
O corte a laser envolve o uso de um feixe de laser para aquecer, derreter e vaporizar o material a ser cortado. O material derretido é então soprado com gás de alta pressão para criar um buraco, e o feixe continua a se mover ao longo do material, formando uma costura de corte contínua.
Para a maioria das técnicas de corte térmico, com exceção de alguns casos que podem começar na borda da chapa, é necessário criar um pequeno furo na chapa antes que o corte possa começar. O corte procede então deste pequeno orifício.

Princípio de perfuração a laser
O princípio básico da perfuração a laser é que quando um feixe de laser com uma certa quantidade de energia é direcionado para a superfície de uma placa metálica, uma parte dele é refletida, enquanto o restante da energia é absorvido pelo metal. Isso leva ao derretimento do metal e à formação de uma poça de fusão.
A taxa de absorção do metal fundido da superfície do metal aumenta, permitindo absorver mais energia e acelerar o processo de fusão.
O controle adequado da energia e da pressão do ar pode ser usado para remover o metal fundido da poça fundida e aprofundá-lo continuamente até que o metal seja penetrado.
Em aplicações práticas, a perfuração é geralmente dividida em dois métodos: perfuração por pulso e perfuração por jateamento.
01. Perfuração de pulso
O princípio da perfuração pulsada é usar um laser pulsado com alta potência de pico e baixo ciclo de trabalho para irradiar a placa a ser cortada, derretendo ou vaporizando uma pequena quantidade de material, que é então descarregada do furo através da ação conjunta de batimento contínuo e gás auxiliar, penetrando passo a passo na placa.
O tempo de irradiação do laser é intermitente e a energia média utilizada é relativamente baixa, resultando em menor absorção de calor pelos materiais processados. Como resultado, há menos calor residual e resíduos ao redor da perfuração, e o furo passante é pequeno e regular, com impacto mínimo no corte inicial.
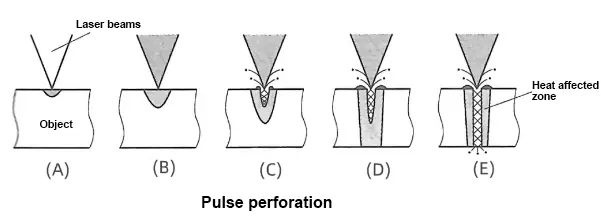
O processo é mostrado na figura a seguir: após o feixe de laser irradiar a peça, a superfície do material é primeiro aquecida (conforme mostrado em A). Com o aprofundamento gradual do aquecimento, ocorre a perfuração (como mostrado em BCD) até que a penetração seja alcançada (conforme mostrado em E).
Todo o processo de perfuração é realizado gradativamente, passo a passo, até que a penetração seja alcançada. Portanto, o tempo de perfuração deste método é relativamente longo. Porém, os furos obtidos são menores e têm menor impacto térmico nas áreas circundantes.
02. Perfuração por jateamento
O princípio da perfuração por jateamento envolve a irradiação do objeto alvo com um feixe de laser de onda contínua de uma determinada energia, fazendo com que ele absorva uma quantidade significativa de energia e derreta, formando assim um poço. Em seguida, com o auxílio de um gás auxiliar, o material fundido é retirado para criar um furo, atingindo assim o objetivo de penetração rápida.
No entanto, devido à irradiação contínua do laser, o diâmetro do furo da perfuração de detonação é relativamente grande e o respingo é severo. Portanto, não é adequado para aplicações de corte que exigem alta precisão.
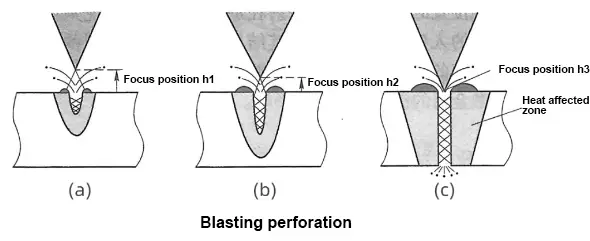
Todo o processo é mostrado na figura acima: ajuste o foco mais alto que a superfície do material e aumente a abertura da perfuração para aquecimento rápido.
Embora este método de perfuração produza uma quantidade considerável de metal fundido que é pulverizado na superfície do material processado, ele pode reduzir significativamente o tempo de perfuração.
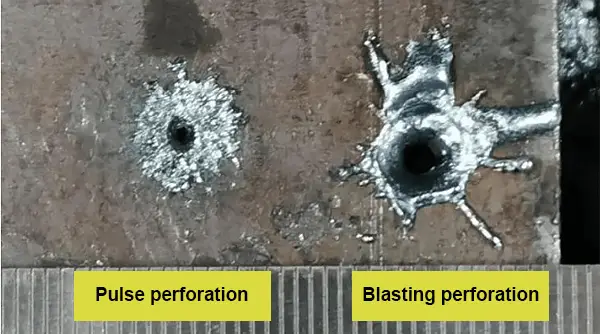
Os efeitos reais dos dois métodos de perfuração são exibidos na figura abaixo.
Na maioria dos casos, a qualidade da perfuração por pulso é superior à da perfuração por jateamento.






