
O processo de soldagem por sobreposição possui alta eficiência e baixo custo de equipamento, sendo amplamente utilizado na fabricação e reparo de peças, na modificação de superfícies de materiais e na produção flexível de pequenos e médios lotes de componentes metálicos.
Na utilização real de equipamentos de engenharia subterrânea, o equipamento está sujeito a forças complexas e condições de trabalho adversas.

Por exemplo, a máquina perfuradora de túneis é uma máquina perfuradora de túneis que usa o método de blindagem. Durante o uso da perfuradora de túneis subterrâneos, a cabeça de corte e os componentes relacionados, como blocos de proteção da cabeça de corte, sede de corte e sede do raspador de borda, inevitavelmente sofrem desgaste.
O processo de soldagem por sobreposição não é aplicado apenas à remanufatura e reparo de componentes desgastados da cabeça de corte, mas também à preparação aditiva de camadas resistentes ao desgaste e redes de peças resistentes ao desgaste, a fim de aumentar a resistência ao desgaste das peças. Na produção real, para melhorar a eficiência da produção, é frequentemente utilizada uma corrente de soldagem maior.
Porém, devido às limitações da qualidade da soldagem de revestimento, quando a corrente for muito grande, a taxa de diluição aumentará, o que pode causar defeitos como segregação da composição da liga e perda de metal líquido durante o processo de soldagem de revestimento.
Pelo contrário, quando a corrente de soldagem na aplicação de soldagem de sobreposição é relativamente pequena, isso levará a uma menor eficiência de produção.
A soldagem com fio duplo, como método de soldagem eficiente, tem sido cada vez mais preocupada pelas pessoas. A soldagem com fio duplo pode atingir alta taxa de deposição de solda e também melhorar a composição e cristalização da costura de solda usando o campo de temperatura e o ciclo térmico da soldagem com fio duplo, melhorando assim a microestrutura e o desempenho da camada de soldagem de sobreposição.
Portanto, explorar a aplicação da soldagem de fio duplo na soldagem de sobreposição, equilibrando a formação e a qualidade da soldagem de sobreposição e melhorando a eficiência real da produção, são de grande importância para a aplicação técnica prática da soldagem de sobreposição.
Sistema de fabricação aditiva de soldagem de sobreposição
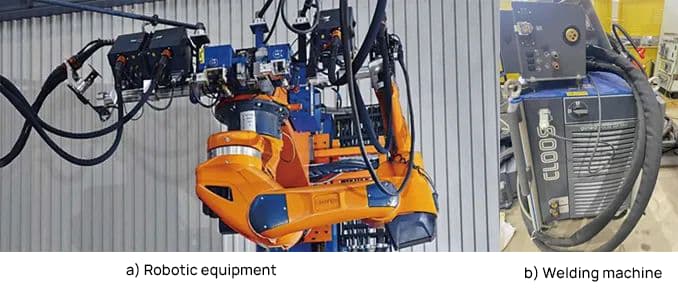
A fonte de energia de soldagem utilizada no experimento é o QINEO PULSE 600 da CLOOS. Ao usar a máquina de solda QINEO para realizar soldagem por pulso de corrente pequena, os respingos são pequenos e a formação é bonita.
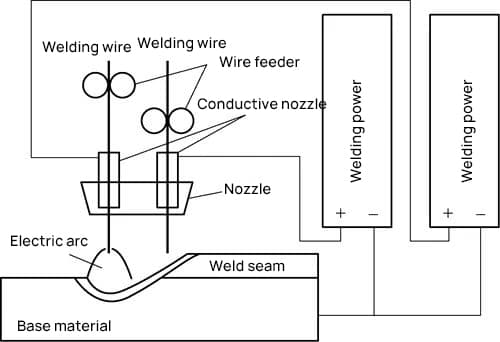
Com base nisso, é desenvolvido um processo de soldagem de fio duplo que não só considera a qualidade da costura de solda, mas também melhora muito a eficiência de deposição da soldagem. O equipamento de soldagem de fio duplo adota uma estrutura de pistola de fio duplo, na qual os dois fios são constantemente derretidos na mesma piscina.
O fio frontal fornece pré-aquecimento para o fio traseiro, e o fio traseiro reaquece o fio frontal, o que melhora a microestrutura e o desempenho da camada de soldagem de sobreposição.
Como os dois fios são isolados um do outro, é possível usar uma variedade de combinações flexíveis e diversas.
Isto não só permite o ajuste independente dos parâmetros dos dois fios, mas também permite a seleção de dois diâmetros diferentes e diferentes materiais de fios de acordo com requisitos específicos de aplicação, cobrindo assim uma ampla gama de aplicações.
O princípio de funcionamento da soldagem de fio duplo em piscina de fusão compartilhada é mostrado na Figura 1.
Em comparação com a soldagem de fio único no experimento, os fios simples e duplos são trocados livremente através do sistema de soldagem de fio duplo, enquanto outros métodos de soldagem e condições de gás de proteção permanecem inalterados.
No experimento, a máquina de solda QINEO PULSE 600 da CLOOS é usada como fonte de energia de soldagem para derreter o fio de soldagem de sobreposição, e o robô CLOOS é equipado com uma pistola de soldagem de fio duplo para garantir a precisão do movimento da pistola de soldagem durante a soldagem e para controlar a velocidade de soldagem. Algumas partes do sistema de soldagem de sobreposição e hardware são mostradas na Figura 2.
Métodos e processos experimentais
O material base utilizado no experimento é o aço Q235, com espessura de 12mm, e sua principal composição química é mostrada na Tabela 1. No experimento é utilizado o fio de solda resistente ao desgaste UTP AF ROBOTIC 600, com modelo DIN 8555 : MSG 6-GF-60-GP, e sua principal composição química é mostrada na Tabela 2. O diâmetro do fio de soldagem é de 1,2 mm. O gás de proteção utilizado é 80% Ar + 20% CO2.
Tabela 1: Composição química do material base (fração mássica) (%)
| C | Si | Mn | S | P |
| 0,22 | 0,35 | 0,14 | 0,045 | 0,045 |
Tabela 2: Composição química do fio de soldagem (fração mássica) (%)
| C | Si | Mn | Cr | Mo |
| 0,57 | 2,56 | 0,54 | 8,96 | 0,01 |
Os parâmetros de soldagem tradicionais para soldagem de fio único são mostrados na Tabela 3.
Tabela 3: Parâmetros de Soldagem para Soldagem de Sobreposição
| Corrente de soldagem IA | Tensão do arco IV | Velocidade de soldagem /(cm/min) |
Alongamento seco /milímetros |
Taxa de fluxo de gás (L/min) |
Parâmetros de soldagem de pêndulo |
| 164 | 19,8 | 18 | 15 | 18 | / |
O efeito da soldagem é mostrado na Figura 3, com largura de solda de 10,64 mm, altura de solda de 3,43 mm e profundidade de fusão de 1,13 mm.

Para o teste de soldagem com revestimento de fio duplo, o método de soldagem e as condições do gás de proteção foram consistentes com aqueles da soldagem com revestimento de fio único. O alongamento a seco no experimento foi de 20mm. Usando o método experimental ortogonal, a corrente do fio dianteiro, a corrente do fio traseiro e a velocidade de soldagem foram ajustadas para conduzir um experimento ortogonal de três fatores e quatro níveis. Os dados de largura e altura da solda foram obtidos observando e medindo a formação da solda. Alguns parâmetros de soldagem e tamanho da solda são mostrados na Tabela 4.
Tabela 4: Parâmetros de soldagem para soldagem com fio duplo
| Corrente de soldagem do fio frontal A |
Tensão do arco do fio frontal V |
Corrente de soldagem do fio traseiro /A |
Tensão do arco do fio traseiro V |
Velocidade de soldagem /(cm/min) |
Largura do cordão de solda /milímetros |
Altura do cordão de solda /milímetros |
| 120 | 20.4 | 100 | 20,9 | 30 | 8,92 | 2,75 |
| 140 | 21.3 | 100 | 20,9 | 35 | 8,93 | 2,83 |
| 160 | 22.2 | 100 | 20,9 | 40 | 9.01 | 3.02 |
| 180 | 23,0 | 100 | 20,9 | 45 | 9.02 | 3,45 |
| 120 | 20.4 | 120 | 21.2 | 30 | 12.03 | 3.05 |
| 140 | 21.3 | 120 | 21.2 | 35 | 11.12 | 3,25 |
| 160 | 22.2 | 120 | 21.2 | 40 | 11.23 | 3.08 |
| 180 | 23,0 | 120 | 21.2 | 45 | 12.24 | 3,52 |
| 120 | 20.4 | 140 | 22.4 | 30 | 11,84 | 3.06 |
| 140 | 21.3 | 140 | 22.4 | 35 | 12.26 | 3.07 |
| 160 | 22.2 | 140 | 22.4 | 40 | 12,88 | 3.13 |
| 180 | 23,0 | 140 | 22.4 | 45 | 13.02 | 3.21 |
| 120 | 20.4 | 160 | 23.3 | 35 | 12,72 | 2,86 |
| 140 | 21.3 | 160 | 23.3 | 40 | 13.23 | 2,88 |
| 160 | 22.2 | 160 | 23.3 | 45 | 13h90 | 3.02 |
| 180 | 23,0 | 160 | 23.3 | 50 | 13,92 | 3.01 |
Ao analisar os dados de corrente de soldagem, largura de solda e altura de solda da soldagem de fio duplo, pode-se observar que quando a corrente de soldagem e a velocidade de soldagem mudam, considerando a flutuação da largura e altura da solda causada por variações na formação da solda e erros de medição , a mudança na altura da solda não é significativa, enquanto a mudança na largura da solda é mais proeminente.
Quando a velocidade de soldagem é mantida constante em 35 cm/min, 40 cm/min e 45 cm/min respectivamente, a relação entre a largura da solda e a corrente do fio dianteiro/traseiro é ajustada com uma equação de superfície.
A função do modelo de equação de superfície estabelecida é:

Na fórmula:
y – largura da solda (mm);
x1 – corrente do fio frontal (A);
x2 – corrente do fio traseiro (A);
a0, a1, a2, a3, a4 e a5 – coeficientes.
Quando as velocidades de soldagem são 35 cm/min, 40 cm/min e 45 cm/min, os coeficientes a3, a4 e a5 na equação são aproximadamente 0. Quando a velocidade é 35 cm/min, a equação de ajuste de superfície é:

Assim, pode-se inferir que os termos x1x2, x12 e x22 na equação de ajuste têm um impacto relativamente pequeno no valor de y.
Usando a fórmula de ajuste para testar os dados experimentais nas velocidades de 40cm/min e 45cm/min, e inserindo os valores atuais dos fios dianteiro e traseiro para obter o valor de y, os valores calculados de y e a largura real da solda apresentam um erro bastante uniforme.
A relação entre a largura da solda e a corrente da soldagem de fio duplo pode ser obtida a partir da fórmula (2), conforme mostra a figura 4.
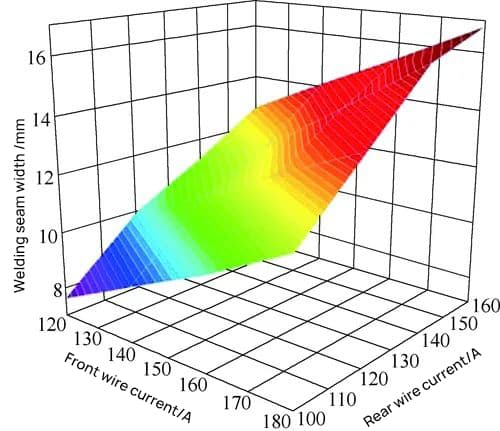
De acordo com a fórmula (2), a largura da solda está positivamente correlacionada com a corrente dos fios dianteiro e traseiro, e se aproxima de uma relação linear, sendo maior o efeito da corrente do fio traseiro. No processo de soldagem real, o fio frontal tem um efeito de pré-aquecimento no fio traseiro, enquanto o fio traseiro tem um efeito significativo na poça de fusão.
A poça fundida é influenciada pela força do arco do arame traseiro e pelo calor contínuo, o que aumenta a tendência do fluxo do líquido metálico na poça fundida e, em última análise, leva a um aumento na largura da solda.
Quando as correntes de soldagem da superfície de fio duplo são 140A e 120A, e a velocidade de soldagem é 30cm/min, a largura da solda é 10,73mm, a altura é 3,23mm e a profundidade de penetração é 0,82mm. O efeito de superfície é bom, conforme mostrado na figura 5.
Neste momento, o tamanho da superfície de fio duplo é semelhante ao da superfície de fio único, e a profundidade de penetração da superfície de fio duplo é menor. A zona afetada pelo calor é reduzida, o grau de reação com o metal base é reduzido e a taxa de diluição diminui, o que é benéfico para melhorar a qualidade do revestimento.
A velocidade de soldagem é aumentada em mais de 50% em comparação com a superfície tradicional de fio único, melhorando significativamente a eficiência da produção.

Teste e análise de microestrutura:
Para as amostras de revestimento de fio duplo e de fio único, uma amostra de revestimento de 20 mm × 10 mm × 10 mm foi obtida por corte e seu desempenho foi testado e analisado. Os parâmetros de soldagem são mostrados na Tabela 5.
Tabela 5 Principais parâmetros de soldagem dos corpos de prova
| Projeto | Corrente de soldagem I A |
Tensão do arco 4 |
Velocidade de soldagem (cm/min) |
| Teste de soldagem com fio duplo 1 | 120 (frente) 100 (traseira) |
20,4 (frente) 20,9 (traseira) |
30 |
| Teste de soldagem com fio duplo 2 | 120 (frente) 120 (traseira) |
20,4 (frente) 21,2 (traseira) |
30 |
| Teste de soldagem de fio duplo 3 | 140 (frente) 120 (traseira) |
21,3 (frente) 21,2 (traseira) |
30 |
| Amostra de soldagem de fio único | 164 | 19,8 | 18 |
Teste de microdureza
Um testador de microdureza de imagem tipo 600HVS-1000AVT da China foi usado para realizar testes de microdureza nas amostras. O penetrador Vickers era em forma de pirâmide de quatro lados. A carga foi de 300g (2,94N) e 100g (98N), e o tempo de espera foi de 15s.
As amostras de soldagem de fio duplo e de fio único foram medidas ao longo da linha de fusão, partindo da superfície da solda como ponto inicial de medição, com intervalo de 1 mm para medição de pontos.
Múltiplas medições foram feitas em cada ponto de medição e o valor médio foi obtido, resultando em uma curva de distribuição de microdureza média transversal (ver Figura 6).
Na Figura 6, pode-se observar que na posição da superfície da solda, os valores de dureza das amostras de soldagem de fio duplo e de fio único são semelhantes.
Da superfície do cordão de solda a uma distância de 3 mm da superfície do cordão de solda, o valor de dureza da amostra de soldagem de fio duplo permanece basicamente inalterado, com o valor de dureza da amostra de soldagem de fio duplo 2 aumentando ligeiramente, enquanto o valor de dureza de a amostra de soldagem de fio único cai gradualmente.
A uma distância de 3-5 mm da superfície do cordão de solda, os valores de dureza das amostras de soldagem de fio duplo e de fio único diminuem rapidamente até se aproximarem da dureza da matriz (140HV0,2).
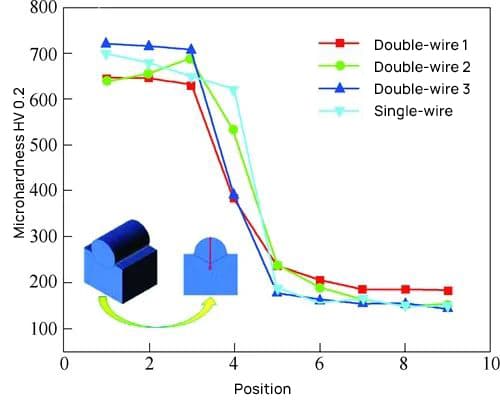
A partir dos testes de microdureza, pode-se observar que a dureza superficial da camada de revestimento da amostra de soldagem de fio duplo está acima de 700HV0,2, atendendo aos requisitos de dureza das aplicações de revestimento reais.
Durante a superfície de fio único e a superfície de fio duplo, os elementos de liga da camada de superfície se difundem em direção ao metal base, e quanto mais próxima a camada de superfície estiver do metal base, mais óbvia será a diminuição da dureza.
A partir da curva de distribuição de dureza, pode-se inferir que durante o revestimento de fio único, o processo de difusão é relativamente estável e o valor da dureza é significativamente afetado pela distância.
À medida que a camada de revestimento se aproxima do metal base, o valor da dureza diminui gradualmente.
No revestimento de fio duplo, o uso de campos de temperatura e ciclos térmicos na soldagem de fio duplo melhora o processo de difusão do elemento, otimiza a estrutura e as propriedades da camada de revestimento e dentro de uma certa faixa de distância da superfície da camada de revestimento, o valor da dureza permanece basicamente inalterado.
Testes de desempenho de atrito e desgaste
A amostra de revestimento de fio duplo e a amostra de revestimento de fio único foram submetidas a testes de desgaste por deslizamento a seco sob as mesmas condições ambientais (temperatura: 28-30°C, umidade: 60%) na máquina de bola sobre disco HT 1000.
Uma esfera de Si3N4 com diâmetro de 4mm foi selecionada para o teste, e a carga foi fixada em 10N, a velocidade de deslizamento foi fixada em 59mm/s e o tempo de desgaste foi de 30 minutos. A quantidade de desgaste foi medida usando uma balança de precisão FA2104.
Observando o processo de teste, descobriu-se que sob cargas menores e velocidades mais baixas, a amostra 2 de soldagem de fio duplo sofreu um curto período de desgaste leve combinando desgaste abrasivo e deformação plástica, mas estabilizou após cerca de 1 minuto.
A tendência da curva do coeficiente de atrito mudou de forma semelhante à amostra de soldagem de fio único. O coeficiente de atrito da amostra de soldagem de fio duplo 1 flutuou muito, e a amostra de soldagem de fio duplo 3 entrou no estágio de estado estacionário de fricção após um longo período de tempo.
O coeficiente de atrito da amostra de soldagem de fio único foi o menor, flutuando em torno de 0,4, e o coeficiente de atrito da soldagem de fio duplo foi de 0,6-0,8.
Devido à baixa temperatura da amostra, não foi observado desgaste de fusão em nenhuma das amostras. Os resultados dos testes de desempenho de atrito e desgaste são mostrados na Figura 7.
Na Figura 7b, pode-se observar que a amostra de soldagem de fio duplo tem perda por atrito extremamente pequena, enquanto a perda por atrito da amostra de soldagem de fio único é de aproximadamente 1,5g.
Os resultados dos testes de desempenho de atrito e desgaste indicam que, em comparação com a superfície de fio único, a superfície de fio duplo resulta em um aumento no coeficiente de atrito e uma diminuição na quantidade de desgaste.
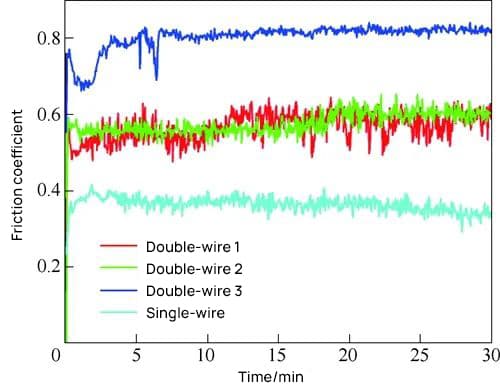
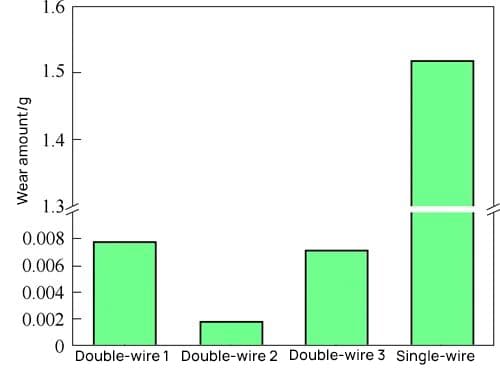
Figura 7: Resultados dos testes de desempenho de atrito e desgaste das amostras.
Teste de desempenho estrutural de superfície de desgaste
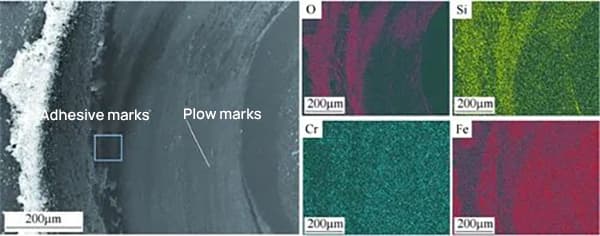
O desgaste do material é um processo complexo. Para confirmar o motivo da perda de quantidade de desgaste, a morfologia e a análise dos componentes da superfície desgastada da amostra de soldagem depositada com fio duplo e da amostra de soldagem depositada com fio único após o teste de fricção foram realizadas usando microscópio eletrônico de varredura ZeissSigma (SEM) e Espectroscopia de energia dispersiva Smartedx (EDS).
As imagens SEM e EDS da superfície desgastada da amostra de soldagem depositada com fio duplo e da amostra de soldagem depositada com fio único após o teste de fricção são mostradas na Figura 8.
Pode-se observar na Figura 8 que a superfície da amostra de soldagem de fio duplo 1 é composta principalmente por marcas de arado rasas e finas com uma pequena quantidade de marcas de adesão.
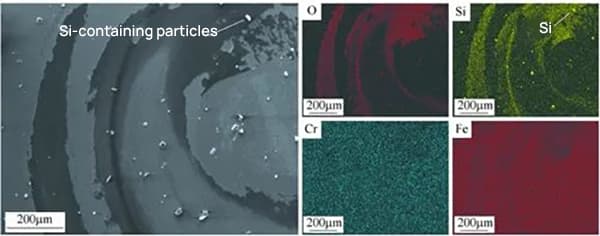
Neste momento, o desgaste é principalmente abrasivo. A área adesiva da superfície da amostra de soldagem de fio único aumenta e há muitas partículas brancas.
Através da comparação e análise de EDS, é determinado que as partículas brancas são principalmente compostos contendo elementos de Si. O composto de silício se deve principalmente à alta dureza do par de contrafricção no processo de desgaste por fricção a seco.
As partículas de desgaste fixadas na superfície da amostra, neste momento, o desgaste é principalmente desgaste abrasivo e desgaste adesivo.
Infere-se que os cristais metálicos que formam compostos de silício durante a deposição de fio único apresentam propriedades antiadesivas pobres, o que aumenta o desgaste adesivo durante o atrito e aumenta o desgaste.
Durante a deposição de fio duplo, a composição e a cristalização dos compostos de silício são melhoradas, o que reduz o desgaste.
Conclusão
Na operação de soldagem, é adotado o método de soldagem por depósito de fio duplo. Ao ajustar os parâmetros de soldagem e controlar o tamanho de formação da camada de depósito, e utilizar o campo de temperatura e as características do ciclo térmico da soldagem de fio duplo, a composição e a cristalização da solda são melhoradas e a taxa de diluição é reduzida.
Isso melhora até certo ponto o desempenho organizacional e a resistência ao desgaste da camada de depósito, e a eficiência da soldagem de depósito é bastante melhorada.
Os resultados deste estudo têm valor de referência para a aplicação de soldagem por depósito em equipamentos de engenharia subterrânea, bem como a aplicação de soldagem de fio duplo na área de soldagem por depósito e fabricação aditiva a arco.







