
Endurecimento de superfície ou endurecimento de caixa:
O processo pelo qual a superfície de um objeto ou peça pode ser endurecida e deixar o interior como está é denominado processo de endurecimento de superfície ou case hardening. Em muitas aplicações de engenharia, é necessário que o aço utilizado tenha uma superfície dura para que possa resistir ao desgaste. Ao mesmo tempo, deve ter um interior macio e resistente para que o aço seja capaz de absorver quaisquer choques, impactos, etc. Isso só é possível quando a superfície é dura enquanto o resto ou o interior do metal permanece macio e dúctil. Este tipo de tratamento é denominado endurecimento superficial ou endurecimento superficial e é aplicado em engrenagens, rolamentos de esferas, rodas ferroviárias, etc.
Veja também: Introdução ao tratamento térmico e objetivos dos tratamentos térmicos
Processo de cementação:
O processo de indução de carbono adicional aos aços de baixo carbono, a fim de proporcionar-lhes uma superfície dura, é conhecido como cementação. A superfície é endurecida apenas até uma certa profundidade usando qualquer um dos itens abaixo:
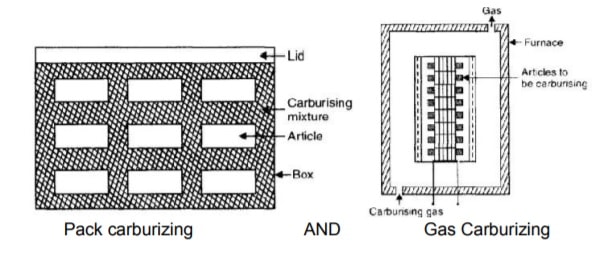 pack cementação e cementação a gás
pack cementação e cementação a gási) Cementação em bloco ou sólida:
O artigo a ser cementado é colocado em uma caixa de cementação e rodeado por materiais carbonáceos sólidos – geralmente uma mistura de carvão, couro, chifre e carbonato de bário como catalisador. As caixas são seladas com argila para excluir o ar e são colocadas num forno ou fornalha onde são aquecidas a uma temperatura entre 900-950°C durante vários dias, dependendo da extensão da acção de cementação desejada. Desta forma, o carbono do composto de cementação penetra ou se difunde na superfície do aço quente. Após a cementação, o aço é reaquecido a uma temperatura logo acima do seu ponto crítico, seguido de têmpera em água, salmoura ou óleo. Isso endurece a pele e ao mesmo tempo refina o núcleo. Este aço também recebe um segundo tratamento térmico em uma faixa de temperatura mais baixa, ou seja, 750-770°C, a fim de melhorar a ductilidade e a resistência ao impacto do núcleo e da caixa.
ii) Cementação Líquida:
Os artigos a serem cementados são aquecidos num recipiente cheio com um sal fundido, tal como carbonato de sódio. Se apenas partes selecionadas dos componentes forem
carburado, então as porções restantes são cobertas por revestimento de cobre.
Vantagens:
(a) Pouca deformação do artigo.
(b) Processo de economia de tempo.
(c) Maior profundidade de penetração possível.
(d) A cementação seletiva é possível se necessário.
(e) Facilidade de cementação de uma gama mais ampla de produtos
(f) Aquecimento uniforme
(g) As peças saem do banho com acabamento limpo e brilhante. Não há escala como no endurecimento do pacote.
iii) Carburação a Gás:
Na cementação a gás, o artigo é aquecido e rodeado por um gás hidrocarboneto (como metano, etano, monóxido de carbono, etc.) no forno.







