Ao fixar peças de bucha grandes e de paredes finas, pode ocorrer facilmente deformação, afetando a precisão das peças.
1. Problemas
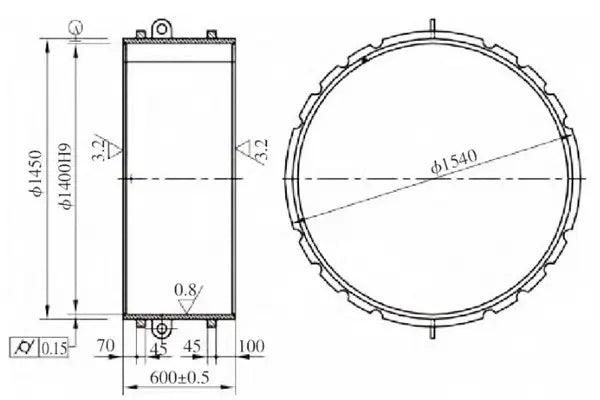
Peças grandes e de paredes finas são facilmente deformadas e não são apenas difíceis de usinar, mas também podem deformar se o dispositivo de fixação for instalado incorretamente. A precisão também é muito alta. A Figura 1 mostra apenas a superfície do cilindro como exemplo. O furo da peça é de aproximadamente 1400 mm, o círculo externo é de aproximadamente 1450 mm e a altura da peça é de 600 mm. O círculo externo consiste em dois pneus na parte superior e inferior, a espessura é de 45 mm e a largura é de 45 mm. As peças com furo interno devem ser usinadas em torno vertical CNC CK5235 × 20/32. Depois de liberar o dispositivo de fixação, a peça é elevada até o local de montagem para garantir a precisão necessária.
Primeiro, usamos o método de fixação onde os grampos eram pressionados na peça. Após o processamento, as pinças foram liberadas e colocadas na plataforma. A peça foi verificada com um micrômetro interno. O resultado do teste foi que a precisão dimensional da peça estava bem fora da tolerância.
Para analisar o motivo da sobreprecisão, o método de fixação foi testado. O método de teste é o seguinte: Após a conclusão do processamento da peça, enquanto a precisão de fixação da peça permanece inalterada, verifica-se que a circularidade em quaisquer 4 ou 8 pontos é a mesma. Os pontos correspondentes são divididos em 3 locais superior, médio e inferior para medir com o micrômetro interno, marcar os pontos de medição e registrar o valor medido. A peça de trabalho é alinhada de acordo com a marcação do ponto de medição e a posição da marcação é medida. Após um certo tempo, a peça é alinhada e registrada de acordo com a marcação do ponto de medição. A peça de trabalho é então liberada, medida e registrada novamente de acordo com a marcação do ponto de teste clínico. Após vários testes, descobriu-se que a deformação máxima de um único ponto deste método de fixação da peça foi de 0,23–0,33 mm.

Figura.1 Corpo do cilindro
2. Análise de princípios e medidas de melhoria
De acordo com a fórmula de tensão σ=F/A=Eε, ε=△l/l; σ=F/A=Eε, ε=△l/l; ε = △ l/l; ε = △ l/l; ε = △ eu/eu.
△l é a deformação na direção da força. Da fórmula acima pode ser derivado o seguinte: △Eε=E-△l/l=F/A, △l=(F/A).(l/E); △l=(F/A).(l/E); △l=(F/A).(l/E); △l=(F/A).(l/E); △l=(F/A).(l/E).
Reduza o valor de △l, ou seja, H. reduzir a deformação da peça de trabalho.
Existem soluções adequadas para controlar e reduzir eficazmente a deformação causada pela fixação da peça durante o processo de usinagem.
1) Reduza a força aplicada. Nos demais casos a situação é a mesma, F é reduzido, △l é menor, ou seja, a deformação gerada pela peça é menor. As medidas são as seguintes:
- (1) Como não é fácil controlar com precisão a força aplicada, a fim de facilitar o controle da magnitude da força, a força de fixação é convertida em um método visualizado para controlar a magnitude da força aplicada F exibindo uma exibição percentual em a direção da força aplicada para ver a magnitude da deformação causada pela fixação. A leitura percentual é usada para determinar se a força aplicada atende aos requisitos. Observe que a força aplicada não deve ser muito baixa, caso contrário a peça de trabalho será projetada, causando perigo.
- (2) Uma chave dinamométrica pode ser usada para testar a magnitude da força aplicada. Ao controlar a chave dinamométrica, experimentos podem ser realizados para determinar a fixação para atingir a deformação de fixação de 0,02 mm do valor da chave dinamométrica. Dependendo do valor desta chave dinamométrica, a fixação de outras peças pode economizar tempo.
- (3) Aplique a força na direção oposta para reduzir a força no ponto de força. Como mostrado na Fig. 2, aumentando a força reversa F2o efeito da força total F na peça é reduzido.
- (4) O uso de um pneu como B. a ferramenta de fixação do cilindro na Figura 3 (pode ser aplicada em furos internos grandes e de paredes finas e na usinagem de curvas externas).
Os furos de fixação no parafuso dependem do diâmetro do parafuso, da fixação e do impacto direto na peça de trabalho, com a força máxima de ponto único sendo fixada em uma faixa relativamente estreita. Quanto maior o diâmetro do parafuso, maior será a força. Portanto, aumentar o número de pontos de fixação reduz o diâmetro do parafuso de fixação para reduzir o F.Ponto finale garantir que o valor total da força de fixação F atenda aos requisitos para garantir que a peça não se mova durante o processo de rotação para atingir o objetivo de reduzir a deformação.

Figura 2 Diagrama de análise de força

Fig.3 Fixação do cilindro
2) Aumente a área de contato S ou a área da seção transversal da peça para reduzir a pressão gerada pelo contato na peça e a deformação de toda a peça. As medidas são as seguintes:
- (1) Torno de precisão com superfície de fixação da peça, torno vertical com mesa autorotativa, torno horizontal com disco autorotativo, para garantir um bom contato da superfície de fixação da peça, aumentar a área de contato da superfície de contato e reduzir a deformação da peça de trabalho.
- (2) Aumente a área de contato das almofadas de fixação (ou elevadores). Tente usar um macaco plano ou aumentar a largura das almofadas de fixação para aumentar a área de contato e reduzir a deformação da peça.
- (3) Através do uso de pneus flangeados e outras ferramentas, a pressão geral da ferramenta no anel da peça de trabalho é ajustada para garantir que todo o anel da ferramenta e a peça de trabalho entrem em contato com a faixa do anel, o que pode aumentar significativamente a área de contato com a peça de trabalho. E o método de fixação é alterado para um aro de fixação para garantir que a deformação da peça seja ainda mais reduzida.
- (4) Durante a construção, é possível engrossar as peças ou aumentar a seção transversal da peça fixando as peças na estrutura. O espessamento local da seção transversal da peça reduz as tensões internas na peça, garantindo a precisão da usinagem das peças.
- (5) Reduza o momento aplicado l. Ao fixar, coloque as peças o mais próximo possível da raiz do anel de fixação para não só aumentar a área de contato da fixação, mas também reduzir o momento aplicado à fixação e usinagem, reduzindo assim a deformação das peças.
- (6) Porque nos materiais de processamento comumente usados (metais ferrosos, etc.), Epuxar Terreno EPressãoportanto, se possível, use toda a pressão da peça para fixá-la, ou seja, o proverbial “macaco de coluna”. Este método de fixação pode reduzir significativamente os efeitos da deformação de fixação na peça de trabalho.
- (7) A peça de trabalho pode ser fixada com as mandíbulas e a placa de pressão ao mesmo tempo. Ou seja, ao aplicar uma força de deformação reversa, a quantidade total de deformação no caminho para a fixação é controlada, FconectadoFPressão ao mesmo tempo na peça de trabalho, devido à deformação dos dois métodos de fixação opostos, então △lno total = │△euconectado – △lPressão│. Por dois tipos de deslocamento de deformação, △l pode ser feitono total redução, mas △lconectado e △lPressão Não existe relação multiplicadora, ou seja, nenhuma deformação pode ser maior ou igual ao dobro da deformação de outra deformação. Caso contrário, é melhor usar algum tipo de método de fixação forçada.







