

A usinagem por descarga elétrica, também conhecida como usinagem por descarga elétrica, é um processo muito diferente da maioria dos métodos de usinagem tradicionais, como torneamento e fresamento CNC. Os últimos processos requerem ferramentas de corte afiadas para poder remover o material da peça a ser usinada. Ao contrário do torneamento e fresamento, o processo EDM utiliza a erosão do metal através de uma série de descargas elétricas.
Leia abaixo para saber mais sobre os conceitos básicos da fabricação de EDM.
Como funciona o EDM?
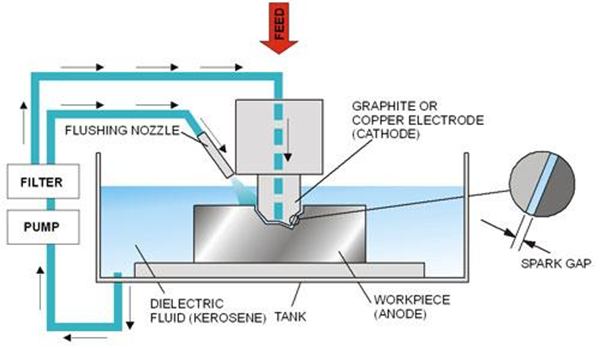
Na erosão por faísca, faíscas elétricas são geradas na máquina de erosão por faísca para corroer partes da peça de trabalho. Essas “faíscas elétricas” são na verdade arcos que ocorrem entre dois condutores energizados próximos um do outro. Os arcos produzem calor extremo, fazendo com que os materiais eletricamente condutores derretam e vaporizem. No sistema de processo de usinagem por descarga elétrica, a peça é conectada ao pólo positivo ou ânodo, enquanto a ferramenta responsável pela erosão dos materiais é conectada ao pólo negativo ou cátodo.
Estrutura básica de um sistema EDM
Para explicar melhor o princípio de funcionamento, segue abaixo um detalhamento da construção básica de um Sistema de Descarga Elétrica (EDM).
1. Gerador de pulso DC
Este componente converte a fonte de alimentação CA em uma fonte de alimentação CC pulsante que é alta o suficiente para criar uma faísca entre a ferramenta EDM e a peça de trabalho.
2. Ferramenta de eletrodo
Esta parte do sistema é conectada ao cátodo da fonte de alimentação e montada em um porta-ferramentas. O perfil da sua ferramenta corresponde exatamente ao perfil da sua peça. Durante o processo, uma lacuna muito pequena, a lacuna do arco (identificada pelos engenheiros de fabricação), permanece entre a ferramenta do eletrodo e a peça de trabalho. Os materiais mais comumente usados para eletrodos são cobre, ligas de tungstênio, grafite, aço e ferro fundido.
3. Mecanismo servo motor
Este mecanismo controla o avanço e o movimento da ferramenta na máquina EDM. A lacuna do arco mencionada acima é controlada de forma crucial por um mecanismo servo motor programado.
4. Gerador de faísca
Este componente fornece a quantidade correta de tensão necessária para produzir uma faísca e manter a descarga. A geração de cem mil faíscas por segundo permite uma remoção significativa de material da peça.
5. Fluido dielétrico
Tanto a ferramenta do eletrodo quanto a peça de trabalho são imersas em um fluido dielétrico enquanto o fluido é introduzido no espaço entre a ferramenta e a peça de trabalho. Além disso, o fluido dielétrico deve ser ajustado para circular sob pressão constante para soprar as peças metálicas que foram removidas da peça de trabalho. A pressão do fluido muito alta pode fazer com que os cavacos de metal sejam removidos rapidamente, resultando em um processo de corte mais lento. A pressão do fluido muito baixa pode causar um curto-circuito no sistema devido aos cavacos não serem extraídos durante o processo de erosão.
Os fluidos dielétricos mais comumente usados neste processo são água deionizada, glicol e óleo de silicone.
6. Peça de trabalho
Isto completa o ecossistema da máquina EDM, pois a peça de trabalho é conectada ao ânodo. Para possibilitar o processo, a peça de trabalho deve ser um bom condutor elétrico.
Tipo de processos EDM
O processo EDM é classificado em diferentes tipos dependendo da forma e abordagem da ferramenta utilizada. Os três tipos de descarga elétrica comumente usados na indústria são EDM de poço, EDM de fio e EDM de chumbada.
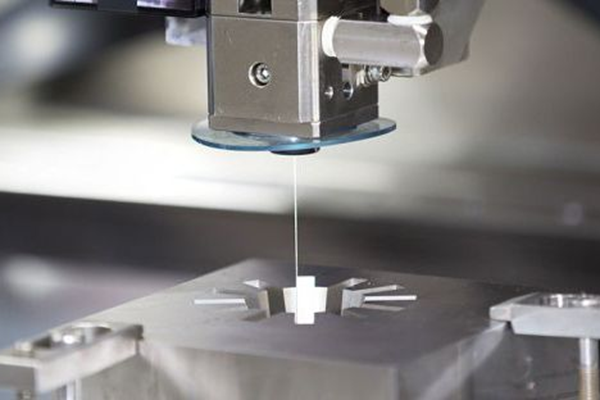
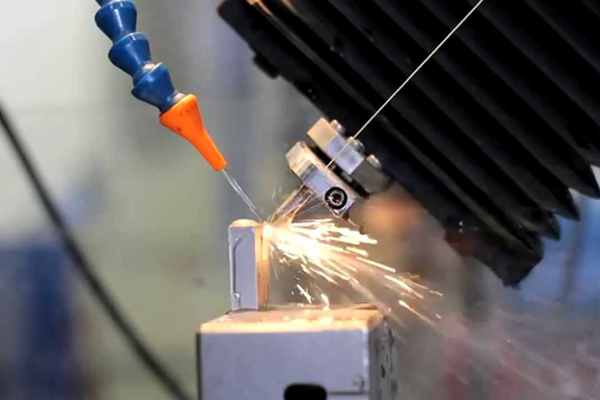
1. Fio EDM
Como o nome sugere, o corte com fio EDM usa um fio muito fino (liga de cobre ou latão, normalmente entre 0,004 e 0,0006 polegadas de espessura) preso por guias de diamante para cortar com precisão uma forma bidimensional de uma peça tridimensional. O caminho é controlado por um programa CNC que pode cortar facilmente formas complexas. O corte pode ser comparado ao avanço de corte de uma serra de fita e de um cortador de queijo. Este processo é normalmente usado para cortar matrizes de extrusão de metal, punções e placas.
2. EDM afundando
Este processo EDM, também conhecido como ram EDM, utiliza eletrodos de grafite ou cobre em formato invertido para cortar uma depressão na peça de trabalho. A ferramenta a ser utilizada é usinada no sentido inverso ao formato desejado para permanecer na peça.
O EDM por afundamento de matrizes é ideal para usinagem de moldes para fundição e moldagem por injeção que exigem formatos de cavidade complexos.
3. EDM de perfuração
Este tipo de processo EDM utiliza a ferramenta de eletrodo para cortar furos extremamente finos e profundos que podem não ser possíveis com uma broca tradicional. A ferramenta para este procedimento é projetada para passar o fluido dielétrico diretamente através do furo, portanto, um eletrodo oco. Como a furação por EDM não é realizada pelo método de usinagem tradicional, não se formam rebarbas na peça de trabalho. A perfuração de furos EDM é usada para usinar pequenos furos de alívio em várias pás de turbinas, matrizes e moldes.
Quais são as aplicações da usinagem EDM?
Formas e geometrias extremamente complexas podem ser criadas através do processamento eletroerosivo de metal.
Portanto, a EDM é geralmente usada para aplicações de alta precisão onde a usinagem convencional não é possível. A seguir estão as aplicações mais comuns de EDM:
Fazendo pequenos furos
Muitos fabricantes usam a usinagem EDM para fazer furos extremamente pequenos porque reduz o risco de ferramentas distraídas e danificadas. Os furos usinados por EDM podem ser muito pequenos e podem ser vistos nas bordas das pás da turbina, aberturas microscópicas para componentes do sistema de combustível e muito mais.
Construção de moldes e matrizes
A usinagem EDM é frequentemente utilizada como um processo complementar à usinagem convencional na produção de moldes e matrizes. Como mencionado acima, o processo de corte com fio é normalmente usado para formar peças brutas para os moldes, o processo de escareamento pode ser usado para formar formas complexas de cavidades e a perfuração pode ser usada para criar furos de alívio de pressão.
Desintegração dos componentes
A máquina EDM também é usada para remover peças metálicas presas em uma peça de trabalho que não podem ser removidas usando métodos convencionais. Desmontar os componentes presos significa destruir ou remover o material. Os exemplos incluem parafusos cortados em furos roscados, ferramentas de sucção em uma peça usinada ou um pino preso em uma peça muito valiosa. A desmontagem dos componentes permite remover o metal preso sem danificar a peça reutilizada.
Componentes médicos
Nenhuma rebarba é formada durante a produção de produtos processados por EDM, o que os torna perfeitos para a produção de diversos componentes para implantes médicos.
Componentes aeroespaciais
Há muitos recursos em uma peça aeroespacial que não podem ser produzidos usando ferramentas de corte tradicionais, e é aqui que entra a usinagem por descarga elétrica. A usinagem por descarga elétrica pode produzir recursos sofisticados, particularmente discos de rotor de turbina, canais finos, furos com ângulos agudos e furos muito estreitos e profundos.
Por que o EDM é preferido?
Alto desempenho no processamento de perfis complexos
A liberdade de corte com EDM é menos restrita do que com processos de usinagem convencionais. Este processo pode cortar facilmente vários recursos que são difíceis de obter com fresas e brocas. Esses recursos incluem bolsões intrincados, furos finos e profundos, paredes finas e outras geometrias de formato irregular.
Alta precisão
As peças usinadas com tecnologia EDM podem ser precisas até as menores tolerâncias usadas na indústria de processamento de metal. Isso é possível porque o ecossistema de usinagem EDM não coloca uma carga elevada na peça e não possui vibrações agressivas. Além disso, o processo de retificação também pode ser realizado para aumentar a precisão e exatidão.
Acabamento superficial sem rebarbas
A peça produzida pela usinagem EDM não contém rebarbas porque, devido à natureza do processo, o metal erodido da peça quase se decompõe em micropartículas, que são então eliminadas. Mais importante ainda, o corte EDM não utiliza ferramentas de corte afiadas, como fresas de topo, serras e brocas, razão pela qual este processo não cria rebarbas na peça de trabalho.
Pode cortar metais duros
A erosão por centelha pode ser usada para cortar metais duros com pouca força e esforço mínimo, desde que sejam condutivos. A dureza do material a ser cortado não influencia o processo geral.
Pouco estresse
As ferramentas utilizadas em um processo EDM não tocam a peça, ao contrário de outros processos de usinagem onde as ferramentas de corte entram em contato com a superfície a ser cortada. Isto explica a carga mínima introduzida na peça de trabalho.
Fabricação altamente escalável
Os processos de usinagem EDM são muito versáteis em termos de escala de produção. Eles são adequados para a produção de pequenas a grandes quantidades. Esses processos são altamente repetíveis, o que significa que várias peças podem ser produzidas com qualidade consistente.
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Mas elit Tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
Quais são as limitações do processo EDM?

Aplicável apenas a materiais condutores
O calor responsável pela erosão do material na peça é devido à introdução de descargas elétricas, razão pela qual a usinagem EDM não é compatível com materiais não condutores como compósitos, plásticos e outros materiais dielétricos.
Baixa taxa de remoção de material
Como já mencionado, o material é gradualmente removido durante a usinagem por descarga elétrica. Isto significa que a taxa de remoção de material é muito menor do que com processos de usinagem convencionais, como fresamento e torneamento.
Altos custos de produção
O custo de produção de peças por EDM é composto por diversos fatores como alto consumo de energia, desgaste excessivo da ferramenta e longo tempo de usinagem.
Resumo
A usinagem por descarga elétrica é uma adição muito útil a vários processos tradicionais de usinagem CNC. Seus pontos fortes entram em ação quando ele pode criar recursos especiais que são difíceis de obter usando fresamento e torneamento. Além disso, o processo EDM oferece precisão excepcional mesmo no corte de metais eletricamente condutores extremamente duros e gera apenas baixa tensão durante o processamento.







