
Seleção de soco superior
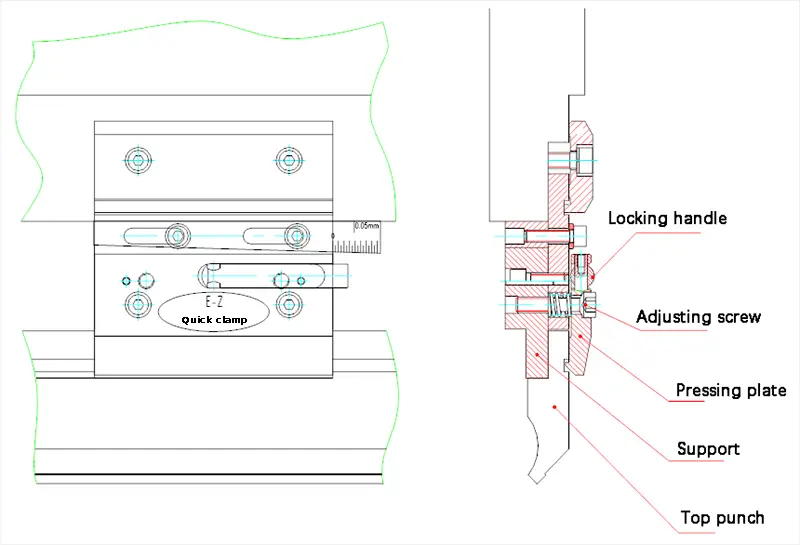
(1) A seleção do punção superior deve ser baseada na força de flexão e a carga da matriz não deve exceder o limite. Um punção com fixação hidráulica requer personalização especial.
Caso o usuário opte por moldes especiais, deve-se observar que sua carga difere da dos moldes normais. A seleção correta deve ser feita para evitar que a força de flexão exceda o limite de carga do punção, o que pode causar colapso e rachaduras.
(2) O formato do punção superior tem um impacto significativo na capacidade de dobrar e moldar a peça de trabalho. Ao programar e selecionar o punção é fundamental considerar o formato do punção e se ele interfere no processo de conformação da peça.
(3) Quando o molde é programado na biblioteca de moldes do sistema CNC, as dimensões gerais do molde devem ser programadas com precisão. Isso garante que, quando o sistema NC calcular automaticamente o processo de dobra, ele possa determinar com precisão se o molde interfere na peça de trabalho.
Seleção da matriz inferior
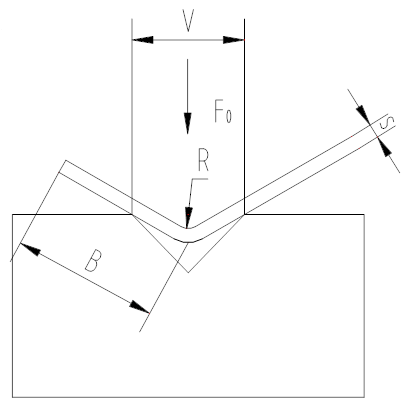
- F0: força de flexão necessária por metro quando a resistência à tração do material for 450N/mm² (KN/m);
- S: Espessura da placa (mm);
- B: Largura mínima de flexão (mm);
- V: Largura da abertura inferior da matriz (mm);
- R: Raio de curvatura (mm);
(1) A largura da matriz inferior em forma de V deve ser determinada de acordo com a espessura t do material, utilizando a seguinte fórmula:
Se t <3mm, V = (6~8) × t
Se t ≥ 3mm, V = (8~12) × t
Além disso, a largura da matriz inferior V pode ser determinada com base na largura mínima de dobra b e no raio de filete r da peça dobrada para garantir uma seleção razoável e científica da matriz.
(2) Durante o processo de flexão, a força de flexão gerada irá acumular-se na mesa de trabalho e atuar na matriz. Portanto, a carga que a matriz pode suportar não deve ultrapassar o limite.
A força de flexão necessária por metro (T/m) é fornecida na tabela de forças de flexão, onde a resistência à tração do material é assumida como 45kg/mm² (450N/mm²) e a abertura inferior da matriz e a espessura da placa são predeterminadas.
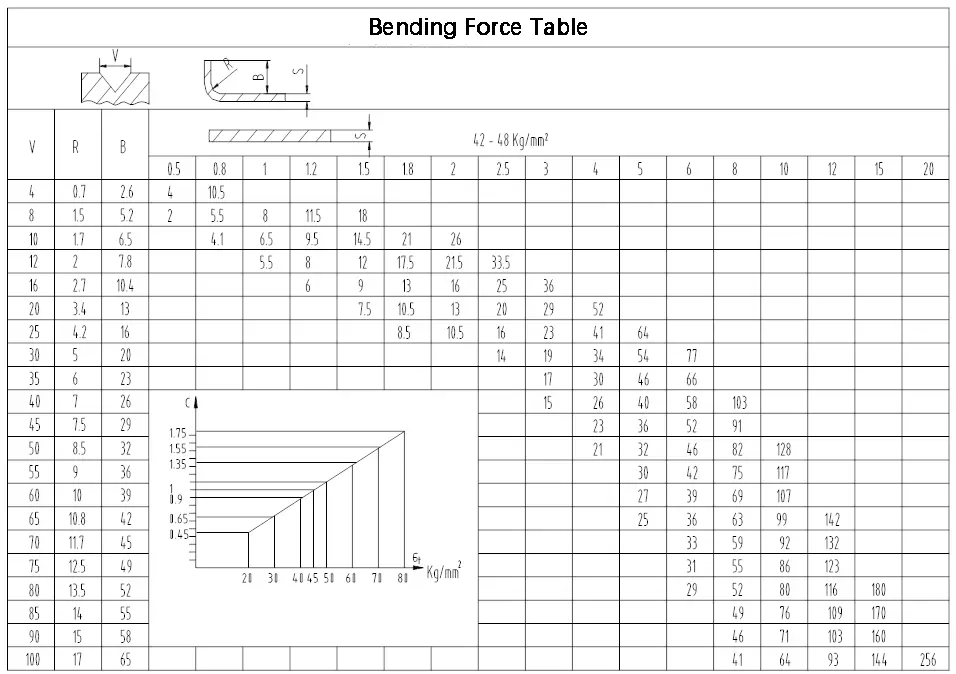
Tabela de referência rápida de força de flexão comum
Quando os materiais são diferentes, a resistência à tração do material é σ Kg/mm², a força de flexão necessária (T/m) por metro pode ser calculada pela seguinte fórmula.
F1 = F0· σ/ 450 (T/m)
Nota: se o molde for utilizado para conformação, a força de flexão deverá ser 2 a 3 vezes a força de flexão normal.
Aquilo é:
FP = (2… 3) FB
(FP: força de conformação FB: força de flexão livre)







