
1. Introdução
A máquina dobradeira de chapa metálica é um equipamento de processamento de chapa metálica comumente usado que usa uma matriz de dobra universal simples para dobrar peças complexas. Equipado com o equipamento de processamento necessário, ele também pode realizar processos como canal, trefilação superficial, puncionamento e ondulação de tensão.
Esta máquina é conhecida por sua matriz simples, versatilidade, facilidade de ajuste e substituição e capacidade de realizar vários processos de conformação de chapas metálicas.
Como parte da tecnologia de produção moderna, o desenvolvimento e a pesquisa de tecnologia de fabricação de máquinas de precisão são altamente valorizados pelos países desenvolvidos pelo seu impacto na economia. O avanço da tecnologia de usinagem de precisão e ultraprecisão melhorou a precisão e o nível técnico de toda a indústria de fabricação de máquinas, levando à melhoria da qualidade, desempenho e competitividade dos produtos mecânicos.
A crescente demanda por precisão em indústrias relacionadas tornou a melhoria da precisão da dobra uma questão urgente na pesquisa e desenvolvimento de máquinas de dobra. A precisão de uma máquina dobradeira é o principal fator na determinação da qualidade da dobra.
Erros de processamento de chapas metálicas podem impactar negativamente a montagem subsequente, aumentar a necessidade de reparo experimental de matrizes e correção de forma, prolongar os ciclos de desenvolvimento de produtos e limitar o avanço e a aplicação da conformação por flexão incremental, especialmente para peças grandes feitas de placas de aço de alta resistência e alto retorno elástico. .
Portanto, é crucial analisar o mecanismo de erros de processamento em máquinas dobradeiras de chapas metálicas, identificar os principais fatores que afetam a precisão do processamento e propor métodos e medidas eficazes para melhorar a precisão das máquinas dobradeiras. Isso melhorará a competitividade e o valor agregado da dobradeira de chapa metálica no mercado.
Neste artigo, a dobradeira CNC de chapa metálica PBH110-3100 é utilizada como objeto de pesquisa. A teoria da mecânica elástica é usada para estabelecer o modelo de análise do erro de dobra e para analisar o impacto da precisão da fabricação de máquinas-ferramenta na precisão da dobra de chapas metálicas.
1. Definição e padrão nacional de precisão de dobra de placas
De acordo com a norma nacional GB/T 14349-93, a inspeção da precisão de trabalho da dobradeira consiste em dois componentes principais: ângulo de curvatura e retilineidade, conforme descrito na Tabela 1.
Requisitos para peças de teste durante a inspeção de precisão de trabalho:
1) Comprimento da amostra:
- Quando o comprimento da mesa de trabalho é inferior a 2.000 mm, é o comprimento da mesa de trabalho;
- Quando o comprimento da mesa de trabalho> 2.000 mm ~ 3.200 mm, é 2.000 mm;
- Quando o comprimento da mesa de trabalho é superior a 3.200 mm, é 3.000 mm.
2) A largura da amostra não deve ser inferior a 100 mm.
3) Espessura da amostra:
- Força nominal ≤ 1000 kN, é 2mm;
- Força nominal > 1000 ~ 2500 kN, é 3mm;
- Força nominal > 2500 ~ 6300 kN, é 4mm.
4) O material da peça de teste é placa de aço A3 e sua resistência à tração σb ≤ 450 MPa.
Tabela 1 Diagrama de inspeção de precisão de dobra da máquina dobradeira de chapa metálica
| Itens de inspeção | Diagrama | Tolerância | Ferramentas de inspeção | Métodos de inspeção | |
|---|---|---|---|---|---|
| Ângulo de flexão da amostra |  |
Classificação de precisão | Em todo o comprimento | Medidor de ângulo universal | A régua angular universal deve ser colocada na superfície externa da peça de teste de flexão e medida várias vezes (pelo menos três lugares por M). O erro é calculado pela diferença entre o ângulo máximo e mínimo da régua angular e o ângulo de curvatura especificado de 90°. |
| EU | ± 30′ | ||||
| II | ± 1° | ||||
| III | ± 1°30′ | ||||
| Retidão de flexão da amostra | 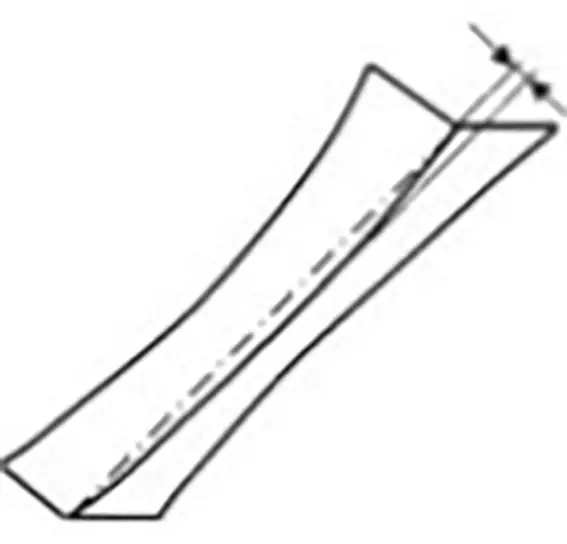 |
Classificação de precisão | Em todo o comprimento | Régua de nível de inspeção do medidor de folga | Coloque a superfície de inspeção de um medidor 1000 contra a borda da amostra dobrada e meça a folga entre eles com um calibrador de folga. O erro é calculado pelo valor máximo de leitura em qualquer comprimento de 1 m. |
| EU | 0h30 | ||||
| II | 0,75 | ||||
| III | 1,00 | ||||
2. Análise da influência da planicidade (longitudinal) da mesa de trabalho na precisão da flexão
2.1 Precisão do ângulo de flexão da peça
Quando há erro de planicidade ao longo do comprimento da mesa de trabalho, isso impacta a profundidade na qual a ferramenta da matriz superior entra no entalhe inferior da matriz, causando um desvio ΔH igual ao erro de planicidade longitudinal (a) da mesa de trabalho.
A Figura 1 mostra o impacto da planicidade da mesa de trabalho (longitudinal) no erro do ângulo de flexão.
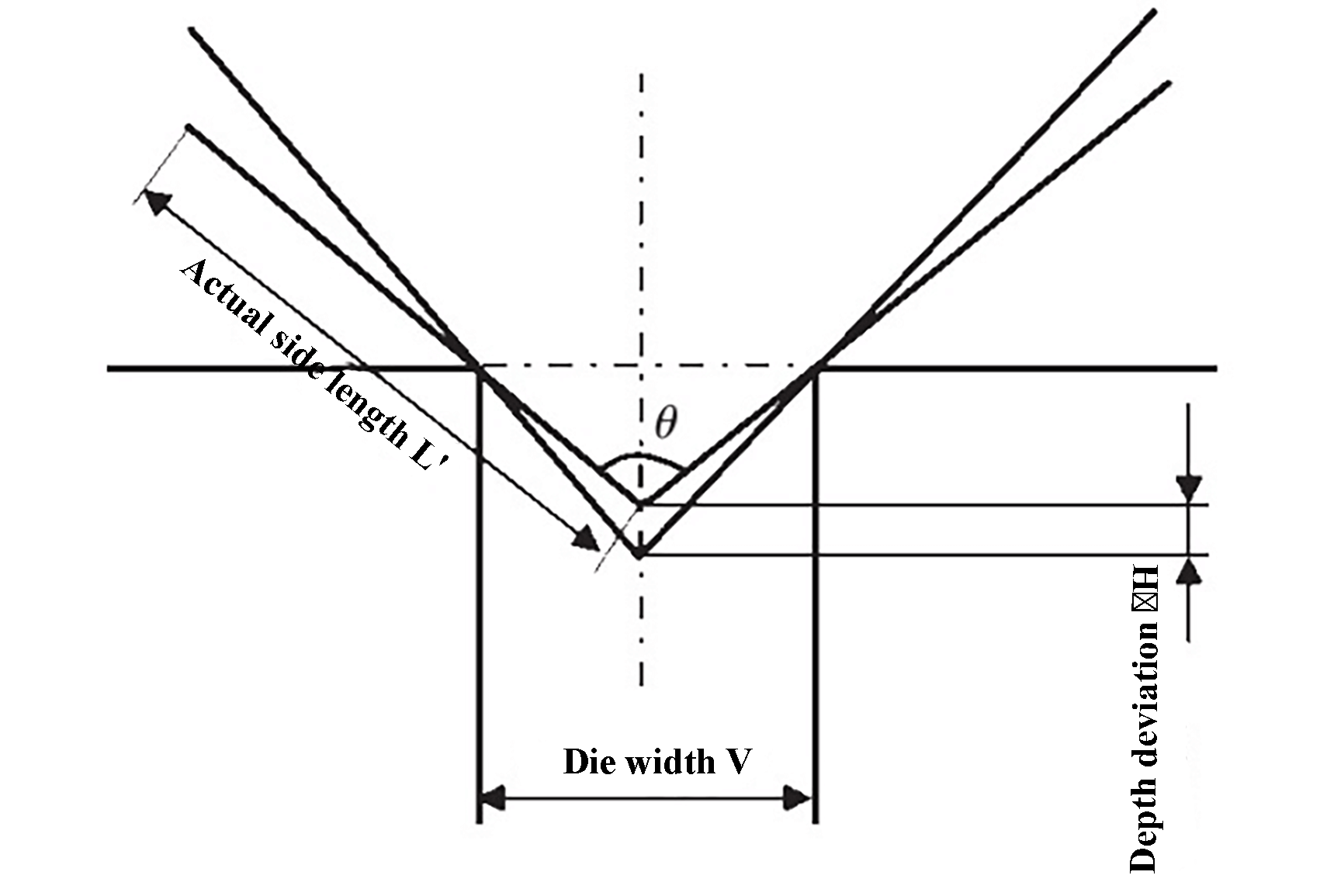
Fig. 1 Efeito do erro de planicidade da mesa de trabalho no erro do ângulo de flexão.
O desvio de profundidade △H da ferramenta da matriz superior entrando no entalhe inferior da matriz é:

O ângulo de flexão da peça de trabalho é:
Então o desvio angular da peça dobrada é:

2.2 Precisão de retilinearidade da flexão da peça
Quando a mesa de trabalho apresenta erro de planicidade, a influência do erro de planicidade no erro de retilinidade da peça dobrada é mostrada na Figura 2.
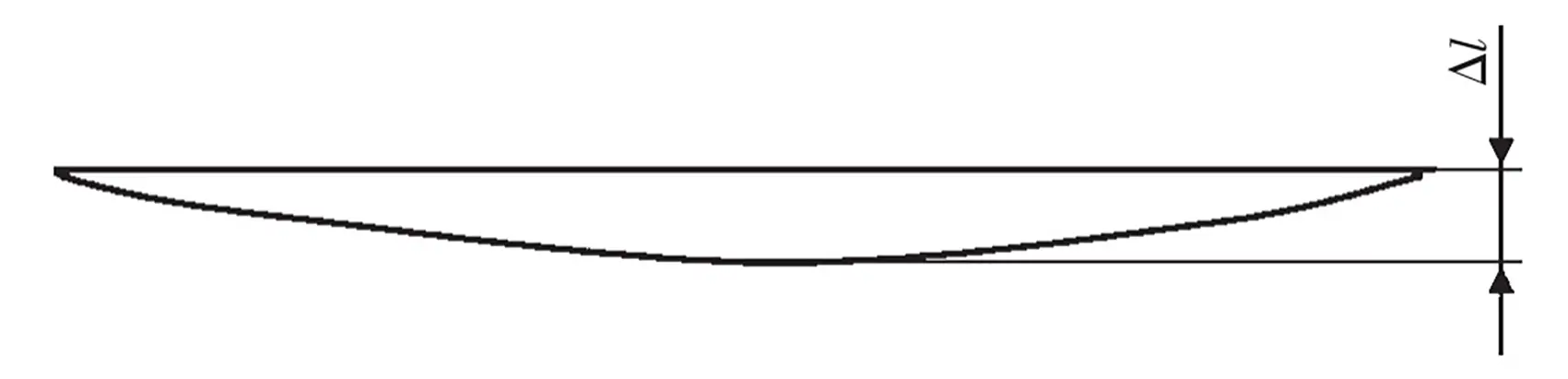
Fig. 2 Efeito do erro de planicidade da mesa de trabalho no erro de retilineidade de flexão.
O erro de retilineidade da peça dobrada é igual ao erro de planicidade longitudinal.
Aquilo é:

2.3 Precisão da borda dobrada da peça
O erro plano da mesa de trabalho não tem influência na precisão da linha lateral.
3. A influência da planicidade (transversal) da mesa de trabalho na precisão da dobra
A influência do nivelamento horizontal da mesa de trabalho na precisão da dobra é semelhante à do nivelamento vertical.
3.1 Precisão do ângulo de flexão da peça
O erro do ângulo de flexão da peça é:

3.2 Precisão de retilinearidade da flexão da peça
O erro de retilineidade de flexão da peça é:

3.3 Precisão da borda de dobra da peça
O nivelamento horizontal da mesa de trabalho não tem influência na precisão da flexão do comprimento da linha lateral.
4. A influência do curso do controle deslizante na perpendicularidade da face de trabalho e na precisão da dobra
4.1 Precisão do ângulo de flexão da peça
A influência do curso do controle deslizante na perpendicularidade da face de trabalho e na precisão da dobra é mostrada na Figura 3.
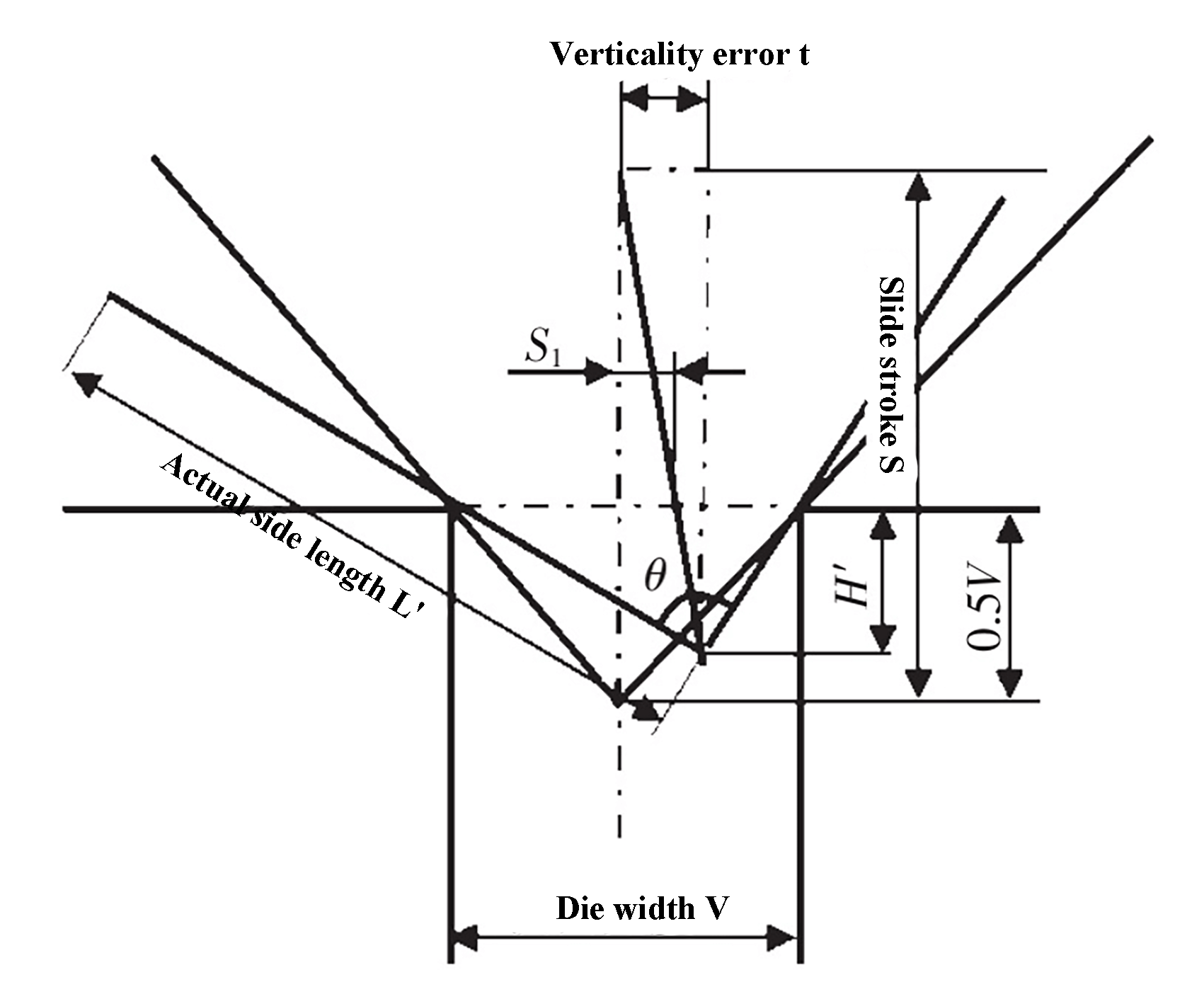
Fig. 3 Influência do curso do controle deslizante na perpendicularidade da face de trabalho e na precisão da dobra.
Quando o desvio de perpendicularidade do curso do cursor em relação à mesa de trabalho é t, a profundidade H 'do cursor na matriz é:

O ângulo de flexão da peça dobrada é:

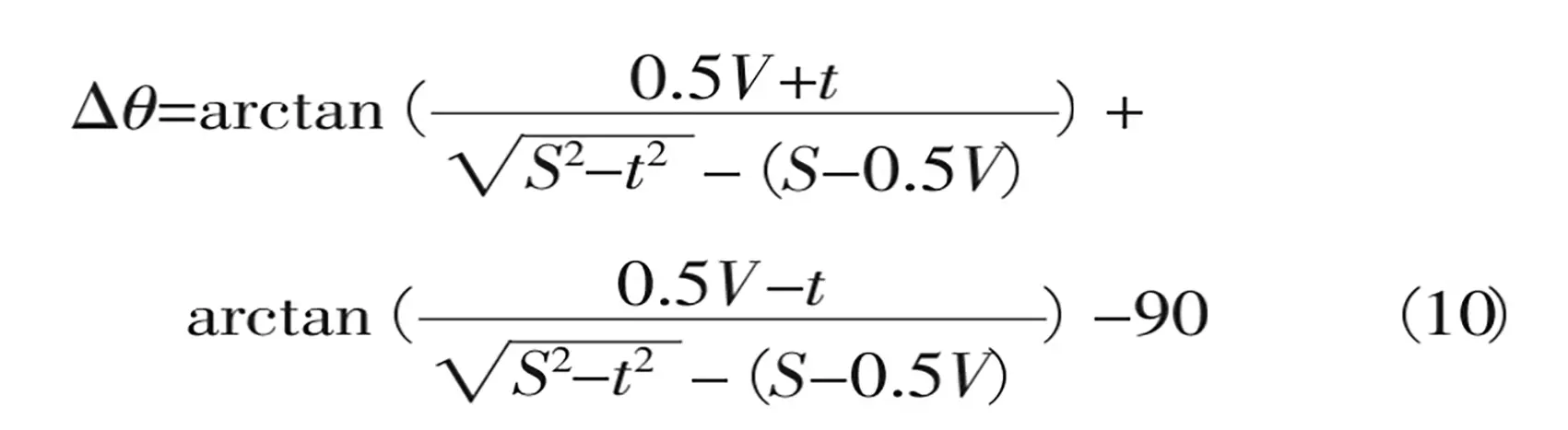
O erro do ângulo de flexão da peça dobrada é:
4.2 Precisão de retilinearidade da flexão da peça
Quando o desvio de perpendicularidade do curso do controle deslizante em relação à mesa de trabalho é t, o erro de retilineidade da peça dobrada é:

4.3 Precisão da borda de dobra da peça
Quando o desvio de perpendicularidade do curso do cursor em relação à mesa de trabalho é t, a distância S1 da linha central de flexão da matriz superior é:

Pode-se descobrir que:

O comprimento real da borda de flexão L 'é:

O erro de comprimento da curvatura da linha lateral é:

5. Conclusão
A Tabela 2 mostra o impacto de vários fatores de precisão de fabricação da máquina dobradeira de chapa CNC PBH110-3100 na precisão de dobra da peça de trabalho.
Tabela 2 Análise da influência de diversos fatores na precisão da flexão
| Parâmetros | Força de flexão | 1100 kN | Espessura do slide | 60mm | Curso de slide | 220 milímetros | |
|---|---|---|---|---|---|---|---|
| Comprimento da mesa de trabalho | 3100 milímetros | Altura da mesa de trabalho | 890 milímetros | Espessura da placa | 5mm | ||
| 2660 milímetros | Espessura da mesa de trabalho | 60mm | Largura da matriz | 40mm | |||
| Altura do slide | 1300 milímetros | Cálculo de deflexão
Correção |
1,5 mm | Altura superior da matriz | 120 milímetros | ||
| Classificação | Projeto | Desvio | Influência na precisão da dobra | ||||
| Tolerância | Valor atual | Erro de retidão △θ | Desvio de ângulo
△eu |
Erro de comprimento lateral
△L |
|||
| Precisão na fabricação de máquinas-ferramenta | Planicidade da mesa de trabalho | Longitudinal (a) | 0,08 | 0,06 | 0,172 | 0,06 | × |
| Horizontais (b) | 0,03 | 0,02 | 0,057 | 0,02 | × | ||
| Perpendicularidade do curso do controle deslizante à face de trabalho | 0,25 | 0,2 | -0,003 | 0,000 | 0,182 | ||
A tabela de análise mostra que o desvio no ângulo de flexão é cerca de três vezes maior que o nivelamento da mesa de trabalho. O padrão nacional tem baixos requisitos para o nivelamento da superfície de montagem da matriz superior, resultando em grandes erros de ângulo de curvatura. Os fabricantes de máquinas dobradeiras podem melhorar o nivelamento da mesa de trabalho para atender às necessidades de produção.
No entanto, o curso do cursor tem pouco impacto na perpendicularidade da face de trabalho e no seu efeito no ângulo de flexão. A planicidade da mesa de trabalho afeta diretamente o desvio de retilineidade na flexão, sendo o erro de retilineidade menos impactado pelo curso do controle deslizante na perpendicularidade da face de trabalho.







