do equipamento e da tubulação. Use ferramentas à prova de explosão e não execute operações como aquecimento e pressurização durante o aperto.
(3) Para o aperto, recomenda-se começar pela maior folga entre os flanges e apertar simetricamente. Se houver vazamento, primeiro aperte o vazamento.
(4) Durante o processo de aumento da temperatura do equipamento e da tubulação, é necessário realizar inspeção de qualidade para aperto. Use uma chave de torque de acordo com o valor de torque de 100% ou use um martelo à prova de explosão para verificar se a porca está solta na direção de aperto.







