Introdução
O aparelho de aperto para porcas e parafusos de solda necessita de garantia de qualidade durante o processo de instalação. Além disso, para avaliar a qualidade da solda e a confiabilidade do processo, a resistência da instalação requer monitoramento durante todo o procedimento.
Para comprovar a confiabilidade do processo de instalação, outras medidas de garantia de qualidade também podem ser integradas ao processo de produção, eliminando potencialmente a necessidade de inspeções subsequentes de porcas e parafusos de solda.
1. Visão Geral
Este documento padrão aborda o aperto de porcas e pinos soldados em placas de aço e descreve o processo de instalação de parafusos. Detalha as condições de instalação de soldagem para todo o veículo. Os departamentos apropriados são responsáveis por essas inspeções. Métodos não mencionados no documento não devem ser utilizados.
O departamento de fabricação exige inspeção do processo. Em caso de problemas de qualidade, o Departamento de Qualidade pode aumentar as inspeções aleatórias. Para melhorias na qualidade e no sistema, e em resposta a problemas de qualidade, são necessários testes destrutivos da estrutura do veículo.
2. Outros documentos aplicáveis
- MBN 73B – Porcas Hexagonais
- MBN 73C – Porcas Quadradas
- MBN 75 – Pernos roscados para solda
- MBN 10176 – Porcas Hexagonais com Flange
- MBN 10369 – Nozes Redondas
- MBN 10390 – Porcas Redondas em Forma de Cúpula
- MBN 10391 – Pernos de solda com anel de soldagem
- N13008 – Porcas Flangeadas
- DIN EN ISO 14270 – Tamanhos de amostra e procedimentos de teste para remoção mecânica de pontos de solda e costuras
- DIN EN ISO 14272 – Tamanhos de amostra e procedimentos de teste para testes de tração cruzada de pontos de solda
- DIN EN ISO 14273 – Tamanhos de amostra e procedimentos de teste para testes de cisalhamento de pontos de solda e costuras
3. Uso de abreviaturas, definições e símbolos
Solda de limite:
Uma solda de união é uma solda de fusão incompleta, onde o pino apenas adere ao componente metálico sem a resistência necessária.
4. Especificações de materiais e ciclos
Para controlar materiais e ciclos, todos os materiais, métodos, processos, peças e sistemas devem cumprir as especificações legais aplicáveis.
5. Descrição
O conteúdo a seguir só pode ser aplicado à soldagem de chapas de aço.
6. Categorias de instalação
Porcas para chapa de aço
Categoria A

Categoria B

Estilos
Porca quadrada (MBN 73C ou DIN 928)
Porca Hexagonal (MBN 73B ou DIN 929)
Porca de solda redonda (MBN 10369)
Estilo A Estilo B
Porca hexagonal com flange (MBN 10176)
Porca Redonda
Parafuso prisioneiro de solda
- Classe A
- Classe B
Exemplo, MBN 75 MBN 10391
7. Teste não destrutivo
7.1 Descrição da Sequência do Procedimento
Todas as soldas identificadas como defeituosas através do monitoramento de parâmetros (como marcação colorida) devem ser reparadas.
Amostras de teste adicionais devem ser separadas das peças de teste aleatórias especificadas que estão sendo produzidas. Documentos de processo relevantes devem ser consultados ao inspecionar pinos e porcas de solda.
O departamento de inspeção precisa registrar detalhadamente o processo de inspeção, como identificar defeitos na peça de teste.
7.2 Inspeção Visual
7.2.1 Processo de Inspeção
As inspeções visuais devem cumprir os padrões de avaliação. Devem ser conduzidos por inspetores treinados, sob condições adequadas de distância e iluminação.
7.2.2 Registros de Inspeção
As inspeções visuais devem ser registradas em uma lista de verificação.
Defeitos confirmados, como pontos de solda tendendo para a borda, devem ser corrigidos imediatamente no sistema de produção ou no equipamento de soldagem.
7.2.3 Padrões de Avaliação
A inspeção das porcas soldadas deve obedecer às normas da tabela abaixo.
| Número de série | Critério de avaliação: | Exemplo | |
| 1 | Soldas perdidas de pinos/porcas |
 |
|
| 2 | Danos ou contaminação de pinos/porcas (incluindo respingos de solda e danos na rosca) |
|
 |
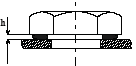
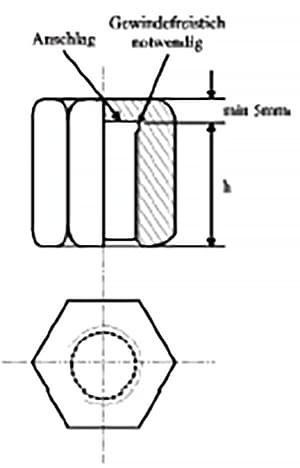
| 3 | A lacuna é inadequada h > 0,1 m |
 |
 |
| 4 | Desvio da posição central As porcas não devem obstruir a instalação dos parafusos. |
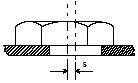 |
|
| Valores de referência: Para porcas com M ≤ 5, S deverá ser ≤ 1mm. Para porcas com M ≥ 6, S deverá ser ≤ 2mm. Para porcas redondas arqueadas, S deve ser < 0,8 mm. |
|||
7.3 Teste de Torque
7.3.1 Porcas soldadas
Antes de realizar testes de torque em porcas soldadas, é necessária uma inspeção externa. Os padrões de inspeção são conforme 7.2.3. O teste de torque deve ser realizado utilizando uma chave dinamométrica que esteja dentro da faixa de teste apropriada.
Durante o processo de teste, um torque é aplicado à porca. Se a costura de solda for cisalhada ou rachada antes de atingir o torque mínimo, a resistência será considerada insuficiente.
Os padrões de teste estão detalhados em 7.3.3.
| Medição de Torque | |
| M4 | 6Nm |
| M5 | 8Nm |
| M6 | 14Nm |
| M8 | 32 Nm |
| M10 | 70 Nm |
| M12 | 100 Nm |
Nota: A inspeção de torque deve ser realizada em porcas quadradas e hexagonais, enquanto a espessura da placa de aço não precisa ser considerada para porcas redondas e em formato de arco.
7.3.2 Pernos de Soldagem
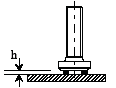
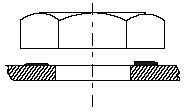
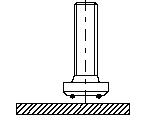
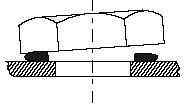
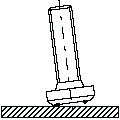
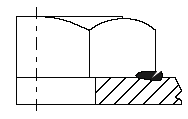
Durante o processo de inspeção de torque, primeiro aperte as duas porcas no pino de soldagem (conforme mostrado na Figura 1) e, em seguida, aplique um torque de inspeção Mtest predeterminado com uma chave dinamométrica adequada, submetendo assim a porca a uma carga de torção (conforme mostrado na Figura 2 ).


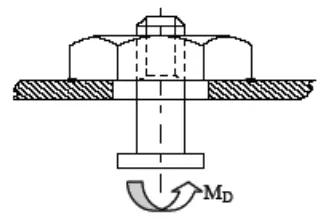
Posteriormente, remova as duas porcas. É plausível utilizar uma porca apropriada (conforme mostrado na Figura 3). Instale a porca completamente e depois verifique o torque.
7.3.3 Critérios de Avaliação
Após a inspeção do torque, a instalação dos parafusos e porcas deve ser avaliada com base nas descrições fornecidas na tabela abaixo.
| Número de série | Critérios de Avaliação | Exemplo | |
| 1 | Parafusos ou porcas não devem estar soltos |
 |
 |
| 2 | As costuras de solda não podem apresentar separação |
 |
 |
| 3 | As costuras de solda não devem estar danificadas (rachadas) |
 |
7.3.4 Teste de Torque de Porcas Circulares MBN 10369 e MBN 10390 (Porcas em Arco)
Antes de realizar testes de torque nas porcas circulares, as inspeções visuais devem ser realizadas primeiro conforme especificado na seção 7.2.3. Comece aparafusando um parafuso na porca circular usando uma chave dinamométrica com uma faixa de torque apropriada.
Durante o teste, a porca é submetida a um torque do parafuso. Se aparecer uma rachadura na costura antes de atingir o torque mínimo, sua resistência será considerada insuficiente. O padrão de teste está na seção 7.3.3.
- Torque mínimo para porca circular M5: 8Nm
- Torque mínimo para porca circular M6: 14Nm
- Torque mínimo para porca circular M8: 32Nm
- Torque mínimo para porca circular M10: 70Nm
- Torque mínimo para porca circular M20: 100Nm
7.3.5 Teste de Torque das Porcas de Aterramento
Antes de realizar testes de torque, as inspeções visuais precisam ser realizadas primeiro, conforme indicado na seção 7.2.3. Comece aparafusando um parafuso na porca de aterramento usando uma chave dinamométrica com uma faixa de torque apropriada.
Durante o teste, a porca é submetida a um torque do parafuso. Se aparecer uma fissura na costura antes de atingir o torque mínimo, a resistência é considerada insuficiente. O padrão de teste está na seção 7.3.3.
- Torque para porca de aterramento M6: 14Nm
- Torque para porca de aterramento M8: 27Nm
7.3.6 Teste de Torque de Porcas Inacessíveis
Para porcas instaladas em cavidades que não necessitam de testes regulares, elas podem ser testadas utilizando parafusos sem cabeça. Aparafuse o parafuso sem cabeça na porca e, em seguida, use uma chave dinamométrica com uma faixa de torque apropriada para testar o torque da porca.
Se aparecer uma rachadura na porca antes de atingir o torque mínimo, a resistência é considerada insuficiente. O padrão de teste está na seção 7.3.3.
| Medição de Torque | |
| M4 | 4Nm |
| M5 | 5Nm |
| M6 | 8Nm |
| M8 | 20 Nm |
| M10 | 50 Nm |
| M12 | 80 Nm |
Observação: Parafusos aprimorados podem ser usados, se necessário.
8. Testes Destrutivos
O teste destrutivo é uma inspeção especial realizada na estrutura do veículo para melhoria da qualidade e investigação de problemas de qualidade.
8.1 Testes Destrutivos de Porcas de Aterramento
Antes de inspecionar as porcas de aterramento deve ser realizada uma inspeção visual, padronizada em 7.3.3.
Use as ferramentas apropriadas para retirar a placa de aço soldada da porca de aterramento.
Verifique se 80% ou mais da circunferência de soldagem está soldada.
Nota: 80% de soldagem é suficiente para aterramento.
8.2 Teste Destrutivo de Torque
Use uma chave de torque com uma faixa de torque apropriada para determinar quanto torque pode desparafusar a porca. O torque mínimo de separação da solda está listado na Tabela 6.6.
8.2.1 Teste destrutivo de torque de porcas redondas MBN 10369 e MBN 10390 (porcas em arco)
O ensaio destrutivo de porcas redondas é semelhante ao ensaio não destrutivo (ver 7.2.3).
Entretanto, um torque deve ser aplicado à porca pelo parafuso até que a solda falhe. O mesmo que a chave dinamométrica na Secção 9.
8.2.2 Teste de Torque Destrutivo de Parafusos de Soldagem
O ensaio de torque destrutivo do parafuso é semelhante ao ensaio não destrutivo (ver 7.3.2).
Entretanto, um torque deve ser aplicado à porca pelo parafuso até que a solda falhe. O mesmo que a chave dinamométrica na Secção 9.
8.3 Teste de Compressão
8.3.1 Sequência de Teste
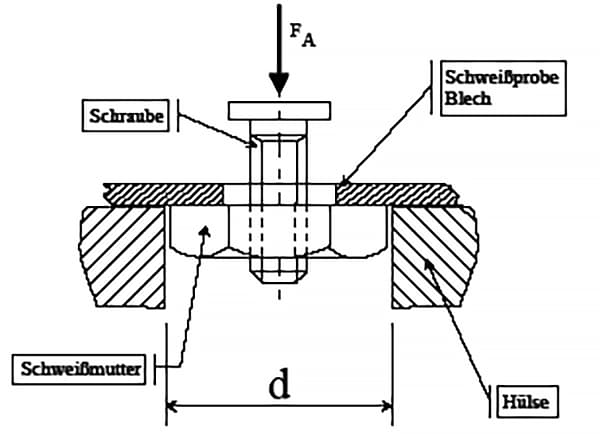
A resistência à compressão do equipamento de teste apropriado deve ser capaz de medir a solda separada.
A força FA deve ser comparada com o valor da força mínima da Tabela 8.4. Além disso, a superfície de fratura deve ser avaliada para determinar se um ponto de solda completo foi formado.
8.3.2 Equipamento de Teste
| Porca hexagonal | Porca Quadrada | Diâmetro (mm) | Espessura da Placa (mm) | Comprimento (mm) |
| M3 | 10 | 2 | 40 | |
| M4 | M4 | 12 | ||
| M5 | M5 | 13 | ||
| M6 | M6 | 14 | ||
| M8 | 18 | |||
| M8 | 21 | |||
| M10 | 23 | |||
| M12 | M10 | 27 | ||
| M14 | M12 | 31 | ||
| M16 | M14 | 33 |
Para componentes não listados na tabela, como parafusos ou porcas redondas, o equipamento de inspeção deve ser semelhante ao acima.
8.4 Lista de Inspeção de Força
Os componentes mencionados na seção seis.
| Diâmetro da rosca | Espessura da Placa | Força Compressiva |
| M4 | 0,75 1,0 1,5 |
>1,3kN |
| M5 | 0,75 1,0 1,5 |
>2,0kN |
| M6 | 1,0 1,5 2,5 |
>2,5kN |
| M8 | 1,0 2,0 3,0 |
>3,0kN |
| M10 | 1,25 2,0 3,0 |
>4,0kN |
| 16/07'' | 1,25 2,0 3,0 |
>5,0kN |
| M12 | 1,5 2,0 3,0 |
>6,0kN |
A pressão excessiva que vai além do escopo precisa ser acordada com os departamentos responsáveis relevantes.
8.5 Inspeção do Teste de Destacamento
Para porcas de chapa de aço soldadas, um método de descascamento pode ser empregado para inspeção.
Usando ferramentas adequadas, a porca é retirada da placa de aço, como um martelo, cinzel ou equipamento de teste de tensão.
Cada ponto de solda precisa ser verificado para saber se as dimensões do ponto de solda na placa de aço descascada são as mesmas de antes da soldagem (por exemplo, a dimensão mínima de um ponto de solda de 24 mm de diâmetro é 24 mm; a dimensão mínima de um ponto de solda pré-soldado O ponto de solda de 3x8mm é 3x8mm).
Após a inspeção de todos os cordões de solda, se atenderem às seguintes condições, eles serão considerados aceitáveis:
- 3 em cada 4 pontos de solda atendem aos requisitos
- 2 em cada 3 pontos de solda atendem aos requisitos
8.6 Inspeção de Seções Metálicas Especiais
Em casos especiais, uma seção transversal metálica pode ser usada para inspecionar o estado de fixação de parafusos e porcas.
A inspeção especial de seções transversais de metal requer operação por pessoal especialmente treinado.
As diretrizes de treinamento devem ser emitidas por um engenheiro de soldagem autorizado ou por um especialista em soldagem certificado.
9. Tabela de teste de torque
Conforme mencionado na Seção 6, para as peças.
| Teste destrutivo | Teste não destrutivo | ||
| Diâmetro da rosca | Espessura da Placa | A configuração de torque no sistema de soldagem. | Acompanhamento do torque durante o processo de inspeção da peça, que está relacionado à espessura da chapa. |
| M4 | 0,7 1,25 1,5 |
13Nm 13Nm 16Nm |
6Nm 8Nm 8Nm |
| M5 | 0,7 1,25 1,5 |
20 Nm 29Nm 29Nm |
8Nm 10Nm 10Nm |
| M6 | 0,8 1,5 2,0 |
24 Nm 33 Nm 34 Nm |
14Nm 20 Nm 20 Nm |
| M8 | 1,0 2,0 3,0 |
58 Nm 61 Nm 60 Nm |
32 Nm 38 Nm 38 Nm |
| M107/16'' | 1,25 2,0 3,0 |
112 Nm 133 Nm 125 Nm |
70 Nm 90 Nm 90 Nm |
| M12 | >1,5 | 140 Nm | 100 Nm |
Nota: A norma de inspeção em 6.2.3 é específica para chapas finas de aço.
10. Documento de Inspeção
A inspeção de amostras aleatórias deve ser registrada. Os resultados das inspeções aleatórias devem ser preservados por um período de tempo.
10.1 Medidas Corretivas para Defeitos
Se forem descobertos defeitos durante o processo de inspeção, eles deverão ser corrigidos imediatamente. Além disso, os sistemas relevantes devem ser inspecionados ou corrigidos.
Todos os veículos que atualmente enfrentam os mesmos problemas devem ser reparados. As porcas de rebite defeituosas devem ser removidas e, para fixar novos parafusos ou porcas, a superfície da placa deve ser mantida limpa e plana.
Para casos individuais onde os parafusos e porcas não podem ser substituídos, métodos de reparo adequados devem ser estabelecidos através de QPQ e EP/CSV.
11. Ferramentas de inspeção
O departamento de inspeção também precisa verificar as ferramentas de inspeção.
Os torquímetros utilizados devem atender às seguintes condições:
- Diferença de trabalho de torque dentro de 10% da faixa de inspeção
- Resultados de inspeção visíveis







