A régua de grade é um elemento de detecção de posicionamento para o eixo linear de máquinas-ferramentas CNC.
Ele atua como os “olhos” de um operador humano, monitorando se o eixo linear se move com precisão para a posição exigida pelo sistema de controle numérico após a execução do programa NC.
Sem uma régua de grade, a precisão do movimento do eixo linear depende inteiramente da precisão do sistema NC e da precisão da transmissão mecânica.

Após uso prolongado de máquinas-ferramentas CNC, devido a alterações nos parâmetros de calibração elétrica e aumento de erros mecânicos, o eixo linear pode desviar-se significativamente da posição exigida pelo programa do sistema de controle numérico.
Nesse caso, nem o sistema de controle nem os operadores da máquina estariam cientes deste desvio. Para detectar com precisão tais problemas, o pessoal de manutenção precisa realizar testes de precisão na máquina-ferramenta.
Portanto, para máquinas-ferramenta CNC sem régua de grade, testes periódicos de precisão são essenciais, caso contrário, pode resultar em variações excessivas na precisão da usinagem ou até mesmo em sucata dos produtos que estão sendo processados.
Se uma régua de grade fosse instalada no eixo linear de uma máquina-ferramenta CNC, o problema mencionado seria resolvido sem a necessidade de intervenção humana.
A régua de grade atua como um elemento de detecção de posição, e se o eixo linear não conseguir atingir a posição precisa exigida pelo sistema de controle numérico devido a razões mecânicas, a régua de grade envia feedback ao sistema NC, permitindo que o eixo linear alcance com precisão seu posição.
Neste caso, a régua da grade atua como uma função de monitoramento independente, semelhante aos olhos de um operador humano, “observando” continuamente a posição do eixo linear, garantindo que ele atinja a posição exigida pelo sistema de controle numérico.
Na produção de novas máquinas-ferramentas ou na reforma de antigas, o objetivo do uso de uma régua de grade é aumentar a precisão do eixo linear.
Porém, a precisão deste eixo não depende apenas da régua da grade, mas principalmente da precisão da geometria mecânica do próprio eixo linear.
A régua da grade não pode substituir a precisão do componente mecânico; apenas melhora seu desempenho.
Muitas pessoas têm mal-entendidos sobre esta questão, especialmente se a precisão geométrica do eixo linear da máquina-ferramenta for baixa. Por exemplo, alguns tornos usam uma cremalheira para transmissão, o que resulta em uma grande folga reversa.
Mesmo quando uma régua de grade é usada com tal eixo, ela pode causar oscilações quando se aproxima da posição precisa devido à baixa precisão da transmissão.

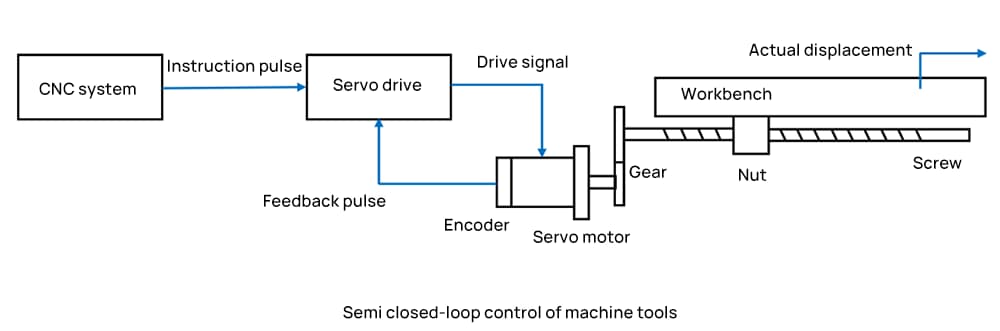
Os sistemas de controle de circuito semifechado não podem controlar os erros de transmissão causados pelo mecanismo de transmissão da máquina-ferramenta, erros de deformação térmica produzidos pelos mecanismos de transmissão durante operação em alta velocidade e erros causados pelo desgaste dos sistemas de transmissão durante operação em alta velocidade.
Durante o processo de usinagem, esses erros afetaram severamente a precisão e a estabilidade da usinagem das máquinas-ferramentas CNC.
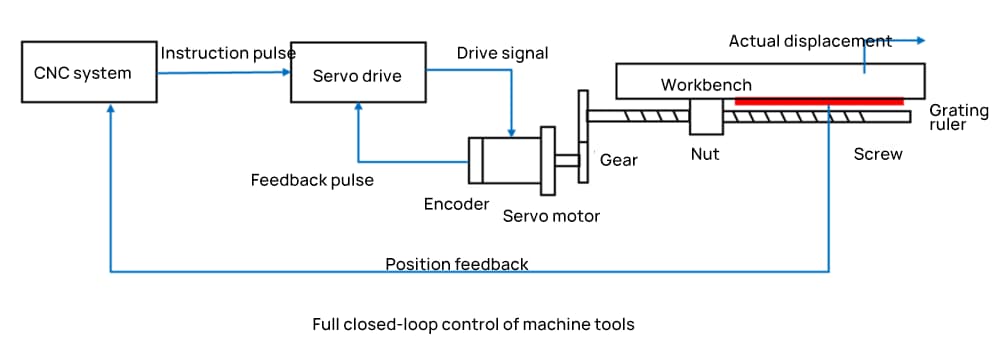
As réguas de grade para eixos lineares alcançam controle de loop totalmente fechado das coordenadas lineares da máquina-ferramenta CNC, reduzindo os erros mencionados acima, melhorando a precisão do posicionamento, a precisão da repetibilidade e a confiabilidade da precisão da máquina-ferramenta.
Como um componente chave para melhorar a precisão do posicionamento das máquinas-ferramentas CNC, a popularidade da régua de grade está aumentando entre os usuários.
Precisão da máquina CNC
A precisão das máquinas-ferramentas CNC pode ser classificada em três aspectos principais, incluindo precisão geométrica, precisão de posicionamento e precisão de usinagem.
A precisão geométrica, também chamada de precisão mecânica, é o erro abrangente de forma geométrica de componentes críticos da máquina-ferramenta após a montagem.
As ferramentas de medição e métodos utilizados para detectá-lo são basicamente os mesmos usados em máquinas-ferramentas comuns, mas com requisitos mais elevados.
Tomando como exemplo um centro de usinagem vertical típico, sua precisão geométrica inclui os seguintes parâmetros:
- 1. Planicidade da mesa de trabalho
- 2. Ortogonalidade do movimento em diferentes direções coordenadas
- 3. Paralelismo da mesa de trabalho em relação às direções das coordenadas X e Y
- 4. Precisão de rotação do fuso
- 5. Paralelismo do eixo do spindle em relação ao sentido da coordenada Z no movimento da caixa do spindle principal
- 6. Linearidade do movimento do fuso na direção da coordenada Z

Precisão de posicionamento
A precisão de posicionamento refere-se à precisão de posicionamento real que os principais componentes da máquina-ferramenta podem atingir no final do movimento. A diferença entre a posição real e a desejada é conhecida como erro de posicionamento.
Nas máquinas-ferramentas CNC, a precisão do posicionamento também é chamada de precisão do movimento da máquina e é determinada pela precisão do sistema CNC e pelo erro de transmissão mecânica.
O movimento de cada componente da máquina-ferramenta é concluído sob o controle do dispositivo CNC, e a precisão que cada componente do movimento pode atingir afeta diretamente a precisão da peça usinada.
Portanto, a precisão do posicionamento é um item crítico de inspeção.
Precisão de repetibilidade
A precisão da repetibilidade refere-se ao grau de consistência na precisão da posição obtida pela execução repetida do mesmo código de programa em uma máquina-ferramenta CNC.
A precisão da repetibilidade é afetada por fatores como características do servosistema, folga e rigidez dos elos de transmissão de alimentação, bem como características de atrito.
Em geral, a precisão da repetibilidade está sujeita a erros ocasionais na distribuição normal e afeta a consistência de um lote de peças processadas, tornando-se um indicador de precisão essencial.
Leitura relacionada: Precisão de posicionamento versus repetibilidade em máquinas CNC
Precisão de usinagem
A precisão da usinagem é afetada por vários fatores que não são totalmente refletidos pela precisão geométrica e de posicionamento, que normalmente são detectados sem carga de corte ou com a máquina-ferramenta em estado estacionário ou em movimento lento.
Por exemplo, sob a influência de forças de corte e de fixação, os componentes da máquina-ferramenta sofrerão deformação elástica. Os componentes da máquina-ferramenta também sofrerão deformação térmica devido a fontes internas de calor (como rolamentos e engrenagens superaquecidos, etc.) e mudanças na temperatura ambiente.
Além disso, a máquina-ferramenta gera vibrações sob a influência das forças de corte e da velocidade de movimento. Além disso, quando os componentes móveis da máquina-ferramenta se movem em velocidades de trabalho, a precisão do seu movimento difere daquela medida em baixas velocidades devido à película de óleo nas superfícies deslizantes e outros fatores.
Todos esses fatores podem causar alterações na precisão estática da máquina-ferramenta, afetando a precisão de usinagem da peça.
A precisão da máquina-ferramenta sob a influência de cargas externas, aquecimento e vibrações durante o trabalho é conhecida como precisão dinâmica da máquina-ferramenta.
A precisão dinâmica está intimamente relacionada à precisão estática e depende em grande parte da rigidez, resistência à vibração e estabilidade térmica da máquina-ferramenta.
Atualmente, a precisão dinâmica abrangente da máquina-ferramenta é geralmente avaliada pela precisão de usinagem das peças produzidas por meio de operações de corte, que é conhecida como precisão de trabalho da máquina-ferramenta. A precisão de trabalho reflete a influência abrangente de vários fatores na precisão da usinagem.
Métodos para melhorar a precisão da usinagem CNC
Atualmente, existem principalmente dois métodos para melhorar a precisão da usinagem de máquinas-ferramentas CNC na indústria de usinagem de peças: prevenção de erros e compensação de erros.
Métodos de prevenção de erros
A prevenção de erros refere-se a medidas tomadas para melhorar o nível de qualidade do projeto, processamento e montagem dos componentes, controlar efetivamente os fatores ambientais e atingir o objetivo de eliminar ou reduzir as fontes de erros.
Por exemplo, o uso de trilhos guia termicamente simétricos e parafusos esféricos de alta rigidez para controle de temperatura pode efetivamente reduzir a deformação térmica da máquina-ferramenta e o aumento de temperatura da fonte de calor, reduzindo assim a ocorrência de erros.
Os métodos de prevenção de erros são divididos principalmente em três categorias: erro de tamanho, prevenção de erros geométricos, prevenção de erros de deformação térmica e outras formas de prevenção de erros.
Esses métodos podem reduzir até certo ponto a probabilidade de ocorrência de erros, mas é quase impossível eliminar completamente a deformação térmica e os erros geométricos.
Além disso, a precisão de usinagem da máquina-ferramenta tem um impacto significativo, e a melhoria da qualidade das peças tem um custo elevado, tornando-a pouco comum em aplicações práticas.
Métodos de compensação de erros
A compensação de erros envolve a instalação de sondas de precisão, sensores de posição, réguas de grade e outros equipamentos em máquinas-ferramenta CNC para fornecer feedback sobre os erros de usinagem da máquina-ferramenta em tempo real ao sistema CNC.
A máquina-ferramenta compensa automaticamente a precisão da usinagem, melhorando a precisão da usinagem de peças e reduzindo significativamente os custos de matéria-prima.
Falhas comuns de réguas de grade como elementos de detecção de posição em eixos lineares
1. O pulso zero não pode ser encontrado quando o eixo linear retorna ao ponto de referência.
Em termos de desempenho, o eixo continua girando até colidir com o limite do eixo durante o retorno ao ponto de referência.
Esta falha geralmente é causada pela sujeira do cabeçote de leitura ou da régua de grade. Para resolver esse problema, remova o cabeçote de leitura e limpe-o com álcool anidro, e limpe a parte escamada com um pano de seda embebido em álcool anidro.

2. Um alarme foi acionado no eixo linear da máquina-ferramenta CNC durante a operação.
Se o eixo linear de uma máquina CNC produzir um alarme durante a operação, os seguintes alarmes poderão aparecer dependendo do sistema de controle utilizado: “Erro no encoder de hardware” para sistemas Siemens 840D ou LNC, e “Erro de feedback” para sistemas Fanuc.
Razões:
(1) Devido a vibrações ou outros motivos, a distância entre o cabeçote de leitura e a escala da grade na máquina-ferramenta aumenta durante o uso, fazendo com que o sistema CNC assuma incorretamente que a escala da grade está com defeito.
Para resolver este problema, ajuste a distância entre a cabeça de leitura e a escala da grade de acordo com o manual da escala da grade. A distância entre a cabeça de leitura e o corpo da balança deve ser em torno de 1-1,5 mm e não exceder 2 mm.
(2) A instalação inadequada da balança de grade, como a instalação perto de poços de óleo, pode resultar na contaminação da balança por óleo e gás.
Neste caso, a “escala fixa” e a “escala móvel” da escala da grade devem ser limpas separadamente e, em seguida, a escala da grade deve ser ajustada e testada antes do uso.
(3) A instalação inadequada do cabeçote de leitura pode danificar a própria unidade.
Na pior das hipóteses, detritos de liga de alumínio podem entrar na escala fixa da escala, causando danos às linhas da escala e inutilizando permanentemente a escala.
3. O eixo linear da máquina-ferramenta CNC saiu de controle abruptamente.
Na maioria dos casos, quando o eixo linear da máquina-ferramenta CNC fica fora de controle, isso se deve à contaminação do elemento de detecção de posição, como a régua da grade.
Para resolver o problema, a grade ou cabeça de leitura da régua de grade precisa ser bem limpa.
4. Outras falhas:
Após anos de experiência na manutenção de máquinas-ferramenta CNC, observamos que a régua de grade, como elemento de detecção de posição do sistema CNC, pode melhorar a precisão de posicionamento do eixo linear da máquina-ferramenta quando a parte mecânica da máquina-ferramenta está operando suavemente .
Além disso, a régua de grade pode detectar possíveis perigos ou problemas na parte mecânica da máquina-ferramenta.
Um torno C61200 produzido pela Wuzhong Corporation foi adaptado com um sistema CNC FAGOR 8055TC.
Durante o processamento de um rolo, que tinha um corpo elíptico, o eixo X afastou-se do rolo quando a ferramenta de corte encontrou uma área relativamente grande do corpo do rolo, na ausência de uma instrução de movimento do eixo X.
Quando a ferramenta de corte tocou uma área relativamente pequena do corpo do rolo, o eixo X moveu-se em direção ao rolo, fazendo com que o eixo X se movesse para frente e para trás. Após inspeção do sistema CNC da máquina-ferramenta, constatou-se que o servo motor CA do eixo X estava travado na ausência de sinal de “habilitação”.
Quando o elemento de detecção de posição do eixo X foi blindado e substituído por um sistema de circuito semifechado, o fenômeno do movimento do eixo X para frente e para trás desapareceu durante o corte.
Algumas pessoas pensaram que esse fenômeno era causado por problemas com a régua da grade, mas após a inspeção, descobriu-se que a tampa traseira do parafuso esférico do eixo X estava solta.
Portanto, quando o rolo estava girando, porque o rolo tinha um formato elíptico, quando a ferramenta de corte encontrava uma área relativamente grande do corpo do rolo, o rolo exercia uma força de “empurrão para cima” no eixo X, empurrando o eixo X. eixo longe da direção do diâmetro do rolo.
Neste momento, o movimento do eixo X não foi causado pelas instruções de controle numérico da máquina-ferramenta. A régua de grade usada para detectar a posição do eixo X detectou que o eixo X se moveu na direção “+X” (longe do corpo do rolo) sem receber nenhuma instrução do sistema CNC.
A função da régua de grade é detectar se o eixo linear se move com precisão sob a ação das instruções de controle numérico. Se o eixo linear não se mover com precisão, o sistema de controle numérico intervém para posicionar o eixo linear com precisão.
Portanto, quando a ferramenta de corte tocou uma área relativamente pequena do corpo do rolo, a ferramenta tinha uma certa folga com o corpo do rolo, e a régua da grade fez com que o eixo X se movesse na direção do diâmetro do rolo para se posicionar no X -posição da coordenada do eixo indicada pelo sistema de controle numérico.
Desta forma, quando o rolo gira um círculo, o eixo X se move alternadamente na “direção longe do diâmetro do rolo” e na “direção próxima ao diâmetro do rolo” quando não há movimento de instrução de dados no eixo X. Portanto, durante o processamento do rolo, o eixo X moveu-se para frente e para trás devido à tampa traseira solta do fuso de esferas.
Quando um eixo linear de uma máquina-ferramenta CNC usando um sistema de malha fechada sofre tremores ou oscilações do motor, é necessário proteger o elemento de detecção de posição para eliminar o fenômeno anormal.
Geralmente, primeiro verifique a limpeza do elemento de detecção de posição, como a régua de grade e o cabeçote de leitura, e se a posição de instalação do cabeçote de leitura é razoável e exclua fatores que causam mau funcionamento do elemento de detecção de posição.
Se o elemento de detecção de posição estiver funcionando corretamente, é provável que haja um problema com a cadeia de transmissão mecânica do eixo linear.
Neste caso, é necessário verificar se há alguma folga nos componentes da corrente de transmissão mecânica, se há desgaste nas peças mecânicas e se a respectiva lubrificação da corrente de transmissão mecânica é adequada.







