
A Indústria 4.0 Alemã, a Internet Industrial Americana e a implementação do “Made in China 2025” confirmam que o núcleo da Quarta Revolução Industrial na indústria transformadora global é a produção inteligente. Isto é particularmente evidente na indústria de fabricação de chapas metálicas da China, que consiste em vários processos, como corte a laser, soldagem de chapas metálicas, corte e dobra.
Esta postagem se concentrará principalmente na tecnologia de dobra.
Métodos comuns de dobra
Morrer dobrando
A dobra da matriz é normalmente realizada usando uma prensa dobradeira (veja a Figura 1), que requer a assistência de trabalhadores ou robôs para concluir o processo de dobra.
A precisão da dobra depende muito da habilidade dos técnicos ou da qualidade do robô. Este método de dobra é comumente utilizado na produção de peças pequenas com um único tipo de produto e um processo de fabricação simples.
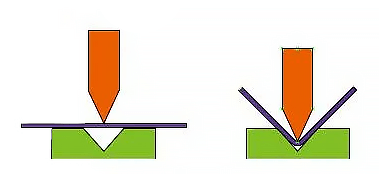
Fig. 1 Dobragem da matriz
Flange de máquina dobrável
Uma máquina dobradeira (consulte a Figura 2) pode ser usada para dobrar peças grandes com estruturas complexas e vários formatos.
A Figura 3 mostra as formas de dobra que podem ser obtidas usando uma dobradeira automática de faca única ou uma dobradeira automática de faca dupla.
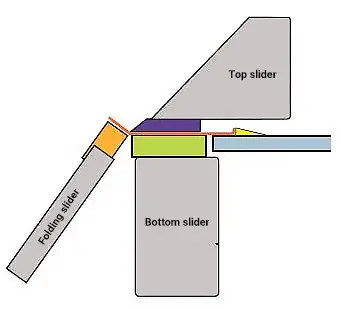
Fig. 2 Princípio de funcionamento da máquina dobrável
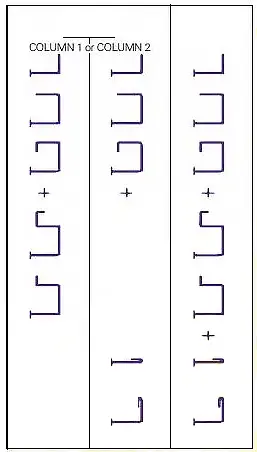
Fig.3 Forma dobrável
Dobragem de faca dupla e dobra CNC
A dobradeira de faca dupla é um tipo de dobradeira (consulte a Figura 4) que opera com o mesmo princípio. É capaz de dobrar uma ampla variedade de formas e tipos, assim como a dobradeira.
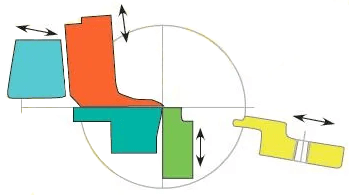
Fig. 4 Princípio da dobradeira de faca dupla
A dobradeira CNC é a máquina de dobra mais comumente usada no centro de dobra (Fig. 5). Os famosos fabricantes de máquinas de dobra podem consulte esta classificação.
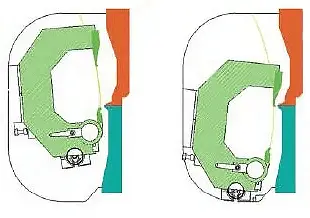
Fig. 5 Princípio da prensa dobradeira CNC
A flexibilidade da dobradeira de faca dupla e da dobradeira CNC é muito alta, tornando-as adequadas para “dobragem universal” e amplamente utilizadas na produção automática. Até 2018, ambas as máquinas eram movidas por energia hidráulica. Porém, desde então, as dobradeiras CNC começaram a usar servo acionamento e apenas acionamento hidráulico para fixar o ferramental.
Existem várias diferenças principais entre essas máquinas:
(1) Velocidade de flexão.
Nas mesmas condições, a dobradeira CNC terá uma velocidade de dobra um pouco mais rápida.
Para uma estrutura de peça de 90°, a dobradeira CNC leva de 1,8 a 2 segundos para dobrá-la, enquanto para a dobradeira de faca dupla leva de 2 a 3 segundos (dependendo do tamanho do perfil).
(2) Folga de flexão.
A forma de corte da dobradeira de faca dupla difere daquela da dobradeira CNC (ver Fig. 6).
Nos casos em que o dispositivo de fixação é ajustável, a área de força da dobradeira CNC é relativamente pequena, o que pode causar danos ou arranhões na superfície da peça (ver Fig. 7).
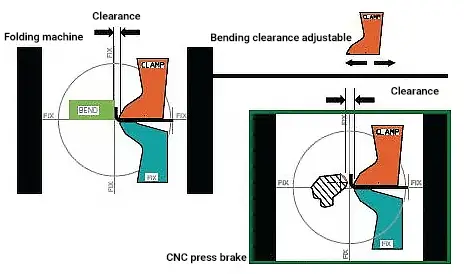
Fig. 6 Folga de flexão
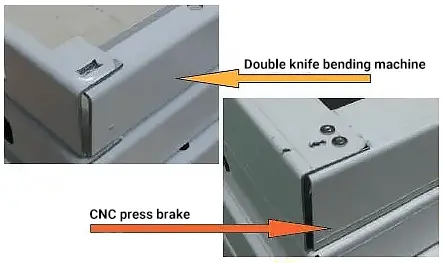
Fig. 7 Arranhão na superfície
(3) Forma de flexão.
A Figura 8 mostra a forma de dobra da dobradeira de faca dupla e da dobradeira CNC.

Fig. 8 Forma de flexão
Análise de caso de flexão
Hoje em dia, a tecnologia de puncionamento tornou-se mais madura, especialmente com a popularidade de unidades de puncionamento como Trumpf e Amada. Como resultado, as tecnologias de perfuração e corte a laser também se tornaram cada vez mais populares.
Apesar dos avanços em vários processos de produção de chapas metálicas, a dobra continua sendo um grande gargalo que afeta significativamente o equilíbrio geral do fluxo de trabalho e limita as melhorias na capacidade da oficina.
Caixa de dobra do painel da porta do hall do elevador
O painel da porta do hall do elevador tem uma estrutura relativamente simples com um pequeno número de furos.
A maioria dos fabricantes normalmente usa centros de puncionamento e centros de dobra para concluir a produção. No entanto, o gargalo do processo de produção está na flexão.
Durante a dobra, a peça precisa girar três vezes e a ferramenta correspondente precisa ser ajustada para completar o processo de dobra. Isso leva cerca de 35 a 45 segundos por peça.
Para aumentar a velocidade e a eficiência da produção, os fabricantes podem adicionar um centro de dobra à linha de produção. Embora isto possa reduzir o tempo de produção para 20 segundos por peça, também aumenta o custo de produção.
Alternativamente, os fabricantes podem adotar uma dobradeira de faca dupla (conforme mostrado na Figura 9) que permite que ambos os lados da peça sejam dobrados simultaneamente. Isto reduz a rotação da peça para apenas uma vez, com um ritmo de produção de 12 a 15 segundos por peça.
Como exemplo, considere uma peça com o formato de seção mostrado na Figura 10 e comprimento de 2m. Os batimentos de produção calculados são apresentados na Tabela 1.
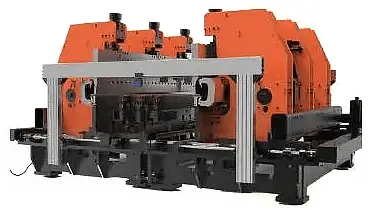
Fig. 9 Máquina dobradeira de faca dupla
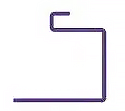
Fig. 10 Seção transversal da porta do hall
Tabela 1 Ritmo de produção
| Ação | Tempo/s | Observação |
|---|---|---|
| Transmissão | 2 | velocidade 1m/s |
| Alinhamento | 1,8 | |
| Dobrando | 7.2 | 4×1,8s (prensa dobradeira CNC) |
| +/-Alterações | 1 | 1s |
| Tempo de ciclo | 12 |
Uma linha de dobra automática de portas de hall equipada com uma máquina dobradeira de faca dupla oferece capacidades de produção altamente flexíveis, ao mesmo tempo que garante precisão e repetibilidade. Esta linha de produção pode completar de forma contínua e estável o processo de dobra para portas de hall com a mais alta taxa de produção.
Gabinete de controle elétrico/caixa dobrável de gabinete
A produção de gabinetes de controle elétrico é um processo altamente complexo e sua estrutura e materiais variam muito. Muitos fabricantes optam pela combinação de um armazém de materiais, máquinas de puncionamento e cisalhamento e unidades de dobra robótica para completar a produção.
A principal vantagem deste método é que à medida que a capacidade de produção aumenta, os fabricantes podem adicionar mais unidades de dobra robótica para melhorar a eficiência da produção. Além disso, se um grupo de unidades de dobra for danificado, isso não afetará a produção de outras unidades, garantindo uma produção ininterrupta.
No entanto, também existem alguns fabricantes que usam perfurador de torre e dobrador de painel para produzir gabinetes de controle elétrico. Esta abordagem produz maior eficiência de produção do que a dobra robótica, mas acarreta custos de equipamento relativamente elevados.
Na indústria de gabinetes, as peças da caixa mostradas na Figura 11 devem ser levadas em consideração.

Fig. 11 Formato de caixa
O formato da caixa foi projetado para aumentar a resistência das estruturas de chapa metálica. Porém, ao usar uma dobradeira CNC, a altura da caixa não pode ser ajustada automaticamente e é necessário um ajuste manual.
Para permitir o ajuste automático de altura da caixa, uma dobradeira de faca dupla pode ser usada, mas é necessária a instalação de um módulo adicional.
Em muitos gabinetes, a bainha, que se refere a materiais de camada dupla, é frequentemente usada.
Se for dobrar material de 1,8-2,5 mm usando um centro de dobra CNC, a situação representada na FIG. 12 pode ocorrer. No entanto, se um robô e uma prensa dobradeira forem utilizados, esta situação pode ser evitada.
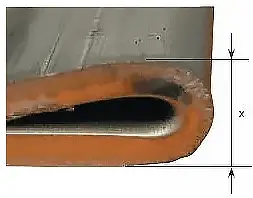
Fig. 12 Formato de gota d’água
Além disso, o tamanho da mesa de trabalho das prensas dobradeiras disponíveis no mercado é limitado a 4m. Portanto, se o comprimento da peça for superior a 4 m, os requisitos de precisão para a planicidade da dobra tornam-se excessivamente elevados.
Conclusão
Dobrar é uma arte e escolher a dobradeira certa é uma decisão independente do cliente.
Assinar um contrato de forma precipitada pode gerar situações lamentáveis e causar prejuízos imensuráveis ao empreendimento.
Por último, aspiramos ajudar cada cliente na construção de uma linha de produção satisfatória, oferecendo componentes potentes de forma modular.







