
1. Problemas metalográficos de endurecimento por indução
(1) Aumento do ponto crítico de aquecimento rápido
O aquecimento por indução tem uma taxa de aquecimento que varia de dezenas a centenas de graus por segundo, e a extinção de pulso pode atingir milhares de graus por segundo (2.000-3.000 ℃/s). Devido à rápida velocidade de aquecimento e à curta duração, a temperatura de têmpera é superior à temperatura geral de têmpera em banho de sal. Isso resulta na transformação da estrutura em austenita e homogeneização.
A Tabela 1 apresenta dados relevantes indicando que o ponto AC1 do aço T10 e do aço GCr15 aumenta com a velocidade de aquecimento durante o aquecimento rápido.
Tabela 1 Relação entre velocidade de aquecimento por indução e ponto crítico AC1
| Grau de aço | Velocidade de aquecimento / (℃ / s) | ||||||
| Estado original | 10 | 50 | 100 | 150 | 200 | 300 | |
| T10 | anelamento | 745 | 760 | 765 | 760 | 765 | 765 |
| extinguir | 735 | 745 | 755 | 755 | 760 | 765 | |
| GCr15 | anelamento | 770 | 810 | 825 | 830 | 835 | 830 |
| extinguir | 740 | 750 | 785 | 800 | 815 | 810 | |
Pela prática, sabemos que a temperatura de têmpera do aquecimento por indução é 80 ~ 150 ℃ mais alta do que a da têmpera convencional.
A Tabela 2 mostra a temperatura de aquecimento recomendada para têmpera de alta frequência de aço comum.
Tabela 2 Temperatura de aquecimento do aço comum para têmpera em alta frequência
| Grau de aço | Temperatura de aquecimento/℃ |
| 45 | 860~920 |
| 50 | 860~900 |
| 40 Cr | 940~980 |
| T7, T7A | 880~960 |
| T8, T8A | 860~960 |
| Grau de aço | Temperatura de aquecimento/℃ |
| T10, T10A | 850~960 |
| GCr15 | 920~1020 |
| GCr9 | 900~1000 |
| CrWMn | 850~960 |
| 9SiCr | 880~1000 |
O aquecimento por indução tem uma potência significativamente maior do que o aquecimento por forno, resultando em velocidades de aquecimento mais rápidas e tempos mais curtos necessários para promover a transformação da perlita em austenita.
A estrutura original do aço tem uma influência considerável na nucleação, crescimento e homogeneização da austenita durante o aquecimento rápido, o que por sua vez afeta a temperatura de têmpera por indução, bem como a microestrutura e as propriedades resultantes.
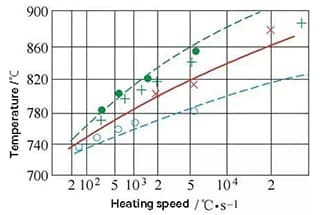
A Figura 1 ilustra a relação entre o ponto crítico do aço T8, a velocidade de aquecimento e diversas estruturas originais.
A perlita em flocos é mais suscetível à transformação estrutural durante o aquecimento do que a perlita esférica.
Portanto, a temperatura de têmpera por indução do aço com diferentes estruturas originais deve ser a seguinte: t têmpera (estado de recozimento) > t têmpera (estado de normalização) > t têmpera (têmpera e revenido (recozimento + têmpera em alta temperatura)).
O significado físico de α0 na figura é:
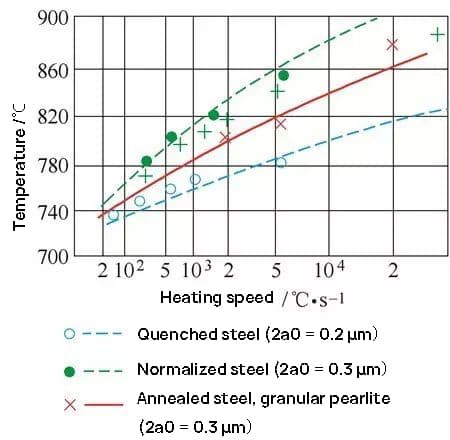
A perlita representa metade da distância entre duas cementitas adjacentes, enquanto a ferrita livre representa metade da distância entre os nós da rede de discordâncias (consulte a Fig. 1).
À medida que a temperatura de aquecimento aumenta, o ponto AC3 também aumenta rapidamente (consulte a Fig. 1).
A Figura 2 mostra a temperatura necessária para a têmpera completa do aço hipoeutetóide em diferentes velocidades de aquecimento.
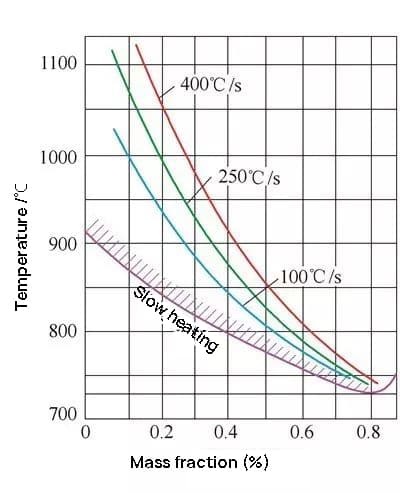
Figura 2
(2) O aquecimento rápido pode fazer com que o aço obtenha grãos finos ou ultrafinos
Em baixas velocidades de aquecimento, o grão inicial de austenita formado logo após a austenitização diminui significativamente com o aumento da velocidade de aquecimento. Contudo, em altas velocidades de aquecimento, o grão inicial de austenita dificilmente diminui com o aumento da velocidade de aquecimento.
Estudos demonstraram que nas condições reais de aquecimento por indução, a velocidade de aquecimento é muito elevada e o grão inicial obtido é muito pequeno. Foi determinado que o tamanho do grão inicial não tem nada a ver com a velocidade de aquecimento.
No entanto, o crescimento dos grãos de austenita formados está relacionado com a taxa de aquecimento. À medida que o aquecimento continua até uma certa temperatura, o tamanho real do grão de austenita formado aumenta com a diminuição da velocidade de aquecimento, conforme mostrado na Fig.
Portanto, desde que a temperatura e o tempo de aquecimento sejam devidamente controlados, o aquecimento por indução não resultará em superaquecimento.

Figura 3
2. Vários fenômenos de aquecimento rápido de aço rápido
(1) Aquecimento rápido da lâmina de aço rápido
Já em 1923-1924, Vologgin, da antiga União Soviética, começou a estudar a têmpera de alta frequência de ferramentas de aço rápido, mas não teve sucesso.
A razão para isso foi que as ferramentas de aço rápido precisam ser completamente temperadas para obter uma camada endurecida com alta dureza e resistência térmica, que pode ser relativamente espessa.
Havia também a preocupação de que a má dissolução dos carbonetos de têmpera de alta frequência pudesse afetar outras propriedades.
No entanto, esta foi uma percepção superficial e a extinção por indução não foi completamente estudada.
Somente em 1952 é que um avanço foi alcançado.
Gedeberge e outros finalmente conseguiram temperar uma lâmina W18Cr4V (P18) de 3-10 mm.
Infelizmente, não foi colocado em produção industrial, mas demonstrou que as ferramentas de aço rápido poderiam ser endurecidas por indução.
(2) Aquecimento rápido de soldagem de aço rápido
Ferramentas em forma de haste, como brocas de haste cônica de aço de alta velocidade e fresas de topo, podem ser aquecidas rapidamente usando técnicas como soldagem flash ou soldagem por fricção. Esses métodos são capazes de aquecer peças de aço a temperaturas superiores a 1.000 ℃ em apenas alguns segundos.
(3) Aquecimento rápido de peças forjadas de aço rápido
O autor recomenda o aquecimento direto do tarugo de aço rápido de φ60 mm na zona de alta temperatura. Isto significa que o material frio deve ser aquecido diretamente na zona de 1150-1200°C sem pré-aquecimento.
Este método tem sido usado na produção há muitos anos e a qualidade do forjamento permaneceu estável.
(4) Aplicação da fórmula do parâmetro de têmpera de ferramentas de aço rápido
Existe uma fórmula de parâmetro de têmpera no tratamento térmico de ferramentas de aço rápido
Aquilo é,
P = t (37 + lg τ)
Onde
- P – parâmetro de extinção;
- t — temperatura de aquecimento de extinção;
- τ—— Tempo de aquecimento de extinção.
O símbolo P na fórmula representa o impacto combinado da temperatura de aquecimento de extinção e do tempo de aquecimento.
Durante o processo de têmpera, independentemente das variações na temperatura de aquecimento e no tempo de aquecimento da têmpera, o grau de austenitização permanece o mesmo, desde que os parâmetros de têmpera sejam idênticos.
Isto implica que a qualidade da têmpera da ferramenta permanecerá consistente se P permanecer constante, quer seja conseguido através de aquecimento rápido a alta temperatura durante um curto período ou aquecimento lento a baixa temperatura durante um período mais longo.
(5) Aquecimento rápido e aquecimento semi-rápido em fornos para ferramentas de aço rápido
No final da década de 1950, novas tecnologias para aquecimento rápido e tratamento térmico com eficiência energética foram introduzidas em Pequim, Tianjin, Xangai e outros lugares com a assistência de especialistas em tratamento térmico da União Soviética. A implementação desta tecnologia resultou em inúmeras experiências bem sucedidas, mas infelizmente, apenas uma quantidade limitada de dados permanece.
O autor possui dados apenas sobre o aquecimento rápido de uma broca com haste cônica de φ14mm e uma fresa de ranhura feita de aço W18Cr4V da fábrica de ferramentas de Xangai. Segundo relatos, a temperatura de aquecimento de têmpera do aço W18Cr4V aumentou de 1270 para 1310 ℃, enquanto o coeficiente de aquecimento foi reduzido de 10 para 6s/mm. Surpreendentemente, a vida útil da ferramenta aumentou ligeiramente em vez de diminuir.
(6) Modificação de superfície de ferramentas de corte de aço rápido com alta densidade de energia, como laser e feixe de elétrons
Nos últimos anos, tem havido relatórios contínuos sobre a modificação superficial de aço rápido usando lasers. Esses relatórios apontam que o aço rápido pode ser aquecido rapidamente usando este método.
O método técnico envolve a aplicação de plasma com alta densidade de energia na superfície do aço M42 em alta velocidade. Isso resulta em rápido aumento local de temperatura e rápido resfriamento na superfície do material. O aumento da temperatura e a velocidade de resfriamento podem atingir 104-108k °/s.
Como resultado, uma camada de modificação da estrutura cristalina pode ser formada na superfície da peça, melhorando o desempenho do material.
(7) O aquecimento rápido de aço rápido tem uma longa história
No século passado, desde a introdução do aço rápido, a inovação e a reforma do seu processo de tratamento térmico têm estado em curso.
Alguns indivíduos na antiga União Soviética alegaram que o aço poderia ser aquecido a qualquer velocidade. No entanto, devido às condições limitadas da época, isto só foi possível através de fornos de banho de sal e aquecimento de alta frequência. Além disso, as peças temperadas não estavam mais limitadas a simples hastes ou peças, mas ainda careciam de universalidade.
Resultados relativamente bem-sucedidos foram alcançados na aplicação de aquecimento rápido de tarugos forjados de aço rápido. A maioria das pessoas acredita que a velocidade de aquecimento do material de aço rápido após o processamento sob pressão e o recozimento pode ser irrestrita antes do forjamento.
Além disso, com o surgimento de novas tecnologias e processos, como laser e feixe de elétrons, há muitos relatos sobre a modificação superficial do aço rápido por meio de aquecimento rápido. Isto sugere que o aquecimento rápido do aço rápido entrou agora em um estágio de aplicação substancial.
3. Aplicação de têmpera por aquecimento por indução em lâminas mecânicas de aço rápido
O aço rápido é conhecido como “aço eólico” devido à sua boa temperabilidade, o que permite que seja temperado ao ar.
Pode ser temperado até uma dureza superior a 64HRC ao ar, o que o torna ideal para produzir arestas vivas. Por esse motivo, também é conhecido como “lâmina de aço”.
A têmpera por aquecimento por indução de aço rápido é uma forma de têmpera com auto-resfriamento que é eficiente em termos energéticos e ecologicamente correta. Também oferece alta eficiência de produção.
Independentemente do tipo de aço a ser temperado, existem duas condições básicas que devem ser atendidas. Primeiro, deve ser austenitizado e, segundo, deve ser resfriado imediatamente.
A taxa de resfriamento deve ser superior à taxa crítica de resfriamento do aço (V).
O aquecimento por indução tem a característica única de aquecer a superfície da peça. Se o aquecimento for interrompido imediatamente após a austenitização da camada superficial, e o metal adjacente não aquecido puder conduzir rapidamente o calor da camada de aquecimento, a superfície será endurecida se sua velocidade de resfriamento for maior que V.
O processo de resfriamento não envolve a pulverização de um líquido de têmpera na superfície, mas depende do resfriamento do metal interno. Este processo de resfriamento exclusivo só pode ser alcançado com aquecimento de alta densidade energética. O aquecimento por indução é um dos métodos que fornece aquecimento de alta densidade energética.
Devido à densidade de potência extremamente alta e ao curto tempo de aquecimento, o aquecimento por indução também é conhecido como aquecimento por pulso. A temperatura da peça durante o aquecimento por indução pode ser medida usando um pirômetro fotoelétrico infravermelho ou um pirômetro óptico. Alternativamente, a temperatura de têmpera pode ser determinada através de inspeção visual, examinando a cor da peça aquecida.
Durante o processo de aquecimento por indução, o calor gerado pela corrente parasita é usado principalmente no aquecimento da camada superficial da peça de trabalho. No entanto, existem dois tipos de calor liberados pela peça durante este processo.
Existem dois tipos de perdas de calor durante o processo de aquecimento: calor radiante, que é emitido da superfície de aquecimento para o ar, e condução de calor, que é conduzido da camada de aquecimento da peça para o centro.
O impacto da condução interna de calor, principalmente na camada de aquecimento, aprofunda a compreensão teórica do processo. A profundidade da camada de aquecimento é indicada por d e é igual a 0,2 mm, onde t representa o tempo de aquecimento em segundos. A perda de calor aumenta à medida que a densidade de potência diminui e o tempo de aquecimento é prolongado.
Se a peça for relativamente fina, a condução de calor será transmitida rapidamente da superfície para o núcleo, resultando no aquecimento uniforme de toda a seção.
O aço rápido é um material autoendurecível, o que significa que endurecerá imediatamente após a interrupção do processo de aquecimento.







