Você pode rolar diretamente até o final da página para baixar a versão em PDF do manual de operação para os seguintes sistemas de controle de prensa dobradeira: Estun E21, E200P, E200+, CybTouch 8, CybTouch 12, Esa S630, Delem DA41, DA52S, DA53T, DA58T, DA66T, DA69T.
Introdução!
Recomendamos fortemente que todos os usuários e operadores leiam este manual de operação da prensa dobradeira completamente antes de usar a máquina dobradeira.
Este manual destina-se a pessoal especializado e qualificado e acompanha diagramas e toda a documentação necessária para levantar, movimentar e posicionar a máquina, bem como instruções para uso e manutenção segura.
Observe que todas as informações contidas neste manual são precisas no momento da impressão. No entanto, a nossa empresa reserva-se o direito de modificar e melhorar as especificações sem aviso prévio.
Para garantir o desempenho adequado, é importante instalar a prensa dobradeira conforme as instruções e realizar inspeções e serviços de manutenção regulares. Qualquer utilização incorreta ou irresponsável pode resultar em danos irreparáveis à máquina e comprometer a segurança do operador.
Não somos responsáveis por quaisquer serviços, modificações ou conexões inadequadas feitas por pessoal não autorizado.
Leitura adicional:
- Manual de operação da prensa dobradeira servo eletro-hidráulica
- Press Brake: o guia definitivo
- Noções básicas de dobra de freio de prensa: o guia definitivo para dobra de chapa metálica
Funções do freio de pressão e faixa de trabalho
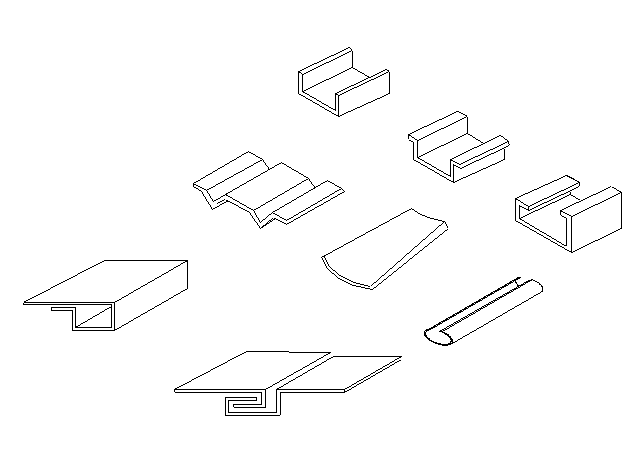
1.1 Esta prensa dobradeira é de alta eficiência e alta precisão na dobra de chapas metálicas.
O tamanho da abertura da ranhura em V nas matrizes inferiores é normalmente 8 vezes maior que a espessura da chapa e deve ser ajustado para chapas de espessuras variadas.
Diferentes tipos de matrizes superiores e inferiores podem ser usados para dobrar uma variedade de peças de trabalho (consulte a Fig. 1).
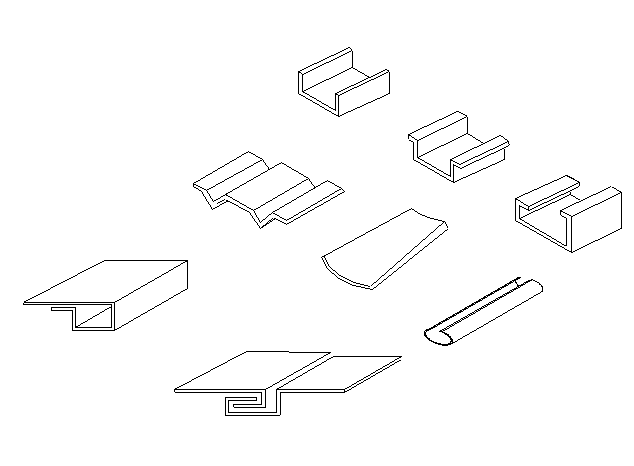
Figura 1
1.2 A dobradeira é estruturada em chapa de aço com resistência e rigidez suficientes.
O acionamento hidráulico da máquina evita graves acidentes de operação por sobrecarga devido a alterações na espessura da chapa ou seleção incorreta da cavidade inferior da matriz. Esta máquina também oferece desempenho estável, facilidade de operação e segurança confiável.
A conexão com a matriz superior é equipada com um dispositivo de compensação, que compensa a deflexão da mesa de trabalho e do cursor durante a dobra, garantindo alta precisão.
O bloco mecânico é equipado com um cilindro de óleo para garantir uma fixação precisa quando o controle deslizante atinge o ponto morto inferior e manter a consistência na produção em massa.
1.3 É equipado com controle hidráulico e elétrico, permitindo que o deslocamento do cursor seja ajustado livremente e tornando-o conveniente para teste e ajuste com critério de operação em polegadas.
1.4 Esta prensa dobradeira é tecnologicamente avançada e possui desempenho confiável, tornando-a um dos dispositivos de modelagem ideais.
É amplamente utilizado nas indústrias de aviação, automobilística, construção naval e máquinas, devido à sua alta eficiência de produção.
1.5 Condição de operação:
- Temperatura: 5 ~ 38 ℃ (temperatura de trabalho)
- Umidade ambiente: Umidade relativa 20 ~ 80% UR。
- Mantenha-se afastado de vibrações fortes e interferências eletromagnéticas.
- Nenhum gás pernicioso e corrosivo e nenhuma poeira.
Instalação de prensa dobradeira
Elevação
É imprescindível garantir que o levantamento da prensa dobradeira para transporte ou posicionamento seja feito com um guindaste que tenha capacidade de elevação suficiente para evitar o risco de queda da prensa dobradeira.
Devem ser utilizadas duas eslingas de cabo de aço e manilhas, utilizando os furos apropriados localizados na parte superior da máquina.
O cabo de aço deve ter tamanho adequado para levantar o peso da prensa dobradeira e comprimento suficiente, pois sua capacidade de suportar peso diminui à medida que o ângulo entre os cabos aumenta (consulte a Fig. 2).
Figura 2
Transporte
Ao transportar a prensa dobradeira, lembre-se que a maior parte do seu peso está concentrada na frente. Certifique-se de que o aríete superior esteja totalmente abaixado para qualquer movimento ou transporte. Ao carregar a dobradeira em um caminhão, posicione a parte traseira da máquina o mais próximo possível da lateral do veículo. Prenda a dobradeira ao caminhão usando cordas de aço.
Instalação
A base da prensa dobradeira
Para garantir o bom funcionamento da prensa dobradeira e evitar distúrbios causados por vibrações, é importante verificar se a superfície onde ela será colocada é firme e estável.
Se necessário, deve ser preparada uma fundação de concreto adequada às condições específicas do terreno.
O desenho detalhado da fundação é fornecido da seguinte forma:
- Fundação de concreto
- Especificações técnicas
Certifique-se de que haja espaço adequado ao redor da máquina depois de posicionada. Isto é necessário para acomodar trabalhos de manutenção e tarefas especiais.
Além disso, espaço suficiente no lado esquerdo ou direito da dobradeira, igual ao comprimento da máquina, deve estar disponível para facilitar as operações de troca de ferramentas.
Todas as superfícies expostas da máquina são revestidas com proteção contra ferrugem, que pode ser facilmente removida com querosene ou solvente.
Nivelamento
Para garantir o correto funcionamento da prensa dobradeira, é necessário nivelar adequadamente a máquina. Para verificar o nivelamento horizontal, coloque um nível de bolha na mesa da máquina.
Para o nivelamento vertical, coloque novamente o nível de bolha na mesa da máquina. Quaisquer ajustes necessários podem ser feitos ajustando os parafusos de nivelamento localizados nos pés da prensa dobradeira.
O diagrama elétrico da prensa dobradeira
Aqui estão os desenhos:
- Diagrama Elétrico 1
- Diagrama Elétrico 2
- Diagrama Elétrico 3
- Diagrama Elétrico 4
3.1 As etapas a seguir devem ser realizadas por pessoal especializado e devem ser cuidadas pelo proprietário.
- Verifique a placa de identificação da máquina e certifique-se de que a fiação da prensa dobradeira esteja em boas condições.
- Conecte a prensa dobradeira à fonte de energia disponível em suas instalações.
- Se a potência necessária não atender aos requisitos da máquina, entre em contato com seu fornecedor de energia elétrica.
- Certifique-se de que a energia que entra na máquina dobradeira esteja fundida, para que a máquina possa ser totalmente desconectada para reparo, se necessário.
- Conecte a energia que entra na máquina dobradeira aos grampos RST no gabinete de controle.
- Os desenhos elétricos podem ser verificados através dos documentos anexos, pois diferentes controladores possuem desenhos diferentes.
Aqui estão os desenhos:
- Desenho elétrico
A descrição detalhada é a seguinte:
Para operar a máquina dobradeira, siga estas etapas:
- Conecte as linhas de energia trifásicas aos terminais de entrada da caixa elétrica. Em seguida, conecte a tomada do interruptor dos pés localizada sob a caixa e feche o interruptor QF e a porta da caixa elétrica. O acendimento da lâmpada HL1 indica que a máquina está ligada.
- Ligue o botão HL2 do motor da bomba de óleo no painel de operação por um curto período e observe a direção do motor. Se o sentido estiver incorreto, altere a fase das linhas de entrada, mas nunca altere as linhas internas dentro da caixa elétrica. Em seguida, ligue novamente o motor da bomba de óleo.
- No modo jog, após vários minutos de operação normal, coloque SA2 no modo jog, pise no pedal “para cima”. O aríete subirá e quando você afrouxar o pedal, o controle deslizante irá parar. Para elevar ainda mais o aríete, continue a pisar no interruptor de pé até atingir o interruptor de limite SQ1 e parar. Para abaixar o aríete, desça “para baixo”. O aríete cairá rapidamente e então, devido ao efeito do interruptor de limite SQ2, o aríete descerá lentamente para adicionar pressão. Quando você afrouxa o pedal, o aríete irá parar.
- No modo de deslocamento único, gire SA2 para “tempo único” e, em seguida, pressione “para baixo” no pedal. O aríete descerá primeiro rapidamente, depois lentamente mantendo a pressão e, finalmente, o aríete subirá automaticamente até o interruptor de limite superior SQ1. Para ajustar o tempo de trabalho do relé de tempo KT1, certifique-se de que ele atenda aos requisitos de pressão de flexão da peça de trabalho. Além disso, ajuste o tempo de manutenção da pressão do relé de tempo KT2.
- No modo de continuidade, coloque SA2 em “continuidade” e pise no pedal para repetir o modo de deslocamento único. Você pode ajustar o tempo de espera de circulação usando o relé de tempo KT1.
Nota: As etapas acima devem ser realizadas por pessoal especializado. Para garantir a segurança, as prensas dobradeiras com certificação CE não possuem modo de continuidade.
O sistema hidráulico da prensa dobradeira
Limpe o óleo hidráulico
Para garantir a qualidade do sistema hidráulico é importante manter a limpeza do óleo hidráulico. Limpar o tanque de óleo é crucial.
Ao trocar o óleo hidráulico é necessário retirar a tampa do tanque.
Limpe o fundo do tanque com uma toalha limpa (não use algodão) e depois lave com gasolina de limpeza.
Devido ao alcance limitado do braço, os cantos do tanque podem ser difíceis de limpar. Enrole uma toalha em um pedaço de pau ou bambu para limpar essas áreas.
Afrouxe o bujão com vazamento ou a válvula do freio para drenar o óleo sujo.
Seque as laterais e o fundo do tanque com uma toalha limpa até que estejam completamente limpos.
Se necessário, use uma ferramenta como um rolo para remover qualquer sujeira que possa ter se acumulado nas costuras de soldagem ou em áreas de difícil acesso e, em seguida, recoloque a tampa.
Escolha o óleo hidráulico
O valor nominal do óleo hidráulico corresponde à sua viscosidade média a uma temperatura de 40°C.
Se o sistema hidráulico apresentar pressão e temperatura de trabalho mais altas e velocidades de trabalho mais lentas, um óleo hidráulico de qualidade superior deverá ser escolhido.
Recomenda-se a utilização de óleo hidráulico antidesgaste ISO VG46#, que possui viscosidade média de 46mm2/s à temperatura de 40°C.
Se a máquina operar em temperaturas abaixo de 5°C por um longo período, poderá ser usado óleo hidráulico ISO VG32#.
Não é aconselhável operar a máquina em temperaturas muito baixas (abaixo de -5°C), mas se isso ocorrer, deixe a máquina em marcha lenta por um tempo. Um aquecedor de óleo pode ser adicionado ao circuito, se necessário.
Em condições normais de trabalho, a temperatura do óleo não deve exceder 70°C. Se necessário, um radiador de óleo pode ser instalado para condições especiais.
Encha o óleo
O óleo utilizado deve estar limpo. Aperte a porca do filtro de ar e encha-o através do filtro. Se estiver usando um equipamento de enchimento com filtro, você pode abrir a tampa do tanque de óleo e abastecê-lo diretamente.
Observe o medidor de óleo e quando o aríete parar no Ponto Morto Superior, o óleo hidráulico deverá preencher cerca de 80% a 90% do espaço interno.
Faça a máquina funcionar primeiro em marcha lenta e depois no curso máximo para remover quaisquer bolhas de ar no circuito hidráulico.
Diagrama Hidráulico
Aqui estão os desenhos:
Diagrama Hidráulico
Equipamento de controle padrão
| 5.1 | Botão de início | Para iniciar o funcionamento do motor principal e o circuito de controle. |
|---|---|---|
| 5.2 | Botão de parada | Para parar o funcionamento do motor principal e o circuito de controle. |
| 5.3 | Chave seletora de modo automático/manual | Selecione o modo de trabalho |
| No modo Automático | -O aríete aumentará automaticamente quando a pressão predefinida for atingida e o tempo de permanência terminar. | |
| No modo manual | -A descida e subida do aríete são feitas pressionando o pedal. | |
| 5.4 | Pedal | Pressione e segure para comandar a descida do aríete para alcançar o ponto de flexão, solte quando o aríete estiver subindo no modo AUTO. |
| Pressione para comandar a descida do aríete e pressione para comandar a elevação do aríete no modo Manual. |
Iniciando a máquina dobradeira
Antes de ligar a máquina, certifique-se de realizar as seguintes verificações:
- Limpe e lubrifique as guias.
- Inspecione o sistema hidráulico quanto a vazamentos.
- Verifique o nível de óleo no medidor de nível na lateral do tanque com o aríete superior na posição totalmente levantada. Complete o óleo, se necessário.
- Verifique o sentido de rotação do motor observando o sentido da ventoinha de resfriamento. O ventilador deve girar no sentido horário ou na direção da seta. Se este não for o caso, troque dois fios na linha de alimentação, mas certifique-se de fazer o motor funcionar avançando lentamente ao fazer isso.
Ligue a máquina
- Ligue o interruptor principal.
- Mude o seletor para automático.
- Ligue o motor principal pressionando o botão verde.
Desligue a máquina
A prensa dobradeira deve estar sempre desligada quando não for utilizada por algumas horas. Ao desligar, faça o seguinte:
- Selecione o modo manual.
- Desça o aríete pressionando o pedal para baixo para deixar a ferramenta superior o mais próxima possível da matriz em V.
- Pressione o botão parar.
- Desligue o interruptor principal.
Configuração de ferramenta superior e inferior
(Confira os desenhos das ferramentas da prensa dobradeira)
Antes de iniciar qualquer dobra, certifique-se de que a ferramenta superior e a abertura em V selecionada estejam alinhadas para garantir um bom resultado. Além disso, certifique-se de que a base da matriz em V e as superfícies da mesa estejam limpas antes de prosseguir com as etapas.
- Abaixe a pressão do sistema girando o botão regulador de pressão no sentido anti-horário.
- Coloque o limitador de profundidade mecânico na posição mais baixa, manualmente ou eletricamente.
- Selecione o MODO MANUAL e pressione o pedal para baixo para abaixar o aríete até que a ferramenta superior esteja o mais próximo possível da matriz em V.
- Alinhe a ferramenta superior e inferior ajustando os parafusos de aperto da matriz em V.
- Depois que o alinhamento estiver correto, aperte todos os parafusos de aperto da matriz em V com segurança.
- Levante o aríete pressionando o pedal UP.
Aconselhamos o seguinte:
- Verifique regularmente os parafusos de fixação da braçadeira da ferramenta.
- Armazene a ferramenta em um rack próximo à prensa dobradeira para evitar danos à ferramenta superior.
- Lembre-se que cada ferramenta possui uma capacidade máxima de força.
Procedimento de troca de ferramentas
÷FERRAMENTA SUPERIOR
Quando a ferramenta superior precisar ser trocada, faça o seguinte:
- Gire o seletor de modo para manual.
- Abaixe o aríete o mais próximo possível da matriz em V.
- Desligue a máquina.
- Afrouxe todos os parafusos de fixação da braçadeira da ferramenta.
- Remova a ferramenta da lateral da máquina.
- Monte a nova ferramenta superior deslizando-a pelo mesmo lado.
- Aperte todos os parafusos de fixação da braçadeira da ferramenta.
- Ligue a máquina e verifique se o seletor de modo está na posição manual.
Abaixe o aríete para assentar a ferramenta superior na matriz em V enquanto reduz a pressão do sistema girando o botão regulador de pressão no sentido anti-horário para evitar danos à ferramenta.
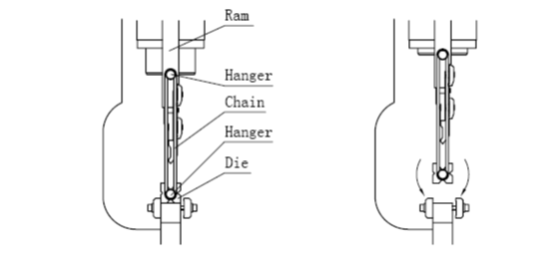
÷FERRAMENTA INFERIOR
Para alterar uma matriz V diferente em sua configuração de matriz múltipla, siga estas etapas:
- Desparafuse todos os parafusos de aperto para liberar a matriz em V.
- Mude o seletor de modo para manual.
- Ligue a máquina.
- Abaixe o aríete o mais próximo possível da matriz em V.
- Prenda a matriz em V no aríete em ambas as extremidades usando as correntes apropriadas.
- Eleve o aríete pisando no pedal UP até uma altura onde a matriz em V possa girar.
- Vire o V-die desejado para cima.
- Abaixe o aríete pisando no pedal DOWN para que a matriz fique apoiada na mesa da máquina e as correntes possam ser desengatadas.
- Centralize a matriz em V em relação à ferramenta superior.
- Trave a matriz em V no lugar apertando os parafusos.
÷BRAÇO DE SUPORTE DIANTEIRO
A prensa dobradeira vem de fábrica com dois braços de suporte dianteiros. Esses braços de suporte são usados para manter a placa no lugar durante o processo de dobra. Eles podem ser ajustados verticalmente e ao longo do comprimento da prensa dobradeira.
Os braços de suporte geralmente precisam ser ajustados ao usar uma ferramenta inferior de tamanho diferente ou ao dobrar uma placa de tamanho maior ou menor.
PERIGOSO!
Se o punção e a matriz não estiverem colocados corretamente, não ligue a máquina em nenhum momento. Além disso, não insira as mãos ou qualquer parte do corpo no espaço entre o soco e a matriz, pois é extremamente perigoso.
Configuração mecânica de parada de profundidade
Não tente ajustar a configuração do batente mecânico de profundidade quando o aríete estiver na posição abaixada, pois isso pode causar danos desnecessários à máquina.
- A configuração de profundidade determina o ângulo de curvatura.
- O batente de profundidade mecânico pode ser ajustado manualmente ou eletricamente.
Configuração de pressão
Normalmente a tabela de dobra é fixada na lateral da máquina e uma cópia é anexada. A força de flexão é função de:
- A espessura da placa
- A largura da abertura da matriz. (8 x espessura da placa)
A força de flexão necessária pode ser calculada a partir da formulação da Tabela 1.
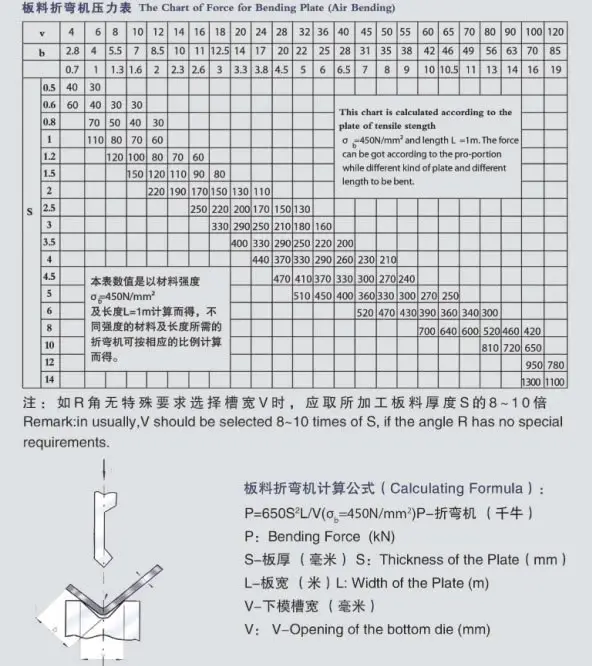
Nota: Esta fórmula e os valores da tabela são baseados em placas de aço carbono com resistência à tração de Qb=450KN.
Para placas de aço inoxidável, multiplique o valor P da tabela por 2.
Para placas de alumínio, multiplique o valor P da tabela por 0,7.
Você também pode calcular a força de flexão da dobradeira usando nossa calculadora de tonelagem especialmente projetada para dobradeiras.
> Clique para usar a calculadora de tonelagem do freio de prensa
Controle e configuração de paralelismo
O paralelismo do aríete é controlado por uma sólida barra anti-torção que está ligada a ambos os cilindros de óleo laterais.
O aríete superior é calibrado paralelamente à matriz V na fábrica, mas se for necessária uma recalibração, siga estas etapas:
- Localize a articulação da barra de torção conectada ao aríete superior na parte traseira (lado esquerdo) da máquina.
- Afrouxe o parafuso (M8/M10) da barra de torção.
- Use as chaves apropriadas para girar a peça plana externa de 15° a 30° no sentido horário ou anti-horário, o que girará o pino excêntrico interno.
- Aperte o parafuso (M8/M10) e verifique o paralelismo do aríete superior através de uma curva de teste.
- Repita o procedimento até obter a precisão desejada.
Solução de problemas do freio de pressão
Pressione o freio A máquina não pode iniciar
- Verifique a fonte de alimentação de entrada.
- Verifique se a Parada de Emergência está liberada.
- Verifique se há fusíveis quebrados.
- Verifique a saída do transformador.
Ram não poderia estar mais baixo
- Verifique o cabo do pedal quanto a possíveis fios quebrados.
- Verifique esse interruptor de limite.
- Verifique se a rotação do motor está incorreta.
- Verifique se o microinterruptor dentro do pedal está funcionando.
O ângulo de dobra não é uniforme em todo o comprimento da dobra
- Ferramenta superior ou ferramenta inferior desgastada.
- A superfície da mesa da máquina e a parte inferior da matriz em V estão sujas.
Ferramentas superiores e inferiores não alinhadas corretamente.
| Falha | Razões | Remoção de problemas |
|---|---|---|
| O sistema não funciona sem pressão | 1. Rotação negativa do motor | Alterar o sentido de rotação do motor |
| 2. Válvula de transbordamento principal bloqueada | Limpe a válvula de transbordamento principal | |
| 3. A válvula eletromagnética não funciona | Verifique bobinas elétricas e eletromagnéticas | |
| Ram Slider não pode subir | Válvulas emperradas | Limpar válvulas eletromagnéticas |
| O controle deslizante recusa automaticamente | Válvulas emperradas | Limpar válvulas eletromagnéticas |
| Subindo e descendo normalmente, mas não há força na flexão | Válvulas emperradas | Válvula eletromagnética limpa |
| Vazamento em componentes, conexões de tubulação e cilindro de óleo | As peças de vedação estão envelhecendo. | Trocar anéis de vedação |
Manutenção de prensa dobradeira
Qualquer pessoa que opere e faça a manutenção desta prensa dobradeira deve ler e compreender completamente este manual. Somente seguindo rigorosamente as instruções é que os resultados ideais podem ser alcançados.
Uma pessoa designada deve ser designada para a máquina e os operadores devem ter conhecimento prático da operação da máquina e da segurança na produção.
A força de flexão aplicada à peça de trabalho não deve exceder a força nominal. Para prolongar a vida útil dos moldes, é importante não danificá-los devido à largura de dobra inadequada, especialmente ao dobrar chapas estreitas. Nestes casos, a pressão de trabalho deve ser reduzida de forma adequada. Para cada comprimento de 630mm, a carga de flexão não deve exceder 400KN.
As chapas a serem dobradas devem estar centralizadas na máquina e não devem ser carregadas de forma desigual, pois isso pode comprometer a precisão tanto das peças quanto da máquina. Se uma peça de trabalho precisar ser dobrada apenas de um lado, a carga não deverá exceder um quarto da força nominal e a flexão deverá ser realizada em ambos os lados.
O óleo hidráulico no tanque deve ser trocado após o primeiro mês de uso e trocado novamente dentro de um ano. O óleo deve ser mantido a uma temperatura entre 15-60°C (se a temperatura for muito alta, um refrigerador deve ser instalado).
Esta prensa dobradeira necessita de lubrificação periódica, que deve ser realizada de acordo com as condições de trabalho e em todos os pontos de lubrificação designados.
O usuário deve ter sempre à mão acessórios de manutenção.
Após quaisquer reparos pesados, a precisão da máquina deve atender aos padrões de fábrica.
Óleo hidráulico
Verifique regularmente o nível de óleo no tanque.
Troque o óleo pela primeira vez após 500 horas de trabalho e depois a cada 2.000 horas de trabalho.
Utilize óleo que atenda às características do tipo de óleo especificado.
O valor da marca do óleo hidráulico é igual à viscosidade média quando a temperatura é de 40°C.
Se a pressão de trabalho e a temperatura do sistema hidráulico forem mais altas e a velocidade de trabalho for mais lenta, escolha um óleo hidráulico de marca mais alta.
Recomenda-se também não utilizar a máquina em temperaturas muito baixas (abaixo de -5°C), mas caso isso ocorra deixe a máquina funcionando em marcha lenta por um tempo. Um aquecedor de óleo pode ser instalado no circuito, se necessário.
Em condições normais de trabalho, a temperatura do óleo não deve exceder 70°C. Sob condições especiais, poderá ser necessário um refrigerador de óleo.
Recomenda-se a utilização de óleo hidráulico antidesgaste ISO VG46# (com viscosidade média de 46mm2/s a 40°C). Se a máquina operar abaixo de 5°C por um longo período, você poderá escolher o óleo hidráulico ISO VG32#.
Reabasteça ou substitua apenas com o mesmo tipo de óleo da seguinte forma:
- FIAT-HTF 46, ENERGOL HLP 46, ESSO NUTO H46, SHELL-TELLUS S46, TOTAL-AZOLLA 46
Filtro de óleo
- Limpe regularmente o filtro de óleo enxaguando e escovando com solvente.
- O filtro de óleo deve ser trocado quando a limpeza não for possível ou estiver danificada.
- Use o mesmo tipo de filtro de óleo quando for necessária a substituição.
Lubrificação
Verifique regularmente os pontos de lubrificação e lubrifique-os semanalmente com graxa de alta qualidade. Para peças expostas ao desgaste e que não possuem pontos de lubrificação, devem ser lubrificadas duas vezes por semana. (Para obter mais informações, consulte o diagrama de lubrificação.)
Terminal elétrico
Inspecione regularmente todas as conexões no painel principal e nos interruptores elétricos e aperte os parafusos conforme necessário. Substitua quaisquer fusíveis e luzes de sinalização com defeito.
Partes mecânicas
Recomenda-se verificar pelo menos uma vez por mês o seguinte:
- O rolamento da barra de torção está devidamente seguro
- Os slides não estão desgastados
- A haste dos cilindros está devidamente segura
- O aríete superior está devidamente seguro
Garantia de segurança e construção principal da máquina dobradeira
Observação:
Esta seção se aplica à máquina dobradeira com requisitos específicos e é apenas para referência para outras máquinas.
Para garantir a segurança do pessoal e dos equipamentos, foram projetados equipamentos de segurança. O operador não deve alterar, remover ou desativar o equipamento de segurança.
Feixe de luz/feixe laser
A máquina está equipada com feixe de luz ou laser (conforme solicitação do cliente). Se o operador interferir na cortina de luz, o módulo de segurança será ativado.
O aríete não poderá descer, evitando que o operador se machuque.
Grade de segurança
A máquina possui uma grade de segurança na lateral e na parte traseira.
Esta rede mantém o operador afastado de áreas perigosas e está ligada ao sistema eléctrico através de um interruptor de segurança. Quando a grade de segurança é aberta, o sistema elétrico é ativado e a máquina não pode funcionar.
Parada de emergência
Há um botão de parada de emergência localizado na estação de controle da alça e na estação de controle suspensa.
Em caso de erro de operação ou qualquer outro acidente, pressionar o botão de parada de emergência fará com que a máquina pare todas as ações.
Sistema hidráulico
A queda do aríete é extremamente perigosa. Para evitar isto, o sistema está equipado com uma válvula de elevação de segurança.
Os núcleos das válvulas da válvula de troca e da válvula de elevação de segurança possuem um sinal de monitoramento.
Se o núcleo da válvula estiver anormal, o sinal de monitoramento irá parar o sistema elétrico para evitar ferimentos causados pela queda do aríete.
Se os núcleos da válvula de troca e da válvula de elevação de segurança não puderem ser redefinidos, inspecione a válvula.
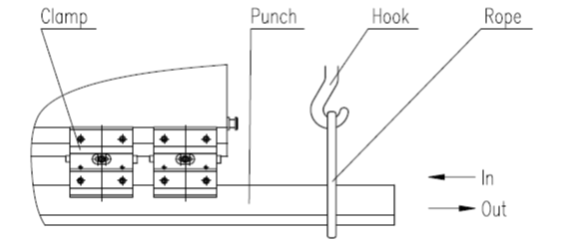
Solução de problemas
A operação normal é segura.
Em caso de acidentes atípicos, ou durante a manutenção ou reparo da máquina, trave a grade de segurança, pressione o botão de parada de emergência localizado no interior dos montantes e procure ajuda.
Se suas mãos ou qualquer outra parte do corpo estiverem presas pelo punção ou folha, pressione o botão de emergência, inspecione a situação e reinicie a máquina.
Mude o modo de operação para a posição “polegadas”.
Em seguida, pressione o botão de retorno da alça e o aríete retornará, puxando as peças fixadas.
Desenhos gerais da prensa dobradeira
Aqui estão os desenhos:
- Pressione o freio Desenho 1
- Pressione o freio desenho 2
- Pressione o freio Desenho 3
- Desenho do Freio de Imprensa 4
| Número da peça | Nome | Quantidade |
| 1 | Painel de controle | 1 |
| 2 | Bloco de rolamento | 2 |
| 3 | Barra de torção | 1 |
| 4 | Pólo de pêndulo | 2 |
| 5 | Bloco base do cilindro | 2 |
| 6 | Conecte o poste | 4 |
| 7 | Cilindro de óleo | 2 |
| 8 | Trilho guia | 2 |
| 9 | Tampa do cilindro | 1 |
| 10 | Válvula de controle único | 1 |
| 11 | Conector de tubo | 1 conjunto |
| 12 | Cano | 1 conjunto |
| 13 | Tanque de óleo | 1 |
| 14 | Caixa manômetro | 1 |
| 15 | Acoplamento | 1 |
| 16 | Bomba de engrenagem | 1 |
| 17 | Motor principal | 1 |
| 18 | Medidor de nível | 1 |
| 19 | Filtro 4-50 | 1 |
| 20 | Filtro 250 | 1 |
| 21 | Fechar válvula | 1 |
| 22 | FWMBM | 1 conjunto |
| 23 | Sela do interruptor de viagem | 1 |
| 24 | Interruptor de viagem | 2 |
| 25 | Pólo do interruptor de deslocamento | 1 |
| 26 | Placas de conexão | 16 conjuntos |
| 27 | Morrer inferior | 1 |
| 28 | Soco superior | 1 conjunto |
| 29 | Placa de imprensa | 52 |
| 30 | Alça estrela | 4 |
| 31 | Motor do medidor traseiro | 1 |
| 32 | Parafuso de esfera | 2 |
| 33 | Trilho guia | 2 |
| 34 | Pare o feixe | 1 |
| 35 | Pare o dedo | 2 conjuntos |
| 36 | Parafuso de fundação | 4 |
| 37 | Sistema controlador | 1 conjunto |
| 38 | Sistema elétrico | 1 conjunto |
| 39 | Sistema de válvula | 1 conjunto |
Baixe o arquivo PDF do Manual de Instalação e Operação:
- Manual de instalação e operação do ESA S630
- Manual de instalação e operação do Estun E21
- Manual de instalação e operação do Estun E200 +
- Manual de instalação e operação do Estun E200P
- Manual de instalação e operação do CybTouch 8
- Manual de instalação e operação do CybTouch 12
- Manual de instalação e operação Delem DA41
- Manual de instalação e operação Delem DA52S
- Manual de instalação e operação Delem DA53T
- Manual de instalação e operação Delem DA56
- Manual de instalação e operação Delem DA58T
- Manual de instalação e operação Delem DA66T
- Manual de instalação e operação Delem DA69T







