
I. Soldagem por pontos e método de soldagem
O princípio de funcionamento da soldagem a ponto é baseado no efeito térmico da corrente. Na soldagem a ponto, duas peças a serem soldadas são primeiro fixadas pelos eletrodos superior e inferior sob a ação de uma pinça de soldagem ou cilindro de pistola de soldagem.
Então, uma corrente de soldagem (geralmente variando de alguns milhares a dezenas de milhares de amperes) derrete o metal no ponto de soldagem de acordo com a Lei de Joule, Q=0,24I²Rt. Uma vez atingida a temperatura de soldagem, a corrente é cortada. Sob a pressão do eletrodo, o metal fundido esfria e cristaliza para formar uma pepita de solda.
A soldagem a ponto é usada principalmente para soldagem de placas finas, e os estilos de junta geralmente adotam juntas sobrepostas e juntas flangeadas.
Existem muitos tipos de soldagem a ponto. Usamos principalmente dois tipos em nossa oficina de montagem: ponta única dupla face e ponta dupla unilateral.
Ponto único frente e verso
O ponto único dupla face é a forma de soldagem a ponto mais amplamente utilizada. Os exemplos incluem máquinas de solda por pontos suspensas e soldadores por pontos de assento. Sua característica é que apenas um ponto pode ser soldado por vez.
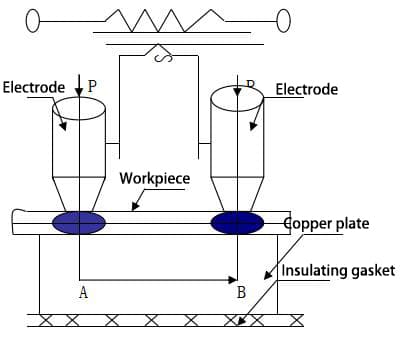
Ponto duplo unilateral
A ponta dupla unilateral é aplicada principalmente na mesma superfície da peça, com um grande pedaço de placa condutora de cobre (bloco) com excelente condutividade do outro lado.
As duas extremidades do fio secundário do transformador de soldagem são conectadas aos eletrodos e a peça de trabalho é pressionada entre o eletrodo e a almofada de cobre.
Portanto, materiais isolantes devem ser usados para separar o bloco de eletrodos do suporte do bloco elétrico ao montar vários blocos de eletrodos de máquinas de solda por pontos. Durante a manutenção, a almofada isolante original deve ser instalada para evitar desvios durante a soldagem.
A relação acima pode ser expressa usando uma equação de equilíbrio:
Q = Qeficaz +Qperda = Q1 + Q2 + Q3 + Qeficaz
O tamanho do calor efetivo depende do volume, temperatura e propriedades físicas térmicas da área de soldagem ou metal. Quando o volume do material metálico na área de soldagem é fixo, ele não tem relação com o tempo de aquecimento. No entanto, a perda de calor Qperda está relacionado com a duração do tempo de aquecimento, quanto maior o tempo, maior Qperda.
Peficaz está intimamente relacionado ao volume, temperatura e propriedades físicas térmicas do metal na área de soldagem. Quanto mais espessa for a peça, maior será o volume do metal na área de soldagem e, portanto, mais calor será necessário durante a soldagem a ponto.
Pperda também está relacionado ao volume do metal, às propriedades físicas térmicas do material metálico e à temperatura do meio circundante.
Quando o tamanho da peça de soldagem é maior, a condutividade térmica do metal é melhor, a temperatura do meio circundante é mais baixa e o tempo de soldagem é maior, então Qperda também é mais. Isto significa que alguns metais coloridos com boa condutividade térmica são mais difíceis de soldar por pontos do que o aço de baixo carbono.
Além disso, Qperda aumenta com o tempo, portanto, durante a soldagem, sob a premissa de que a potência da máquina de solda é suficiente para garantir a qualidade da soldagem, tente usar tempos de soldagem mais curtos e correntes de soldagem maiores.
A relação entre a temperatura de aquecimento da área de soldagem e o tempo de aquecimento é que por mais potente que seja a máquina de solda, à medida que o tempo de aquecimento aumenta, a temperatura no início da área de soldagem aumenta rapidamente e finalmente tende a um valor constante.
Isto ocorre porque à medida que o tempo de aquecimento se prolonga, embora o calor libertado pelo eléctrodo esteja a aumentar, o calor conduzido para o metal frio circundante, o eléctrodo, e o calor perdido para o meio circundante também aumentam.
Por fim, o calor liberado pela resistência por unidade de tempo e a perda de calor são iguais, atingindo um estado equilibrado, de modo que a temperatura de trabalho também atinge um valor estável.
Portanto, para obter pontos de solda de alta qualidade, você não pode usar indefinidamente o método de prolongar o tempo de soldagem para reduzir a eficiência térmica para atingir o tempo de soldagem, a temperatura da área a ser soldada na peça nunca atingirá a soldagem temperatura.
V. Especificação dos parâmetros de soldagem por pontos e seu impacto na qualidade da soldagem:
A especificação da soldagem a ponto envolve uma gama de parâmetros intimamente relacionados à qualidade da soldagem para garantir uma boa qualidade de soldagem durante o processo de soldagem a ponto. As principais especificações dos parâmetros do processo durante a soldagem a ponto incluem corrente de soldagem, tempo de soldagem, pressão do eletrodo e diâmetro da face de trabalho do eletrodo.
A especificação dos parâmetros de soldagem a ponto tem uma relação muito importante com a qualidade da soldagem a ponto. Portanto, é necessário analisar cuidadosamente a relação entre a especificação dos parâmetros de soldagem a ponto e a qualidade da soldagem a ponto.
1. Corrente de soldagem e tempo de soldagem:
Durante a soldagem a ponto, o calor gerado pela resistência na área de soldagem é:
Q=0,24I_solda²•R•tsoldar (cal)
Onde:
- R— A soma da resistência da peça Rpedaço e resistência de contato Rtocarem ohms.
- EUsoldar— Corrente de soldagem, em amperes.
- tsoldar— Tempo de soldagem, em segundos.
Durante a soldagem a ponto, se a pressão do eletrodo Ppólo, o diâmetro da superfície de contato entre o eletrodo e a peça de trabalho, o material da peça de trabalho, a espessura e a qualidade da superfície permanecem inalterados, então a resistência R permanece basicamente inalterada. O calor gerado pela resistência da equação acima está relacionado à corrente Isoldar e tempo tsoldar. À medida que a corrente de soldagem e o tempo de soldagem aumentam, mais e mais calor é gerado no local de soldagem, especialmente o efeito da corrente é maior.
Durante a soldagem a ponto, o tamanho do núcleo de soldagem formado está relacionado ao calor liberado pela resistência, portantosoldar e Tsoldar afetam diretamente a resistência do ponto durante a soldagem a ponto. A curva mostrada no gráfico representa a espessura

Quando chapas de aço baixo carbono em milímetros são soldadas por ponto, existe uma relação entre a resistência à tração do ponto de solda (PB) e o tempo de soldagem























































