
Funcionamento, vantagens, desvantagens e aplicações da usinagem a jato abrasivo
Construção-
Na Usinagem a Jato Abrasivo, os gases empregados geralmente são ar e nitrogênio. Os abrasivos utilizados são óxido de alumínio, carboneto de silício, pó de vidro e carbonato de sódio. O tamanho principal varia de 10 metros a 50.
As partículas de tamanho menor são utilizadas para obter bom acabamento superficial e precisão, enquanto as partículas de tamanho maior proporcionam rápida taxa de remoção de material. Os bicos são feitos de material duro, como carboneto de tungstênio ou cerâmica, para suportar alto grau de desgaste por abrasão. A mistura de gases abrasivos, a pressão do jato, o tamanho das partículas abrasivas e a dureza são os principais responsáveis pela taxa de remoção de metal. A taxa de remoção de metal para este tipo de processo é geralmente de 16 mm^3 /min no corte de vidro e a velocidade do jato varia de 150 a 300 metros por minuto.
caption-attachment-1088″ >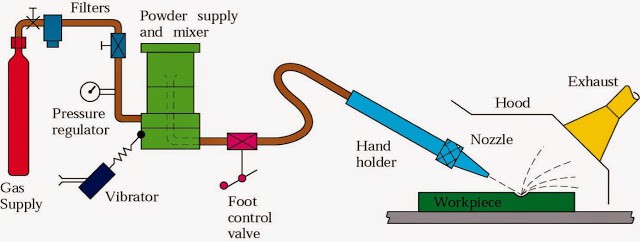 Trabalho de usinagem a jato abrasivo
Trabalho de usinagem a jato abrasivo
Trabalho de usinagem a jato abrasivo
Quando as partículas abrasivas atingem a peça de trabalho com alta velocidade, esse impacto causa uma fratura. Existem muitos parâmetros que influenciam a taxa de remoção de material.
1. Abrasivos-
A taxa de remoção de metal depende da composição, resistência, tamanho e taxa de fluxo de massa das partículas abrasivas. A taxa de remoção de material aumenta com o aumento da proporção de mistura. Um aumento adicional na proporção de mistura diminui a Taxa de Remoção de Metal. A taxa de fluxo de massa da partícula abrasiva depende da pressão do gás. A taxa de remoção de material aumenta linearmente com o aumento da vazão mássica.
2. Gás-
Como a pressão da velocidade depende da composição do gás, a taxa de remoção de material é afetada principalmente pela composição do gás.
3. Bocal-
Em um bocal, os grãos abrasivos fluem continuamente com uma velocidade muito alta. Assim, o bocal é o elemento mais importante para controlar as características do processo. O parâmetro importante é a distância entre a superfície de trabalho e a ponta do bico, conhecida como distância da ponta do bico. Quando a distância da ponta do bico aumenta, a velocidade das partículas abrasivas que colidem com a peça de trabalho também aumenta. o aumento na velocidade dos abrasivos não afeta apenas a taxa de remoção de metal, mas também a forma e o tamanho do furo ou cavidade produzido na peça de trabalho. A taxa de remoção de metal aumenta com o aumento da distância da ponta do bico até um valor máximo. O aumento adicional na distância da ponta do bico diminui a taxa de remoção de metal, uma vez que a velocidade será reduzida devido ao arrasto da atmosfera.
Vantagens da usinagem a jato abrasivo-
1. Este método facilita a usinagem de furos complexos e cavidades intrincadas de materiais mais duros com o formato desejado.
2. Os metais frágeis que são muito difíceis de usinar no processo de usinagem convencional são facilmente usinados por este processo com melhor precisão.
3. A usinagem pode ser realizada facilmente para materiais frágeis de seções finas.
4. O investimento de capital é muito baixo.
5. Não ocorre contato direto entre a peça de trabalho e a ferramenta.
6. O calor gerado neste processo é muito menor.
Desvantagens da usinagem com jato abrasivo
1. A taxa de remoção de material é muito lenta.
2. Este processo não é aplicável para materiais dúcteis.
3. Baixa precisão de usinagem.
4. O pó abrasivo não pode ser reciclado ou recuperado.
5. A limpeza do material de trabalho é necessária após a operação, pois existe o perigo de partículas abrasivas aderirem ao material.
Aplicações de usinagem a jato abrasivo-
1. Este método é empregado em microssoldagem, perfuração fina e perfuração de abertura para microscópio eletrônico.
2. Usado na usinagem de perfis complexos em metais frágeis e duros.
3. Usado para usinagem de semicondutores.
4. Este método também é empregado para realizar operações de limpeza e corte em materiais como silício, germânio, quartzo, mica e muitos mais.
5. Abrasão e congelamento de materiais frágeis, como vidro, cerâmica, refratários e muitos mais.







