Pressione a frenagem
A frenagem da prensa é o processo mecânico de deformação do material em folha apoiado sobre uma matriz fêmea (formato “V”) pela aplicação de força através do punção.
A deformação permanente da peça da chapa ocorre ao longo da linha de contato quando a força excede o limite de escoamento do material.
Existem dois métodos para gerar a força necessária para dobrar o material em folha:
- O método mais comum é por meio de um volante e uma manivela excêntrica movendo uma viga deslizante (aríete). Isso é comumente referido como prensa dobradeira mecânica.
- O método preferido é por força hidráulica ou hidromecânica no aríete da prensa dobradeira. Cilindros hidráulicos, fixados diretamente ao aríete da prensa ou por ligação, convertem a energia do óleo hidráulico pressurizado em força mecânica.
Leitura relacionada: O que é uma prensa dobradeira?
Após o corte, a prensagem é uma das operações mais fáceis realizadas com chapas e envolve basicamente a deformação plástica a frio da chapa.
Um requisito essencial para a flexão é a capacidade de flexão do material, ou seja, a sua capacidade de ser dobrado sem rachar ou quebrar. Esta propriedade requer boa maleabilidade e alongamento, pureza e baixa dureza. O aço macio com baixo percentual de carbono (<0,2%) e o aço de baixa liga (nenhum dos elementos adicionados chega a 5%) apresentam boa dobrabilidade.
Graças à ampla gama de ferramentas padrão para dobradeiras e à configuração muito rápida da máquina, a prensa dobradeira oferece o potencial de obter produtos com diferentes características para atender a diferentes necessidades.
Isto contrasta com a estampagem profunda (por exemplo, de componentes automóveis), que permite a produção de uma gama ilimitada de formas irregulares, mas requer muito tempo e custos elevados para conceber e produzir o molde necessário, sem possibilidade de modificar os resultados. .
A estampagem profunda é, portanto, conveniente para a produção de grandes quantidades, enquanto a prensagem tem um uso muito mais amplo.
A prensagem é realizada colocando uma folha de metal entre uma ferramenta superior e uma inferior (punção e matriz respectivamente); o punção é abaixado em direção à matriz e empurra a chapa para dentro dela, causando sua deformação plástica permanente.
Com a frenagem é possível obter perfis bastante complicados fazendo dobras na sequência correta. A chapa metálica geralmente é movida e posicionada manualmente.
Dobra de Ar
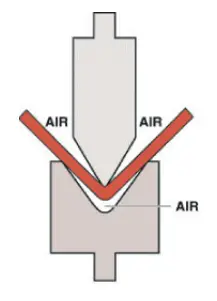
Com a dobra a ar, a chapa é deformada em um contato de três pontos entre o punção e os ressaltos arredondados da matriz. O material em folha não entra em contato com as laterais da matriz ou do punção.
Observação:
Quando a força aplicada é liberada, ocorre um retorno elástico parcial, devido às propriedades elásticas do material.
As matrizes de dobra a ar típicas são configuradas com um ângulo incluído de 85 graus para que a peça possa ser dobrada demais, resultando no retorno elástico aos 90 graus desejados.
Com a dobra a ar, o operador pode formar peças com diferentes ângulos de dobra usando o mesmo conjunto de matrizes para uma determinada espessura de material. Isto é conseguido controlando a penetração do punção na peça de trabalho sobre a matriz.
Matrizes agudas com um ângulo incluído de 60 graus podem ser usadas para dobrar peças de medição de chapa metálica para ângulos incluídos maiores que 60 graus. O ângulo da peça formada é determinado pela profundidade de penetração do punção na matriz.
Os requisitos de tonelagem para flexão a ar são normalmente publicados para aço-carbono com resistência à tração, espessura do material e configuração de abertura da matriz especificadas. Consulte a Figura 2.2-1.
Dobra Inferior
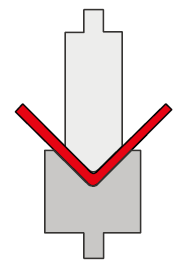
Com a dobra inferior, o punção aplica tonelagem suficiente para que o material da folha se adapte à geometria do conjunto de matrizes. Com este método, a peça formada deverá sofrer pouco ou nenhum retorno elástico.
O ângulo incluído na matriz é normalmente de 90 graus.
Os requisitos típicos de tonelagem para flexão inferior são até quatro vezes maiores do que para flexão a ar.
Embora as variações no ângulo da peça formada sejam diminuídas com a dobra inferior, o conjunto de matrizes é limitado a uma operação de formação de peça em ângulo único.
Cunhando

Com a cunhagem, o punção aplica tonelagem suficiente para que o material da folha se adapte à geometria do conjunto de matrizes e sofra um leve grau de adelgaçamento no ponto de contato. Com este método, a peça formada não deverá sofrer nenhum retorno elástico.
O ângulo incluído na matriz é normalmente de 90 graus.
Os requisitos típicos de tonelagem para cunhagem são quatro a oito vezes maiores do que para dobramento a ar – uma desvantagem devido aos custos associados a prensas dobradeiras de maior capacidade e manutenção de equipamentos e ferramentas.
Embora as variações no ângulo da peça formada sejam diminuídas com a cunhagem, o conjunto de matrizes é limitado a uma operação de formação de peça em ângulo único.







