Funções e Faixas de Trabalho
A prensa dobradeira eletro-hidráulica servonumérica com controle numérico é conhecida por sua alta eficiência e precisão na dobra de chapas metálicas.
O tamanho da ranhura em V na matriz inferior deve ser ajustado de acordo com a espessura da chapa. Normalmente é maior que 8 vezes a espessura da folha.
Usando diferentes tipos de matrizes superiores e inferiores, uma ampla variedade de peças pode ser dobrada.
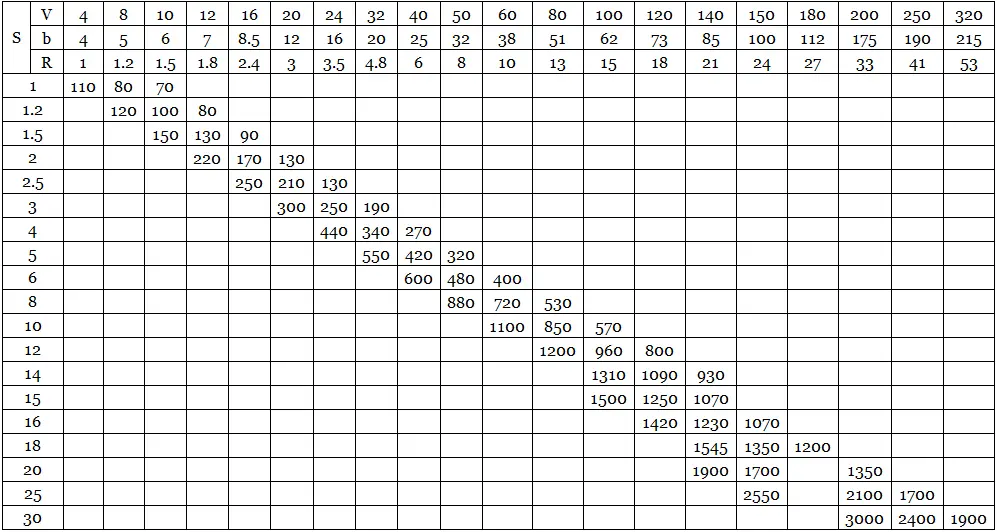
Para obter a força de dobra desejada, consulte a tabela de dobra de chapa metálica no corpo da máquina dobradeira ou use a fórmula de dobra para calculá-la.
Uma passagem do controle deslizante resulta em uma dobra na folha, e formas complexas podem ser obtidas dobrando a peça de trabalho várias vezes.
A Prensa Prensa Hidráulica é construída com chapas de aço, proporcionando a resistência e rigidez necessárias.
Seu acionamento hidráulico evita que a máquina sofra graves acidentes de sobrecarga, mesmo com alterações na espessura da chapa ou seleção incorreta da matriz inferior.
Além disso, esta prensa dobradeira é conhecida por sua estabilidade durante a operação, facilidade de uso e recursos de segurança confiáveis.
A conexão à matriz superior inclui um dispositivo de compensação, que compensa qualquer deflexão da mesa de trabalho e do cursor durante a dobra, garantindo alta precisão.
É equipado com controle elétrico hidráulico e cursos deslizantes ajustáveis, tornando-o conveniente para fins de teste e ajuste.
Esta máquina dobradeira é avançada em tecnologia e confiável em desempenho, tornando-a uma ferramenta de modelagem ideal.
É amplamente utilizado nas indústrias de aviões, automóveis, construção naval e máquinas devido à sua alta eficiência de produção.
Içamento e Instalação
Elevação
Devido ao seu alto centro de gravidade, o freio de curvatura é pesado na frente e leve na traseira. Portanto, deve-se tomar cuidado para garantir a estabilidade da máquina e evitar que ela tombe.
Para manter a consistência, as cordas de seda devem ser utilizadas num ângulo de incidência estreito.

Figura 1
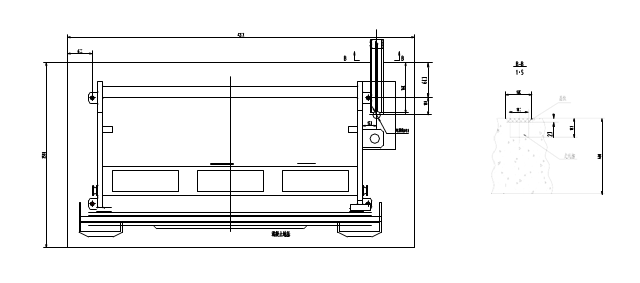
Figura 2
Limpar
Antes de operar a prensa dobradeira hidráulica, você deve se livrar do óleo protetor contra ferrugem nas seguintes peças móveis.
- —A superfície do poste do pistão
- —Superfície do trilho guia raster deslizante
- —A superfície do trilho guia, eixo, apoiando no medidor de cozimento
- —A superfície do trilho-guia deslizante
- —A superfície da mesa de trabalho e do conjunto de moldes
Nota: Permitir o uso de gasolina e óleo de carvão para limpeza, proibir o uso de solventes.
Nivelamento
Observação: A máquina deve ser colocada em uma superfície nivelada antes de realizar ajustes de precisão. Certifique-se de que todas as peças da máquina, incluindo componentes elétricos, estejam conectadas corretamente antes de continuar.
O processo é como se segue:
- Coloque o bloco deslizante no ponto morto superior.
- Coloque um gradiente (precisão de ±0,05 mm/m) em ambos os lados dos blocos deslizantes.
- Ajuste o nível vertical.
- Ajuste o nível horizontal colocando um gradiente (precisão de ±0,05 mm/m) no centro da mesa de trabalho.
E em todo esse processo, o parafuso inferior deve estar bem conectado.
Nota: O nível deve ser verificado e ajustado novamente após 30-50 horas de uso.
As conexões elétricas
Após conectar o interruptor principal (fases de alimentação: R, S, T, PE), verifique a orientação da bomba hidráulica realizando um breve teste de partida. Se a orientação estiver incorreta, desligue imediatamente a energia e troque as duas linhas de fase (consulte a seta direcional da bomba hidráulica).
A entrada do cabo pode estar localizada na parte inferior da caixa elétrica.
Observação:
(1) Certifique-se de que as tensões sejam consistentes.
(2) Recomenda-se que um eletricista treinado ou alguém que conheça o manual realize a conexão elétrica da máquina.
Teoria de trabalho
A prensa dobradeira servo eletro-hidráulica integra tecnologia numérica, servo e sistemas hidráulicos. O movimento da válvula de controle faz com que a viga superior se mova para cima e para baixo periodicamente, sendo a medição do movimento feita pelos rasters em ambos os lados da máquina.
O DNC controla a abertura e o fechamento das duas válvulas nos cilindros de óleo esquerdo e direito. Se necessário, o servo pode realocar o fluxo no cilindro de óleo, fazendo com que a viga superior se mova verticalmente. A medição do movimento é determinada pela nova contagem de pulsos. (Figura 3)
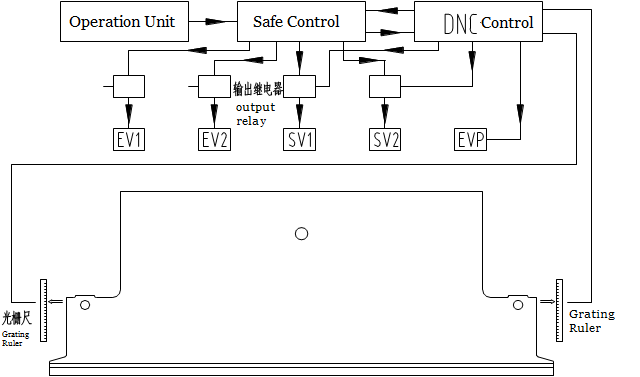
Figura 3
O sinal do controlador DNC é transmitido à servoválvula, que o converte em um sinal de pressão hidráulica e controla o movimento da válvula. Cada cilindro do sistema hidráulico possui seu próprio circuito de controle independente, que inclui a servoválvula e a válvula de enchimento.
Eixo traseiro
A definição de eixo
O DNC controla os seguintes eixos:
- O cilindro de óleo esquerdo do bloco deslizante é o eixo Y1.
- O cilindro de óleo direito do bloco deslizante é o eixo Y2.
- A mesa de coroamento inferior é o eixo V.
- O movimento do medidor traseiro, tanto para frente quanto para trás, é o eixo X.
- O movimento do medidor traseiro, para cima e para baixo, é o eixo R.
Nota: A posição do bloco deslizante pode ser programada usando a equação do valor absoluto e o tamanho do ângulo.
Ajustes manuais ou controle do controlador podem ser aplicados aos eixos Z1, Z2, R1 e R2.
A posição e o caráter de cada eixo
| Eixo | Posição zero | Valor numérico real |
|---|---|---|
| Y1 bloco deslizante esquerdo (para cima ou
(Para cima ou para baixo) |
Superfície da mesa de trabalho | Distância entre a superfície da mesa de trabalho e o molde do bloco deslizante |
| Bloco deslizante direito Y2(para cima ou
(Para cima ou para baixo) |
Superfície da mesa de trabalho | Distância entre a superfície da mesa de trabalho e o molde do bloco deslizante |
| Medidor traseiro X、X1、X2
〔frente e verso〕 |
O centro da matriz inferior | Distância máxima entre o centro da parte superior
morrer e medidor traseiro |
| Medidor traseiro R、R1、R2
(para cima e para baixo) |
Superfície da mesa de trabalho (e o ponto mais baixo do medidor traseiro) | A distância entre a superfície da mesa de trabalho e o ponto mais baixo do medidor traseiro |
| Z1 à esquerda do medidor traseiro
〔da esquerda para direita〕 |
À esquerda do corpo da máquina | A distância entre o lado esquerdo do corpo da máquina e a extremidade esquerda do medidor traseiro |
| Z2 à direita do medidor traseiro
〔direita para esquerda〕 |
À esquerda do corpo da máquina | A distância entre o lado esquerdo do corpo da máquina e a extremidade esquerda do medidor traseiro |
Observação:
(1) Siga as instruções do manual DNC para programar os eixos.
(2) Os termos “esquerda” e “direita” na tabela referem-se à frente da máquina quando voltada para ela.
Aviso:
(1) O operador deve ter cuidado com a posição do medidor traseiro. Se entrar na área do molde, poderá causar danos à máquina.
(2) Ao ajustar o eixo Z manualmente, faça-o somente pela parte traseira da máquina.
(3) Tome cuidado ao ajustar o medidor traseiro para evitar bater na matriz inferior.
O medidor traseiro é composto por uma viga que se estende de um lado a outro da máquina, sustentada por guias retas e parafusos de avanço com rolamentos de esferas. As guias do medidor traseiro estão localizadas em ambos os lados do corpo da máquina, deixando amplo espaço para movimentação. O eixo X controla o movimento do medidor traseiro através do controle DNC e é acionado por um servo motor.
Pressione as peças hidráulicas do freio
Caixa de óleo de pressão hidráulica
O tanque de óleo de pressão hidráulica é soldado dentro do corpo da máquina. A entrada está localizada dentro do tanque, enquanto o motor, a bomba de óleo, a válvula de alta pressão, a válvula de controle e o sistema eletrônico estão localizados fora. O núcleo de filtragem e o pedestal da válvula são colocados na parte superior e o parafuso de descarga de óleo está localizado na parte inferior do tanque.
Motor elétrico
Motor trifásico de quatro classes
Bomba de óleo
A bomba de engrenagens de alta pressão e o motor principal são conectados por um eixo de acoplamento flexível.
O inalador
O nível de filtração é de 10μm e a pressão máxima é de 400 bar. Se o filtro ficar entupido ou se o óleo precisar ser trocado, o filtro deverá ser substituído.
Válvula servo sincronizada
A servoválvula é montada na parte superior do cilindro de óleo. Seu fluxo é regulado pelo sistema de controle numérico DNC e servo amplificador, permitindo o controle da velocidade do bloco deslizante em toda a sua faixa de deslocamento. A posição e forma de controle são as seguintes:
- Movimento rápido
- Velocidade de flexão
- Ponto morto inferior
- Viagem de volta
- Ponto morto superior
Preencha a válvula
A servoválvula está localizada na parte superior do cilindro de óleo. Quando o controle deslizante se move rapidamente, o óleo flui da caixa de óleo para o cilindro através da válvula de enchimento. A válvula é fechada durante o processo de dobra.
Válvula de pressão
A válvula de pressão está na servoválvula, contrapressão quando o retorno é ajustável.
Salvaguarda
A proteção contra ultrapassagem é controlada pelo DNC. Na inicialização, o DNC verifica o tempo e a pressão do caminho do óleo para ultrapassagem, também conhecido como verificação de vazamento de pressão do óleo.
Parâmetros do sistema NC
Observação:
- 1º, antes de encomendar a máquina-ferramenta, todos os parâmetros devem ser estabelecidos pelo fabricante para garantir a segurança operacional.
- 2º, alterações nos parâmetros da máquina-ferramenta só poderão ser realizadas após obtenção da aprovação do fabricante.
- 3º, se o 2º requisito não for atendido e forem feitas alterações nos parâmetros da máquina-ferramenta, poderá resultar em acidentes com o equipamento.
A seleção da matriz inferior (ver Figura 4)
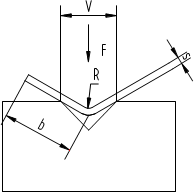
Fig. 4 O mapa de esboço da matriz inferior
F: A força de flexão necessária (KN/m) por metro quando a resistência à tração do material é de 400 N/mm.
Se a resistência à tração do material for 800N/mm, a força de flexão necessária (KN/m) por metro duplica. S: Espessura da placa (mm)
- S: Espessura da placa (mm)
- B: Largura mínima de dobra (mm)
- V: A largura da abertura inferior da matriz (mm) R: O meio diâmetro de dobra (mm)
- R: O raio de curvatura (mm)
- V: largura da matriz inferior V, deve ser determinada de acordo com a espessura do material S e a fórmula geral é: S<3mm V=(6~8) ×S
S<3mm V=(6~8) ×S
S>3mm V=(8~12) ×S
Somente alterando a largura mínima de dobra e o ângulo de dobra a dimensão geral do limite inferior da matriz pode ser determinada cientificamente.
| S | V | F | R | B |
|---|---|---|---|---|
| 0,5 | – | – | – | – |
| – | – | – | – | |
| -8 | -28 | -1 | -4 | |
| 1 | 8 | 110 | 1 | 4 |
| 8 | 80 | 1.2 | 5 | |
| 10 | 70 | 1,5 | 6 | |
| 1.2 | 8 | 120 | 1.2 | 5 |
| 10 | 100 | 1,5 | 6 | |
| 12 | 80 | 1,8 | 7 | |
| 1,5 | 10 | 150 | 1,5 | 6 |
| 12 | 130 | 1,8 | 7 | |
| 16 | 90 | 2.4 | 9,5 | |
| 2 | 12 | 220 | 1,8 | 7 |
| 18 | 170 | 2.4 | 9,5 | |
| 20 | 130 | 3 | 12 | |
| 2,5 | 18 | 250 | 2,5 | 9,5 |
| 20 | 210 | 3 | 12 | |
| 24 | 130 | 3.6 | 15 | |
| 3 | 20 | 300 | 3 | 12 |
| 24 | 250 | 3.6 | 15 | |
| 32 | 190 | 4.8 | 20 | |
| 4 | 24 | 440 | 3.6 | 15 |
| 32 | 340 | 4.8 | 20 | |
| 40 | 270 | 6 | 25 | |
| 5 | 32 | 550 | 4.8 | 20 |
| 40 | 420 | 6 | 25 | |
| 50 | 320 | 7,5 | 32 | |
| 6 | 40 | 600 | 6,5 | 25 |
| 50 | 480 | 8 | 32 | |
| 60 | 400 | 9,5 | 38 | |
| 8 | 50 | 880 | 8 | 32 |
| 60 | 720 | 10 | 38 | |
| 80 | 530 | 12,5 | 51 | |
| 10 | 60 | 1100 | 10 | 38 |
| 80 | 850 | 13 | 51 | |
| 100 | 570 | 16 | 62 | |
| 12 | 80 | 1200 | 13 | 51 |
| 100 | 960 | 16 | 62 | |
| 120 | 800 | 19 | 73 | |
| 14 | 100 | 1310 | 15 | 62 |
| 120 | 1090 | 18 | 73 | |
| 140 | 980 | 21 | 85 | |
| 15 | 100 | 1500 | 15 | 62 |
| 120 | 1250 | 18 | 73 | |
| 140 | 1070 | 21 | 85 | |
| 16 | 120 | 1420 | 18 | 68 |
| 140 | 1230 | 21 | 79 | |
| 160 | 1070 | 24 | 90 | |
| 18 | 140 | 1545 | 21 | 87 |
| 160 | 1350 | 24 | 100 | |
| 180 | 1200 | 27 | 112 | |
| 20 | 140 | 1900 | 25 | 85 |
| 180 | 1700 | 28 | 98 | |
| 200 | 1350 | 38 | 121 | |
| 25 | 180 | 2550 | 28 | 100 |
| 200 | 2100 | 38 | 121 | |
| 250 | 1700 | 41 | 131 | |
| 30 | 200 | 3.000 | 38 | 125 |
| 250 | 2550 | 41 | 131 | |
| 300 | 2100 | 53 | 143 |
Durante o processo de flexão, a força de flexão concentra-se na superfície da mesa de trabalho e atua ao mesmo tempo nas ferramentas. Portanto, a carga que o ferramental pode suportar não deve exceder a sua capacidade.
Por exemplo:
- S=2mm F=150KN (15t/m)
- F=150KN (15t/m)
- B min=10mm R=2mm
- R=2mm
Ao selecionar a matriz inferior, as opções são V12, V16 e V20. Ao escolher o V16, é melhor levar em consideração a espessura da placa.
- F=170KN (17t/m)
- Bmin = 9,5 mm
- R = 2,4 mm
Relativamente falando, o raio não é muito significativo e quando a largura de dobra (b) é maior que o raio de curvatura mínimo, placas de diferentes espessuras podem ser processadas com a mesma matriz inferior.
V16 S = 1,5 mm, 2 mm, 2,5 mm
Nota: Se for uma ferramenta de moldagem, a força de flexão deve ser duas ou três vezes maior.
FP= (2….3)Fb
Você também pode calcular a tonelagem necessária da prensa dobradeira pela Calculadora de força de flexão da prensa dobradeira.
Seleção do punção superior da dobradeira
A seleção da matriz superior também deve ser baseada na força de flexão e a capacidade de carga não deve ser excedida. Além disso, os clientes podem escolher ferramentas especiais, mas devem estar cientes das diferentes capacidades de carga em comparação com as ferramentas padrão.
Nota: O operador deve seguir os princípios de segurança em áreas perigosas da máquina, conforme mostrado nas Figuras 5 e 6.
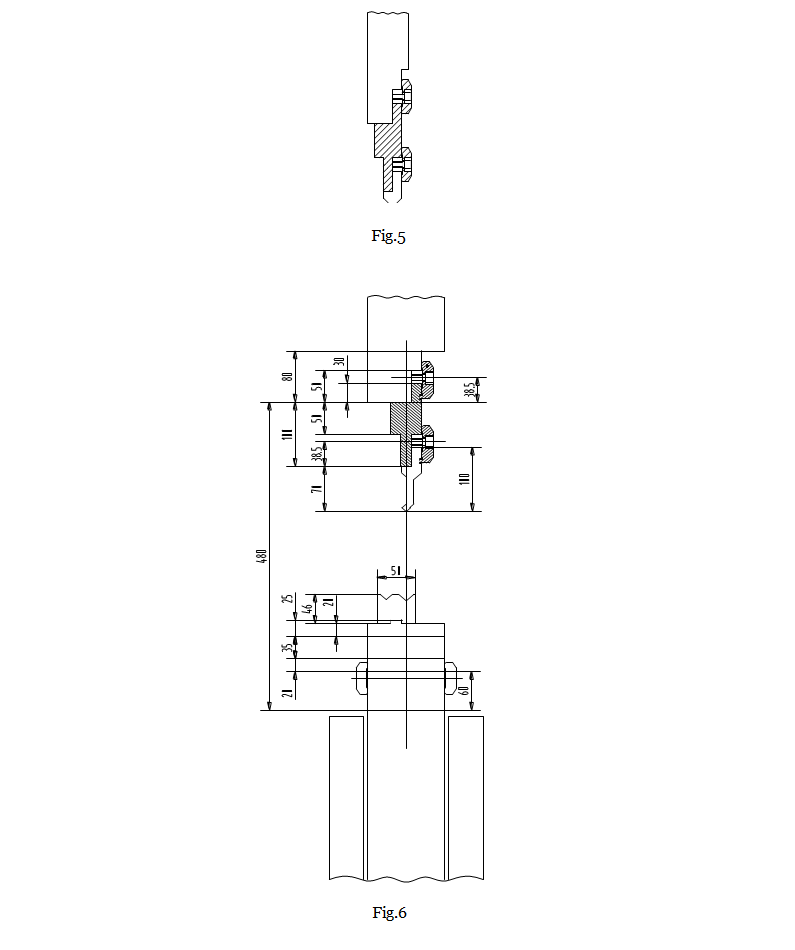
R. É proibido passar pelo ferramental.
B. Para evitar acidentes, antes de instalar as matrizes superior e inferior, o botão de partida deve ser colocado na segunda posição de controle e o botão de acionamento NC deve ser colocado em “parada do eixo”.
- Instale a matriz inferior e ajuste os parafusos de fixação.
- Mova lentamente o bloco deslizante até que a distância entre ele e a matriz inferior seja aproximadamente da espessura da placa.
- Prenda a matriz superior e o pedestal da matriz superior e coloque-os no bloco deslizante. Em seguida, aperte ligeiramente os parafusos de fixação ou feche a parte de fixação.
- Aplique uma pequena quantidade de força para alinhar o molde. Os centros da matriz superior e inferior devem estar em linha reta. Depois que uma borda do molde estiver totalmente conectada, aperte a parte de fixação.
O material da chapa metálica
A tabela abaixo é apenas para referência. Se houver alguma dúvida, consulte o material de processamento.
| Tipo | Resistência à tração Kg/mm2 | |
|---|---|---|
| Alumínio | Rigidez suave | 10,5 |
| Mediano | 13.3 | |
| Alto | 19.6 | |
| Latão | Macio | 32,9 |
| Mennir de alta resistência resiste à corrosão de Constantan | Mediano | 42 |
| Alto | 59,5 | |
| Cobre | Enrolado | 25,9 |
| Alumínio cromado | Macio | 24,5 |
| Tratamento térmico | 38,5 | |
| Ferro | Ferro forjado | 35 |
| Aço | 0,25%c | 46,9 |
| 0,5%c | 66,5 | |
| 0,75%c | 80,5 | |
| 1,0%c | 91 | |
| 1,2%c | 105 | |
| 1# Volume de aço | 52,5 | |
| Aço inoxidável 18-8 | 66,5 | |
Comece
As falhas impossíveis e métodos de resolução
Observação:
Antes de começar, certifique-se de que não causará nenhum dano.
A máquina-ferramenta deve estar em condições seguras e adequadas para funcionar, com todas as medidas de proteção e dispositivos de segurança em vigor.
Evite quaisquer operações perigosas e siga as precauções de segurança.
Se ocorrer uma falha, pare imediatamente a máquina e resolva o problema.
A resolução de falhas deve ser realizada sob a supervisão de um técnico ou especialista qualificado.
Inspecione regularmente o exterior da máquina quanto a danos ou falhas e pare-a se necessário.
O operador deve ler atentamente o manual de operação.
Solução de problemas
| Falha | Razões |
| O mecanismo de imprensa não pode se mover rapidamente | Movimento do trilho-guia danificado, válvula de troca EV1/2 danificada, válvula de controle SV1/2 danificada |
| O motor da prensa não consegue produzir pressão | Troca EV1/2 não funcionou, válvula de enchimento V5/6 aberta, ajuste de pressão danificado, desgaste da bomba |
| O motor da prensa para na posição de parada por 5 a 10 segundos e depois faz um movimento lento | Válvula de enchimento EV5/6 fechada, a posição do óleo está muito baixa no cilindro de óleo |
| A cabeça da prensa move-se ligeiramente para trás primeiro e depois começa lentamente | Válvula única V11/V12 aberta, parâmetros de configuração errados |
| Dobra não correta | Falha na válvula de controle, configuração básica errada, transdutor não ajusta bem ou transdutor danificado. |
| A cabeça da prensa não pode voltar, a cabeça da prensa volta lentamente | Válvula de controle SV1/2 danificada, válvula de troca Ev1/2 não responde, válvula de enchimento presa na posição de fechamento, válvula única EV9/8 na posição de fechamento, válvula de ajuste de pressão EVP danificada, configuração de parâmetro incorreta, movimento do trilho-guia spang, a pressão do curso é muito baixa. |
| A cabeça da prensa parou na posição alta, retrocedeu até 2-3 mm, desceu lentamente e a velocidade não excede 2 mm/min | V7/8 unidirecional aberto, troca de vazamento ou plugue EV1/2 |
Nota: É necessário um indivíduo qualificado para resolver quaisquer falhas potenciais e cumprir os procedimentos de inspeção e manutenção. Durante o período de garantia, notifique o pessoal de manutenção. Se a falha for devido a operação incorreta, o pessoal de manutenção não será responsabilizado.
A manutenção da máquina dobradeira
Observação:
- antes de a máquina funcionar, é importante que as ferramentas correspondam ao programa de controle
Pare a máquina depois de trabalhar
Duas maneiras de parar:
- Parado no centro do ponto morto inferior
—Mova o bloco deslizante para o centro do ponto morto inferior
—Feche o interruptor principal do motor
—Defina a chave de seleção de operação para “0”
—Coloque o interruptor principal em “0”
- Use duas madeiras da mesma altura para parar (usando para período de manutenção)
—Coloque os dois pedaços de madeira na mesa de trabalho
—Gire a chave de “seleção de operação” para “2” (para ajuste)
—Operar no modo “manual”
Depois que a máquina parar, mova o bloco deslizante para baixo manualmente até conectar levemente a madeira.
—Desligue o motor principal
—Mude a chave de seleção de operação para “0”
—Coloque o interruptor principal em “0”
Use o botão de parada de emergência
Ao acionar este botão todos os eixos irão parar e a bomba será desligada, mas o sistema de controle permanecerá ativo. Para reiniciar a máquina:
—Solte o botão de emergência
—Pressione o botão verde “funcionamento do motor principal”. Não há necessidade de reiniciar a máquina-ferramenta.
Revise o bloco deslizante
Em caso de parada, se um lado do bloco deslizante estiver inclinado ou abaixo da posição nivelada, ele poderá ser ajustado manualmente, mas a máquina deverá ser desligada e reiniciada em condições normais.
Nota: Se o bloqueio deslizante não puder ser corrigido ou a função de posicionamento falhar repetidamente, isso pode indicar uma falha no sistema de controle ou no sistema hidráulico.
Pedido de manutenção
O responsável pela manutenção e testes deve ler atentamente o manual de operação e ter ampla experiência.
Recomenda-se que o fabricante desta máquina realize uma verificação.
O operador da máquina deve realizar uma inspeção diária em busca de possíveis vazamentos ou peças soltas.
Se o usuário não conseguir resolver um mau funcionamento, deverá notificar imediatamente o fabricante.
As instruções de manutenção das peças da máquina.
Lista de verificação de manutenção semanal:
- Lubrificação da guia
- Lubrificação do medidor traseiro
- Inspeção do aperto da correia de transmissão
- Verificação do alinhamento paralelo
- Limpeza da placa indicadora
- Inspeção dos componentes da unidade
- Limpeza de moldes e avaliação de danos.
As instruções de manutenção do sistema hidráulico
Reabastecimento de óleo hidráulico:
- Verifique o nível do óleo diariamente quando o bloco deslizante estiver no topo. Observe o medidor de nível de óleo e reabasteça se necessário.
- Se o nível de óleo exceder 10% da capacidade do tanque de óleo, deixe o óleo hidráulico circular em uma direção por um tempo calculado com base na capacidade do tanque de óleo e na frequência da bomba hidráulica.
- Quando o bloco deslizante estiver no ponto morto superior, adicione óleo até o meio do medidor de nível de óleo (visível na parte traseira do tanque de óleo).
T = V/Q* 5
- T —— Tempo de circulação (minutos)
- V—— Cubagem da caixa de óleo (litro)
- Q—— A frequência de circulação da bomba de óleo
Filtro de alta potência
Cronograma de substituição do núcleo do filtro:
- Substitua o núcleo do filtro após 200 horas de operação e, a seguir, a cada 6 meses ou após 1.000 horas de operação, ou quando a luz indicadora amarela “substituir filtro” acender.
- O filtro requer uma classificação de 10 mícrons. Depois de substituir o núcleo, deixe o óleo circular durante pelo menos uma hora conforme descrito acima.
Observação: Se a luz indicadora amarela “substituir filtro” acender, o núcleo deverá ser substituído dentro de 8 horas de operação.
Bitola traseira
Se necessário, a posição zero de todos os eixos da máquina (sem localizador traseiro) deve ser verificada semanalmente ou receber compensação do DNC.
Inspeção do funcionamento da máquina
Itens de inspeção regular:
- Inspeção do sistema de medição da transportadora
- Inspeção de componentes de ajuste de máquina
- Conexão aparafusada e inspeção de trilhos
- Inspeção de transferência de sinal do transdutor
- Inspeção do componente de aperto do bloco deslizante
- Inspeção do componente de acionamento do medidor traseiro
- Inspeção do componente de aperto do medidor traseiro
- Inspeção de ajuste de molde
- Inspeção da espessura de diferentes placas de flexão.
Inspeção de válvulas de retenção
Cronograma de inspeção de válvulas:
As válvulas V7, V8, V9 e V10 devem ser inspecionadas a cada seis meses usando os seguintes procedimentos:
- Mova o bloco deslizante para o ponto morto superior
- Desconecte os pinos unidirecionais EV1 e EV2
- Opere dois interruptores de controle manual
- A válvula de retenção deve evitar que o óleo flua da parte inferior do cilindro de óleo para o tanque de óleo através da servoválvula (com o bloco deslizante no ponto morto superior)
- Se o controle deslizante se mover para baixo, entre em contato com o fabricante para substituir a válvula.
- Mova o bloco deslizante para o ponto morto superior
- Desligue o interruptor
- Opere as válvulas unidirecionais EV1 e EV2 através do pino na tampa da extremidade
- O bloco deslizante deve se mover a uma velocidade de aproximadamente 10 mm/s
- Se o bloco deslizante se mover rapidamente para baixo, substitua a válvula relevante
Nota: As válvulas de retenção mencionadas acima fazem parte do sistema de segurança. Não ligue a máquina-ferramenta antes de substituir quaisquer válvulas potencialmente danificadas.
Inspeção da válvula de ajuste de pressão:
O anel de vedação de segurança da válvula de ajuste de pressão mecânica deve ser inspecionado anualmente.
Nota: Se o ajuste acima não puder ser realizado, quaisquer pedidos de compensação por problemas de qualidade durante o período de garantia serão anulados.
Substituindo o óleo
Cronograma de substituição de óleo hidráulico:
- Substitua o óleo hidráulico a cada três anos ou após 6.000 horas de operação.
- Mova o bloco deslizante para o ponto morto superior e fixe-o no lugar.
- Ajuste o parafuso para drenar o óleo hidráulico.
- Encha o novo óleo hidráulico até o nível médio, com o bloco deslizante no ponto morto superior.
- Antes de reiniciar a máquina, deixe o óleo hidráulico circular durante aproximadamente uma hora.
- Após a circulação, insira um núcleo de filtro de 10 mícrons.
Recomendação de óleo hidráulico e lubrificante
| Fabricante | Óleo hidráulico | Graxa |
|---|---|---|
| ESSO | NUTO H46 | FAROL EP2 |
| CONCHA | TELUS 46 | ALVÂNIA EP2 |
| GOLFO | HARMONIA 46 AW | COROA EP2 |
| PA | ALP 46 | LS2 |
| FEXACO | ÓLEO RANDO 46 | MÚTIFAX EP2 |
| ÓLEO MÓVEL | MÓVEL DTE 25 | MÓVEL LUX EP2 |
Etiquetas de segurança do freio de imprensa
Aqui estão os desenhos:
Etiqueta de advertência 1
Etiqueta de advertência 2
Etiqueta de advertência 3







