Existem vários tipos de conexões, que podem ser divididas em duas categorias com base no fato de serem removíveis após a conexão: conexões removíveis e conexões não removíveis.
Este capítulo discute principalmente conexões não removíveis, incluindo rebitagem TOX, soldagem, puncionamento e rebitagem e rebitagem com pregos.
Seção 1: Rebitagem TOX
1. Definição:
Usando um molde convexo simples, a peça de conexão é pressionada no molde côncavo. Sob pressão adicional, o material dentro do molde côncavo flui para fora, resultando em um ponto de conexão circular liso e sem rebarbas.
Isto não afetará sua resistência à corrosão, mesmo para materiais de chapa com revestimentos ou camadas pintadas. Isso ocorre porque os revestimentos e as camadas de tinta também se deformam e fluem junto com o material.
O material é comprimido em ambos os lados e na placa do lado côncavo do molde, formando um ponto de conexão TOX, conforme mostrado no diagrama abaixo:

2. Método de conexão:
A rebitagem TOX pode ser usada para conectar duas ou mais camadas de placas com materiais e espessuras iguais ou diferentes.
Nas mesmas condições, a resistência da conexão estática de um ponto único TOX é de 50% a 70% da soldagem por pontos, e a resistência dos pontos duplos é a mesma da soldagem por pontos.
3. Faixa de conexão de diferentes pontos de rebite: (unidade mm)
| Diâmetro do rebite | 12 | 10 | 8 | 6 | 5 | 4 | 3 |
| Faixa de espessura do material para conexão | 4~11 | 1,75~7 | 1,6~6,0 | 1,0~3,0 | 0,9~2,5 | 0,6~2,0 | 0,5~1,5 |
| Distância mínima da borda ao centro do rebite TOX | 10 | 8 | 7 | 6 | 6 | 5 | 4 |
Nota: O diâmetro do rebite TOX está intimamente relacionado à resistência da conexão. Quanto maior o diâmetro, mais forte será a conexão.
4. Defeitos da rebitagem TOX:
(1) Depende de acessórios de posicionamento ou blocos de molde para posicionamento.
(2) A largura mínima do material conectado é afetada pelo diâmetro do molde TOX.
5. Vantagens do molde TOX:
Além de ser utilizado em equipamentos especializados, também é adequado para puncionadeiras comuns, portanto seu alcance de rebitagem é muito maior do que o exigido pelo TOX.
Para materiais de placa com revestimentos ou camadas pintadas, a camada protetora no ponto de conexão não é danificada e as propriedades anticorrosivas originais são mantidas.
6. Diagrama esquemático da formação de rebites TOX:



Seção 2: Soldagem
1. Definição
A essência do processo de soldagem é usar processos físicos e químicos apropriados para aproximar os átomos metálicos de duas superfícies separadas da distância da rede (0,3-0,5 nm), formando uma ligação metálica, de modo que os dois metais sejam conectados em um e atingir o objetivo da soldagem.
2. Métodos e Classificação de Soldagem

No processo de fabricação, soldagem por arco com gás inerte de tungstênio (TIG), soldagem por arco com gás inerte de metal (MIG) e soldagem por pontos são os métodos de soldagem mais comuns. A seguir está uma breve introdução desses três métodos de soldagem:
A. Soldagem a arco com gás inerte de tungstênio
A soldagem TIG é um processo de soldagem em que o eletrodo e a zona do arco, assim como o metal fundido, são todos protegidos por gás argônio, isolando-os do ar.
O eletrodo é feito de tungstênio ou haste de liga de tungstênio e não derrete durante o processo de queima do arco, resultando em um processo de soldagem estável.
Quando o gás hélio é usado como gás de proteção, isso é chamado de soldagem a arco de hélio.
A soldagem TIG é amplamente utilizada em indústrias como fabricação de aeronaves, energia atômica, engenharia química e têxteis.
É adequado para soldar metais não ferrosos facilmente oxidados e suas ligas, aço inoxidável, ligas de alta temperatura, titânio e ligas de titânio e metais reativos difíceis de fundir, como molibdênio, nióbio e zircônio.
No entanto, a capacidade de transporte de corrente dos eletrodos de tungstênio é limitada e a potência do arco é restrita, resultando em profundidade de soldagem rasa, baixa velocidade de soldagem e adequado apenas para soldagem de peças com espessura inferior a 6 mm.
B. Soldagem por arco com gás inerte de metal
A soldagem MIG, também conhecida como soldagem a arco de metal a gás (GMAW), usa um fio de soldagem como eletrodo, e o eletrodo e a zona do arco são protegidos por um gás inerte como o argônio.
Se Ar-O2, Ar-CO2 ou Ar-CO2-O2 for usado como gás de proteção, isso é chamado de soldagem Metal Active Gas (MAG).
A soldagem MIG pode soldar quase todos os metais e é especialmente adequada para soldar alumínio e suas ligas, cobre e suas ligas, aço inoxidável, etc.
Como um fio de soldagem é usado como eletrodo, uma corrente de alta densidade pode ser usada, resultando em uma grande profundidade fundida e rápida velocidade de enchimento.
É adequado para soldar placas espessas de alumínio e cobre, e a deformação da soldagem é menor que a soldagem TIG.
A soldagem MIG também pode usar conexão reversa DC e tem bom efeito de pulverização catódica ao soldar alumínio e suas ligas.
Além disso, o efeito de autoajuste inerente do arco subsônico é mais significativo na soldagem MIG na soldagem de alumínio e suas ligas.
C. Soldagem por pontos
A soldagem a ponto é um processo de soldagem no qual a superfície de contato e a área circundante da junta são derretidas pelo calor de resistência gerado pelo contato entre os eletrodos e a peça de trabalho, e então solidificadas para formar um ponto de solda.
Pode ser usado para soldagem mista de alumínio e ferro, alumínio e cobre, aço inoxidável e ferro fundido, mas é mais difícil soldar alumínio e alumínio por pontos.
D. Brasagem
Brasagem é um método de união de duas ou mais peças de metal usando um metal de adição com ponto de fusão inferior ao do metal base.
O metal de adição derrete e umedece o metal base por ação capilar, formando uma junta forte após a solidificação.
A brasagem requer aquecimento e proteção para evitar que o metal de adição fundido entre em contato com o ar.
Existem vários tipos de métodos de brasagem de acordo com diferentes fontes de calor e condições de proteção, como brasagem por chama, brasagem por indução, brasagem em forno de resistência, brasagem em banho de sal, etc.
3. Composição de equipamentos de soldagem existentes e capacidades de soldagem
Os equipamentos de soldagem existentes podem ser divididos em três tipos: máquinas de soldagem por pontos, máquinas de soldagem manuais (MIG e TIG) e robôs de soldagem (MIG e TIG).
A. Máquina de solda por pontos:
Máquina de solda por ponto tipo C fixa:
Máquina de solda por ponto de controle síncrono Qilong 100KVA AC IC
Máquina de solda a ponto com compensação de corrente secundária controlada por microcomputador Panasonic 100KVA AC (tecnologia japonesa, produzida pela Panasonic Tangshan)
As máquinas de solda a ponto acima podem soldar placas de aço galvanizado, placas de aço laminadas a frio, placas de aço inoxidável, ferro boca de cavalo, placas de aço laminadas a quente, com uma faixa de espessura de 0,3 mm a 6 mm para junta sobreposta de duas placas.
Máquina de solda por pontos suspensa:
A máquina de solda por ponto suspensa 48KVA da marca Quanxing (produzida em Taiwan), pode soldar uma faixa de espessura de placa de 0,2-3 mm para junta sobreposta de duas placas.
Máquina de solda a ponto tipo armazenamento de capacitor:
Máquina de solda por ponto do tipo armazenamento de capacitor Pengyuwei 4500J, pode soldar placas de alumínio e liga de alumínio com uma espessura de 0,4 mm-3,0 mm.
B. Máquina de solda manual MIG:
Existem máquinas de solda MIG de pulso OTC 350P DC e máquinas de solda American Flymat MIG350A, que podem soldar aço macio com espessura de placa de 0,8 mm ou superior, e alumínio e ligas de alumínio com espessura de 2 mm ou superior.
C. Máquina de solda manual TIG:
Máquina de solda TIG de pulso de dupla utilização Hitachi HITACHI AC/DC, que pode soldar aço macio com espessura de placa de 0,4 mm ou superior e alumínio e ligas de alumínio com espessura de 1,0 mm ou superior.
D. Robô de soldagem MIG:
Existem robôs de soldagem MIG suecos ABB e robôs de soldagem MIG da empresa japonesa YAKAWA MOTOMAN WF200, que podem soldar placas de aço galvanizado, placas de aço laminadas a frio, placas de aço inoxidável, ferro boca de cavalo, placas de aço laminadas a quente, com uma faixa de espessura de 0,8 mm ou superior.
E. Robô de soldagem TIG:
Existem robôs de soldagem suecos ABB TIG sem enchimento, que podem soldar placas de aço galvanizado, placas de aço laminadas a frio, placas de aço inoxidável, ferro boca de cavalo, placas de aço laminadas a quente com espessura de 0,4 mm ou superior.
4. Notação de soldagem
Símbolos de soldagem e códigos de métodos de soldagem são símbolos ou códigos padronizados usados em desenhos estruturais de soldagem e constituem um tipo de linguagem de engenharia.
Os símbolos de soldagem e códigos de métodos de soldagem na China são definidos nos padrões nacionais GB324-88 “Método de Representação de Símbolos de Soldagem” e GB5185-85 “Códigos de Representação de Soldagem e Processos Afins em Desenhos.
Estas normas são basicamente consistentes com as normas internacionais ISO2553-84 “Método de Representação de Símbolos de Soldagem” e ISO4063-78 “Representação de Soldagem e Processos Afins em Diagramas”.
Portanto, eles podem ser usados de forma intercambiável.
I. Símbolos de soldagem
O padrão GB324-88 “Método de representação de símbolos de soldagem” especifica que os símbolos de soldagem são aplicáveis tanto à soldagem por fusão quanto à soldagem por resistência.
A norma também especifica que para simplificar o desenho, símbolos de soldagem geralmente devem ser usados para representar as soldas no desenho, mas métodos de desenho técnico também podem ser usados.
Os símbolos de soldagem especificados pela norma nacional incluem símbolos básicos, símbolos suplementares e símbolos de tamanho de solda.
Os símbolos de soldagem são geralmente compostos de símbolos básicos e linhas de referência, e símbolos suplementares, símbolos de tamanho de solda e outros símbolos podem ser adicionados conforme necessário.

Os símbolos básicos representam o formato da seção transversal da solda. Os 13 símbolos básicos especificados no padrão GB324-88 são mostrados na Tabela 1-3.
Os símbolos suplementares de soldagem representam características superficiais da solda. Os três símbolos suplementares especificados no padrão GB324-88 são mostrados na Tabela 1-4.
Símbolos adicionais de soldagem são usados para complementar certas características da solda. Os símbolos adicionais especificados no padrão GB324-88 são mostrados na Tabela 1-5.
Os símbolos de tamanho de solda representam as dimensões características da ranhura e da solda. Os 16 símbolos de tamanho especificados no padrão GB324-88 são mostrados na Tabela 1-6.
Tabela 1-3: Símbolos Básicos de Soldagem.
| Número de série | Nome | Diagrama esquemático | Símbolo |
| 1 | Solda de borda (fusão completa da borda) |
 |
|
| 2 | Solda em forma de I |  |
 |
| 3 | Solda em forma de V |  |
|
| 4 | Solda em forma de V unilateral |  |
|
| 5 | Solda em forma de V com borda romba |  |
|
| 6 | Solda em forma de V unilateral com borda romba |  |
 |
| 7 | Solda em forma de U com borda romba |  |
|
| 8 | Solda em forma de J com borda romba |  |
|
| 9 | Solda de costura |  |
|
| 10 | Solda de canto |  |
|
| 11 | Solda de encaixe ou solda de fenda |  |
|
| 12 | Ponto de solda |  |
|
| 13 | Solda de topo | 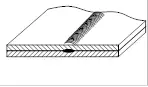 |
|
Tabela 1-4: Símbolos Auxiliares de Soldagem
| número de série | nome | diagrama esquemático | símbolo | instrução |
| 1 | Símbolo plano |  |
Superfície de solda nivelada (geralmente obtida por meio de usinagem) | |
| 2 | Símbolo côncavo |  |
Superfície de solda côncava | |
| 3 | Símbolo convexo |  |
Superfície de solda convexa |
Tabela 1-5: Símbolos Suplementares de Soldagem
| número de série | nome | diagrama esquemático | símbolo | instrução |
| 1 | Símbolo da barra de apoio |  |
 |
Para indicar uma solda com uma barra de apoio na raiz |
| 2 | Símbolo de solda de ponto |  |
 |
Para indicar uma solda em três lados |
| 3 | Símbolo de solda circunferencial |  |
|
Para indicar uma solda ao redor da circunferência de uma peça de trabalho |
| 4 | Símbolo no local |  |
Para indicar soldagem realizada no local ou em campo | |
| 5 | Símbolo da cauda” é a tradução para |  |
Você pode consultar o conteúdo do GB5185 para marcar métodos de processo de soldagem, etc. |
Tabela 1-6: Símbolos de dimensões de soldagem
| número de série | nome | diagrama esquemático | número de série | nome | diagrama esquemático |
| d | Espessura da peça |  |
ah | Ângulo de bisel |  |
| b | Lacuna raiz |  |
eu | Comprimento da solda” é a tradução para |  |
| p | Borda cega |  |
n | Número do segmento de solda |  |
| c | Largura de solda |  |
e | Espaçamento de solda |  |
| d | Diâmetro de fusão |  |
K | Tamanho da perna de solda |  |
| S | Espessura efetiva da garganta |  |
H | Profundidade do sulco |  |
| N | Símbolo de quantidade para soldas idênticas |  |
h | Altura do reforço |  |
| R | Raio raiz |  |
b | Ângulo de bisel da face da ranhura |  |
2. Códigos de métodos de soldagem
A fim de simplificar a marcação e descrição dos métodos de soldagem, vários métodos de soldagem, como soldagem de metal e soldagem _, podem ser representados por algarismos arábicos especificados na norma nacional GB5185-85.
A Tabela 1-7 mostra os códigos dos métodos de soldagem comumente usados, especificados na norma nacional GB5185-85.
Tabela 1-7: Códigos para os principais métodos de soldagem comumente usados.
| Nomes de métodos de soldagem | Códigos de métodos de soldagem | Nomes de métodos de soldagem | Códigos de métodos de soldagem |
| Soldagem a arco | 1 | Soldagem por pressão | 4 |
| Soldagem por arco metálico blindado (SMAW) | 111 | Soldagem por fricção | 42 |
| Soldagem por arco submerso (SAW) | 12 | Soldagem por difusão | 45 |
| Soldagem a arco de gás tungstênio (GTAW) com proteção de gás inerte, também conhecida como soldagem com gás inerte de tungstênio (TIG) | 131 | Outros métodos de soldagem | 7 |
| Soldagem a arco de metal a gás (GMAW) com proteção de gás inerte, também conhecida como soldagem a gás inerte de metal (MIG) | 135 | Soldagem por eletroescória (ESW) | 72 |
| Soldagem a arco de metal a gás (GMAW) com proteção de gás não inerte, também conhecida como soldagem Metal Active Gas (MAG) | 141 | Soldagem eletrogás (EGW) | 73 |
| Soldagem a arco plasma (PAW) | 15 | Soldagem a laser | 751 |
| Soldagem por resistência | 2 | Soldagem por feixe de elétrons | 76 |
| Soldagem a ponto | 21 | Soldagem de pinos | 78 |
| Soldagem de costura | 22 | Soldagem dura | |
| Soldagem instantânea | 24 | Brasagem dura | 9 |
| Soldagem de topo por resistência | 25 | Soldagem suave | 91 |
| Soldagem a gás | 3 | Brasagem. | 94 |
| Soldagem oxi-combustível. | 311 | – | – |
3. Colocação do símbolo de soldagem nos desenhos
3.1 Requisitos Básicos:
O método completo de representação de soldas em desenhos inclui não apenas os símbolos básicos, símbolos auxiliares, símbolos suplementares, mas também linhas de referência, alguns símbolos de dimensão e dados.
Os símbolos de soldagem e os códigos dos métodos de soldagem devem ser representados com precisão através de linhas de referência e especificações relevantes.
As linhas de referência geralmente consistem em duas partes: uma linha de seta com ponta de seta e duas partes de linha de base (uma linha sólida e outra linha tracejada).
3.2 Relação entre Flecha e Articulação:
A figura a seguir fornece um exemplo do significado do lado da seta e do lado sem seta de uma junta:

A posição das linhas de seta:
Geralmente não há nenhum requisito especial para a posição das linhas de seta em relação às soldas, mas ao indicar soldas em V, V simples e em forma de J, a linha de seta deve apontar para o lado da peça de trabalho com a ranhura. Se necessário, a linha da seta pode dobrar uma vez.
3.4 Posição da Linha de Base:
A linha tracejada da linha de base pode ser desenhada no lado superior ou inferior da linha sólida da linha de base. A linha de base geralmente deve ser paralela à borda inferior do desenho, mas também pode ser perpendicular à borda inferior sob condições especiais.
3.5 Posição dos Símbolos Básicos em relação à Linha de Base:
Se a solda e a linha da seta estiverem no mesmo lado da junta, o símbolo básico da solda deverá ser marcado no lado da linha sólida.
Por exemplo, conforme mostrado na figura a seguir:

Se a solda estiver no lado sem seta da junta, então o símbolo básico da solda deverá ser marcado no lado da linha tracejada da linha de base.

Ao marcar soldas simétricas e soldas de dupla face, não é necessário adicionar linhas tracejadas.

4. Símbolos de tamanho de solda e suas posições de anotação:
4.1 Os princípios para marcação de símbolos e dados de tamanho de solda são mostrados na figura a seguir:
O tamanho da seção transversal da solda está marcado no lado esquerdo do símbolo básico.
O tamanho na direção do comprimento da solda está marcado no lado direito do símbolo básico.
Tamanhos como ângulo da ranhura, ângulo da face da ranhura e folga da raiz são marcados no lado superior ou inferior do símbolo básico.
O símbolo para o número de soldas idênticas está marcado na cauda.
Quando há muitos dados de tamanho difíceis de distinguir, o símbolo de tamanho correspondente pode ser adicionado na frente dos dados.
Os princípios acima permanecem inalterados quando a direção da seta muda.

4.2 Explicação dos símbolos de dimensão:
As dimensões que determinam a localização da solda não são fornecidas no símbolo da solda, mas estão marcadas no padrão.
Quando não há nenhuma anotação ou explicação no lado direito do símbolo básico, significa que a solda é contínua ao longo de todo o comprimento da peça.
Quando não há nenhuma anotação ou explicação no lado esquerdo do símbolo básico, significa que a solda de topo deve ser totalmente penetrada.
Para soldas tampão e ranhuras com bordas chanfradas, a dimensão do fundo do furo deve ser indicada.
5. Processo de fabricação de soldagem
1. Compreendendo o desenho:
No processo de fabricação, quando o pessoal de design do processo recebe o desenho, o primeiro passo é entender a estrutura da peça.
Com base nisso, entenda o conteúdo de soldagem exigido pelo cliente, incluindo o local de soldagem, o método de soldagem a ser utilizado, se é necessário polimento e outros requisitos especiais.
É muito importante entender a intenção do cliente, o que determina o fluxo do processo que adotaremos posteriormente.
2. Determinando o método de soldagem:
Em geral, o desenho do cliente já marca claramente o método e os requisitos de soldagem: se deve usar solda ou soldagem por pontos, qual deve ser o comprimento da costura de solda, o tamanho da seção transversal, etc.
No entanto, em alguns casos, como quando pensamos que seria melhor mudar da soldadura para a soldadura por pontos, podemos confirmar a mudança no método de soldadura com o cliente.
3. Determinando a junta de soldagem:
A junta de soldagem mais comum é quando os dois lados da peça se cruzam verticalmente durante a autossoldagem. Conforme mostrado na Figura 1 abaixo:

Observe que na maioria dos casos, os clientes podem não ter considerado a soldabilidade e a junta pode não atender necessariamente aos requisitos reais de soldagem.
Portanto, geralmente são necessários ajustes ao soldar em casos como juntas perpendiculares de 90 graus.
Conforme mostrado nas Figuras 2 e 3, a Figura 2 é mais adequada para soldagem TIG com materiais finos (menos de 2,0), enquanto a Figura 3 é adequada para soldagem MIG com materiais espessos.
Quanto à forma de enrolamento da borda, ela pode ser determinada com base na situação real, geralmente considerando o ângulo de curvatura, sendo melhor usar o lado comprido para enrolar o lado curto.
4. Posicionamento de soldagem:
Ao soldar duas ou mais peças, é necessária uma relação que possa determinar a posição uma da outra, o que é o problema de posicionamento.
Dependendo se a própria peça possui uma estrutura de posicionamento, ela pode ser dividida em autoposicionamento e posicionamento de fixação.
A seguir descrevemos esses dois tipos de posicionamento separadamente:
(1) Autoposicionamento:
Uma certa saliência ou degrau reservado é feita em uma peça de trabalho, e o recesso ou furo correspondente é feito na outra peça de trabalho para realizar o posicionamento entre as peças de trabalho.
Atualmente, existem dois tipos mais comumente usados: meio cisalhamento – posicionamento de poço côncavo e espiga – posicionamento de canal quadrado.
A estrutura típica do posicionamento do poço meio-cisalhamento – côncavo é mostrada na figura abaixo.
Nos casos em que os requisitos não são elevados (como quando a superfície soldada da peça de trabalho não é visível), o poço côncavo pode ser processado em um furo passante, mas é estritamente proibido fazer um furo passante se a peça de trabalho for exposto ao exterior.
Outra estrutura alternativa deste método é transformar o meio cisalhamento circular e o poço côncavo em um retângulo, mas isso não é recomendado.

O processamento de cavas semi-cisalhadas e côncavas é geralmente realizado em NCT. Ambas as especificações de meio-cisalhamento, seja para cima ou para baixo, possuem ferramentas.
Não há ferramentas dedicadas para poços côncavos frontais, mas eles podem ser processados através do uso de ferramentas combinadas.
Existe uma ferramenta dedicada para poços côncavos reversos com diâmetro de 3,1, mas atualmente não há ferramentas para poços côncavos reversos com diâmetro de 2,4 e eles não podem ser processados.
O método de utilização do posicionamento de meio cisalhamento – côncavo tem certas limitações: devido à adoção da estrutura de meio cisalhamento, o efeito de meio cisalhamento não é ideal para chapas grossas (acima de T2.0), e a parte saliente do o meio cisalhamento tem formato de arco e não pode servir como função limitante.
E como o poço côncavo é formado pela compressão forçada do material, ele só pode ser aplicado a materiais relativamente macios (como AL, CRS, GI, etc.), e é impossível conseguir isso para materiais mais duros (como SPHC, SUS, etc.).
Em resumo, este método é adequado para materiais com faixa de 2,0 mm ou menos de chapas metálicas GI, CRS e AL.
O posicionamento da espiga – ranhura quadrada é mostrado na figura abaixo:

Ao utilizar este tipo de método de posicionamento, o primeiro passo é determinar as especificações da ranhura de posicionamento.
Se o corte NCT for usado, é melhor considerar que o furo quadrado pode ser usinado em uma passagem com ferramentas NCT.
Se for usado corte a laser, o tamanho pode ser determinado com base na situação real. Geralmente, o orifício da ranhura pode ser 0,1 mm maior que a espiga, e a parte saliente da espiga não deve exceder a espessura da placa na ranhura de posicionamento.
A ranhura não precisa ser necessariamente um furo retangular (tipo fechado) e pode ser feita do tipo aberto dependendo da situação específica.
(2) Faixa de aplicação de dois métodos de autoposicionamento:
Comparando os dois métodos de posicionamento acima, pode-se observar que quando as superfícies de soldagem de duas peças de trabalho são paralelas entre si, o método de posicionamento de meio cisalhamento e poço côncavo é melhor.
Quando as superfícies de soldagem de duas peças de trabalho são perpendiculares entre si, o método de posicionamento de espiga – ranhura quadrada é mais adequado.
(3) Posicionamento do aparelho:
Se o autoposicionamento não atender aos requisitos do desenho ou se forem necessários requisitos de posicionamento elevados, será necessário fazer um dispositivo de fixação especial e será necessária a cooperação com departamentos relevantes (como pesquisa e desenvolvimento de automação).
5. Requisitos de processo para soldagem a ponto:
(1) Espessura total da soldagem por pontos:
A espessura total da soldagem a ponto não deve exceder 8 mm, e o tamanho do ponto de soldagem é geralmente 2T+3 (2T representa a espessura das duas peças soldadas).
Como o eletrodo superior é oco e resfriado por água de resfriamento, o eletrodo não pode ser reduzido sem limite e o diâmetro mínimo é geralmente de 3 a 4 mm.
(2) Perfuração e rebarbação de pontos de soldagem:
A peça de soldagem a ponto deve perfurar e rebarbar os pontos de soldagem em uma das superfícies que estão em contato entre si para aumentar a resistência da soldagem.
Normalmente, o tamanho da rebarba é Φ1,5-2,5 mm e a altura é de cerca de 0,3 mm. O processamento de algumas pequenas saliências em uma das peças a serem soldadas pode melhorar o processo de soldagem.
Conforme mostrado na figura abaixo, quando a cabeça de soldagem pressiona a saliência durante o processo de soldagem e a eletricidade é aplicada, a pequena saliência derrete, tornando a conexão mais firme e confiável.

(3) Distância entre duas soldas:
À medida que a espessura da peça soldada aumenta, a distância entre as duas soldas também aumenta.
Se a distância for muito pequena, a peça está sujeita a superaquecimento e deformação, enquanto se for muito grande, a resistência da junta pode ser insuficiente e podem aparecer rachaduras entre as duas peças.
Geralmente, a distância entre duas soldas não deve exceder 35 mm (para materiais abaixo de 2 mm).
(4) Folga entre peças soldadas:
Antes da soldagem por pontos, a distância entre as duas peças geralmente não deve exceder 0,8 mm.
Quando a peça de trabalho é dobrada e depois soldada por pontos, a posição e a altura das soldas são muito importantes.
Se não forem colocados corretamente, a soldagem a ponto pode ficar desalinhada ou deformada, resultando em erros maiores.
(5) Danos superficiais causados por soldagem a ponto:
As rebarbas são facilmente formadas no ponto de soldagem por pontos, que precisam ser polidas e à prova de ferrugem.
Quando necessário, a área de soldagem por pontos pode ser revestida com tinta prateada. Se a área de soldagem a ponto precisar ser pintada, ela deverá ser polida antes da pintura.
(6) Soldagem a ponto de placas de aço galvanizado:
As placas de aço galvanizado incluem principalmente placas galvanizadas, placas revestidas de chumbo, placas revestidas de alumínio e placas revestidas de estanho, etc.
Na produção, é comumente encontrada soldagem por pontos de placas de aço galvanizado e peças galvanizadas.
A espessura da camada de zinco é geralmente inferior a 20um.
Em comparação com a soldagem a ponto de placas de aço comuns, a presença do revestimento de zinco não apenas reduz a densidade de corrente na área de soldagem, mas também torna instável a distribuição do campo de corrente.
O aumento da corrente também promove ainda mais a formação de liga Cu-Zn na face final de trabalho do eletrodo, acelerando o desgaste do eletrodo e danos ao revestimento.
Ao mesmo tempo, o revestimento de zinco de baixo ponto de fusão causa a ocorrência de rachaduras e poros durante o processo de cristalização da zona de fusão.
Portanto, a faixa de especificações de soldagem por pontos adequada para placas de aço galvanizado é estreita e a resistência da junta flutua muito, com baixa soldabilidade.
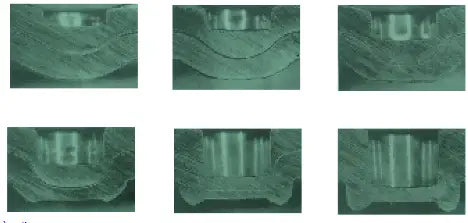
(7) Faixa de processamento de interferência de soldagem a ponto:
A seguir está um diagrama esquemático da soldagem a ponto por uma máquina de solda, com os dados indicando a faixa de processamento fornecida pelo grupo de soldagem a ponto em 16 de outubro de 2000.

Seção 3: Rebitagem por Extrusão de Furo
1. Definição
A rebitagem por extrusão de furo é um processo que conecta duas partes, uma com furo perfurado e outra com furo escareado, usando uma matriz de rebitagem para formar uma junta inseparável.
Vantagens: Puncionar e escarear proporcionam posicionamento inerente para as duas peças. A rebitagem por extrusão de furo resulta em alta resistência da junta e alta eficiência através do uso de ferramentas especializadas.

Folha de dados de junta de rebite escareado
| Número do item Número de série | Espessura do materialT(mm) | Altura do escareadorH(mm) | Diâmetro externo do escareador D(mm) | |||||||||||
| 3,0 | 3.8 | 4,0 | 4.8 | 5,0 | 6,0 | |||||||||
| Correspondente ao diâmetro interno do escareador d e furo pré-perfurado d0 | ||||||||||||||
| d | d0 | d | d0 | d | d0 | d | d0 | d | d0 | d | d0 | |||
| 1 | 0,5 | 1.2 | 2.4 | 1,5 | 3.2 | 2.4 | 3.4 | 2.6 | 4.2 | 3.4 | / | / | / | / |
| 2 | 0,8 | 2,0 | 2.3 | 0,7 | 3.1 | 1,8 | 3.3 | 2.1 | 4.1 | 2.9 | 4.3 | 3.2 | / | / |
| 3 | 1,0 | 2.4 | / | / | / | / | 3.2 | 1,8 | 4,0 | 2.7 | 4.2 | 2.9 | 5.2 | 4,0 |
| 4 | 1.2 | 2.7 | / | / | / | / | 3,0 | 1.2 | 3.8 | 2.3 | 4,0 | 2,5 | 5,0 | 3.6 |
| 5 | 1,5 | 3.2 | / | / | / | / | 2.8 | 1,0 | 3.6 | 1.7 | 3.8 | 2,0 | 4.8 | 3.2 |
Nota: O princípio geral da rebitagem escareada é H=T+T'+(0,3~0,4), D=D'-0,3 e Dd=0,8T. Quando T≧0,8mm, a espessura da parede escareada é 0,4T. Quando T<0,8 mm, a espessura da parede escareada é geralmente de 0,3 mm. H' é geralmente considerado como 0,46±0,12.
Seção 4: Puxe a junta do rebite
1. Classificação:
Os rebites de tração são divididos em dois tipos: cabeça chata e cabeça redonda (também conhecida como cabeça de guarda-chuva).
Para rebites de tração de cabeça chata, o lado em contato com a cabeça do rebite deve ter um furo escareado. Para rebites de tração de cabeça redonda, a superfície de contato é plana.
2. Definição:
Puxar o mandril do rebite através das duas partes com furos passantes usando uma pistola de rebite até quebrar, fazendo com que a luva externa do rebite se expanda e se torne uma conexão não removível.
3. Parâmetros da junta de rebite de tração:
| Categoria de rebites. | O diâmetro nominal do rebite D | O diâmetro do furo para rebitar placas de aço D1 | ComprimentoL | M | Diâmetro da cabeça H | Altura da cabeça P | Espessura da chapa de aço para rebitagem | Força final.(N) | |||
| Em forma de guarda-chuva | Cabeça chata | escareado | cabeça plana com resistência ao cisalhamento | Resistência ao cisalhamento | resistência à tração | ||||||
| Rebite cego de alumínio | 2.4 | 2,5 | 5.7 7.3 8,9 |
1,42 | 4.8 | 0,7 | 0,8 | 1,0~3,2 3,2~4,8 4,8~6,4 |
1,6~3,2 3,2~4,8 4,8~6,4 |
490 | 735 |
| 3,0 | 3.1 | 6.3 8,0 9,8 |
1,83 | 6,0 | 0,9 | 1,0 | 1,0~3,2 3,2~4,8 4,8~6,4 |
1,6~3,2 3,2~4,8 4,8~6,4 |
735 | 1180 | |
| 3.2 | 3.3 | 6.3 8,0 9,8 |
1,83 | 6.4 | 0,9 | 1.1 | 1,6~3,2 3,2~4,8 4,8~6,4 |
1,6~3,2 3,2~4,8 4,8~6,4 |
930 | 1420 | |
| 4,0 | 4.1 | 6,9 8.6 10.4 |
2.28 | 8,0 | 1.2 | 1.4 | 1,2~3,2 3,2~4,8 4,8~6,4 |
1,6~3,2 3,2~4,8 4,8~6,4 |
1470 | 2210 | |
| rebite de tração de alumínio | 4.8 | 4.9 | 7,5 9.3 11.1 |
2,64 | 9.6 | 1.4 | 1.6 | 1,6~3,2 3,2~4,8 4,8~6,4 |
2,3~3,2 3,2~4,8 4,8~6,4 |
2260 | 3240 |
| rebite de tração de aço | 3.2 | 3.3 | 6.4 9,5 |
1,93 | 9,5 | 1,0 | 1,0~3,2 3,2~6,4 |
1270 | 1770 | ||
| 4,0 | 4.1 | 10.2 | 2.41 | 11.9 | 1,25 | 3,2~6,4 | 2060 | 2940 | |||
| 4.8 | 4.9 | 10.8 | 2,90 | 15,9 | 1,9 | 3,2~6,4 | 2750 | 3920 | |||
Observação: O diâmetro do furo passante do rebite na peça é geralmente 0,2 ~ 0,3 mm maior que o diâmetro nominal D do rebite. A distância do centro do furo do rebite até a borda deve ser maior que 2 vezes o tamanho do furo do rebite para obter melhor resistência do rebite. Se a distância for muito pequena, a resistência será bastante reduzida.
4. Diagrama de formatos de rebites:

Observação:
(1) Os rebites de tração de cabeça chata são usados principalmente para superfícies com requisitos rigorosos, onde nenhum fixador saliente pode ser conectado. A cabeça plana do rebite de tração é embutida em um furo escareado no fixador para que a cabeça não se projete da superfície.
(2) A cor do rebite de tração pode ser combinada com a peça de montagem por escurecimento ou outros tratamentos para atender aos requisitos do cliente. Por exemplo, a cabeça do rebite de tração pode ser pintada para permitir a rebitagem em peças pintadas.
5. Para o rebite de tração mais comumente usado, 3B010-01
É o rebite de tração de cabeça chata de extremidade aberta mencionado acima. O diâmetro externo D do rebite é de 0,125 polegadas, ou seja, 3,175 mm. O furo escareado correspondente é Φ6,5XΦ3,5X120°, e o furo passante correspondente é Φ3,4.







