
Nos últimos anos, o uso de robôs industriais teve um rápido aumento, principalmente nas áreas de soldagem, pulverização e manuseio. No entanto, existem relativamente poucas aplicações de robôs industriais na área de dobra de chapas metálicas.
A dobra de chapas metálicas é uma tarefa amplamente utilizada e perigosa, tornando as perspectivas do mercado para dobradeiras robóticas muito positivas, com inúmeros casos de sucesso no exterior.
Atualmente, 40-50% das dobradeiras dobradeiras nas oficinas europeias e americanas de processamento de chapas metálicas estão equipadas com sistemas robóticos de dobra automática, enquanto na China a automação da dobra está apenas começando. Durante a próxima década, a procura por robôs de dobra a nível mundial aumentará linearmente.
A célula de dobra flexível de chapa metálica com controle numérico, com um robô como componente principal de execução, é uma combinação de equipamentos altamente automatizados que apresenta alta eficiência, qualidade e flexibilidade.
Nesta célula de dobra flexível, a escolha da combinação correta de componentes pode aumentar a eficiência e a flexibilidade da dobra.
A precisão da dobra depende da precisão da máquina dobradeira, da precisão de posicionamento do robô e do controle coordenado entre o robô e a dobradeira.
O desafio no controle colaborativo reside na sincronização da velocidade entre o robô e a prensa dobradeira e no suporte do robô à trajetória de movimento da peça.
O baixo desempenho de seguimento pode afetar severamente o ângulo de curvatura e a planicidade da superfície da chapa, afetando assim a qualidade do produto final.
Composição da flexão da prensa dobradeira robótica célula
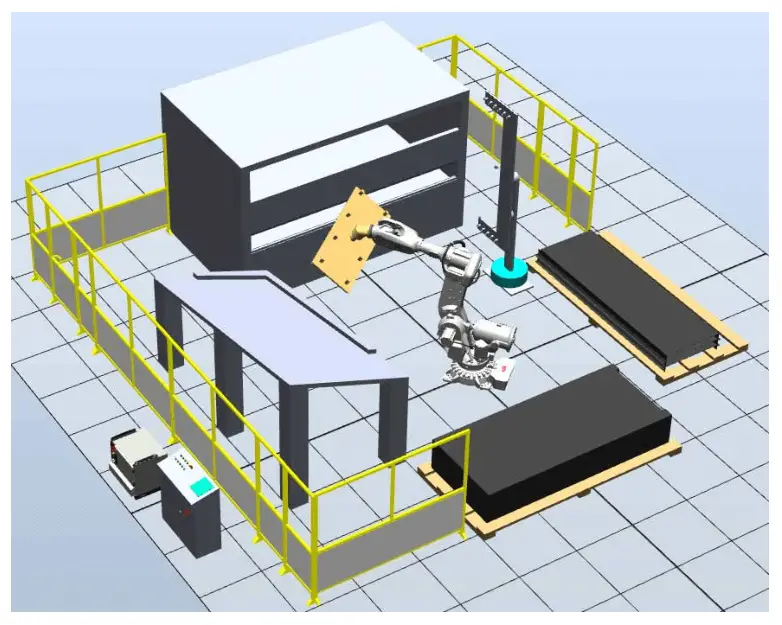
A célula de dobra dobradeira padrão (Figura 1) é um sistema que depende de robôs e máquinas dobradeiras como seus componentes principais. Outros componentes de suporte incluem uma pinça, uma mesa de carga, uma mesa de descarga, uma mesa de posicionamento, uma estrutura giratória, um dispositivo de troca manual e vários sensores para detecção.
A pinça atua como a “mão” do robô e realiza a tarefa de pegar e posicionar a peça, substituindo o papel de um operador humano.
Fig.1 Layout geral da célula de dobra da prensa dobradeira
A pinça de um robô dobrador normalmente é feita anexando várias ventosas a uma estrutura de metal.
As plataformas de carga e descarga normalmente utilizam paletes empilhados ou correias transportadoras ou rolos para transportar matérias-primas e transferir produtos acabados.
As folhas cobertas de óleo são propensas a aderir, o que pode resultar na coleta de várias folhas de uma só vez. Para evitar isso, um dispositivo de divisão, como um divisor magnético e sensores de detecção, pode ser instalado próximo à mesa de carregamento para garantir que cada folha seja agarrada separadamente.
A mesa de posicionamento é uma plataforma inclinada com flanges e possui esferas micro convexas. O robô transfere a chapa de aço para a mesa de posicionamento e a placa desliza para baixo até a borda de retenção devido à gravidade.
Como a posição da mesa de posicionamento e da borda de retenção são fixas, quando o robô pega a folha novamente, a posição da placa e da pinça é relativamente precisa, fornecendo uma referência para a próxima dobra.
A estrutura giratória é uma estrutura fixa para o dispositivo de preensão. Quando o robô precisa mudar sua posição para pegar a peça de trabalho, ela pode ser colocada na estrutura giratória para estabilização e o robô pode segurá-la novamente na nova posição.
Em alguns casos especiais, as matrizes da prensa dobradeira também podem ser usadas para fixar a peça de trabalho e alterar sua posição de aderência.
Processo de trabalho de célula de dobra robótica
O trabalho da célula de flexão é dividido em seis processos conforme mostrado na Fig.2, incluindo:
- Alimentando
- Recuperando
- Alinhamento
- Vire
- Dobrando
- Paletização

Fig.2 Fluxo de trabalho da célula de dobra
(1) Alimentação
A pilha completa de folhas a serem processadas é colocada manualmente na mesa de alimentação. Um interruptor de detecção de folhas é instalado na mesa de alimentação para evitar que o robô pegue a bandeja depois que todas as folhas forem processadas.
(2) Recuperação
O robô se desloca até o local da mesa de carregamento e utiliza um sensor ultrassônico instalado na pinça para detectar a altura da placa. Com base nos dados detectados, o robô ajustará automaticamente sua posição para pegar a folha.
Depois que a folha é agarrada, a espessura da folha é medida usando um dispositivo de medição de espessura para evitar que o robô pegue várias folhas de uma vez, o que resultaria em falha no processamento.
Após a conclusão da medição da espessura, o processo de alinhamento pode começar.
(3) Alinhamento
O robô se move até o local da mesa de posicionamento e coloca a folha sobre ela para um posicionamento preciso (Figura 3).
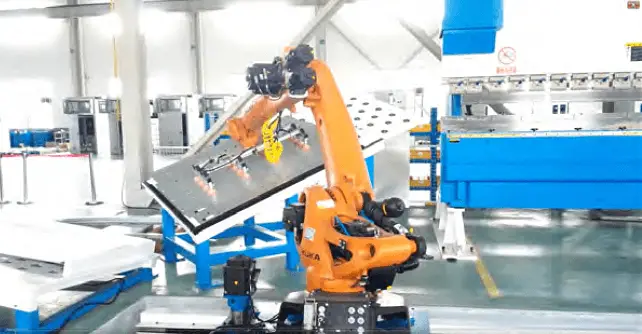
Fig.3 Posicionamento da folha
Após o posicionamento, o robô pegará a chapa novamente e a preparará para dobrar.
(4) Vire
Com base nos requisitos do processo, o robô determinará se uma estrutura giratória é necessária.
Se necessário, o robô irá até o local da estrutura giratória e colocará a folha sobre ela. O robô então soltará a folha e se moverá para o outro lado da folha para pegá-la.
(5) Flexão
O robô se move até o local da máquina dobradeira, coloca a folha plana na matriz inferior e a posiciona com precisão usando o sensor de dedo traseiro na dobradeira.
Assim que o posicionamento for concluído, o robô envia um sinal de dobra para a prensa dobradeira e trabalha com ela para concluir a operação de dobra.
O robô então avalia se outra dobra é necessária para determinar se a dobra consecutiva deve ser realizada, conforme mostrado na Figura 4.

Fig.4 Dobragem robótica de chapas
A flexão é o processo crítico.
O desafio técnico da dobra reside na cooperação entre o robô e a dobradeira, conhecida como dobra seguinte.
Quando o robô agarra ou apoia a chapa durante a dobra, a chapa fica deformada. O robô deve seguir o movimento da folha e fazer movimentos circulares de acordo com um algoritmo de trajetória específico, mantendo uma posição consistente em relação à folha.
(6) Paletização
O robô se move até o local da mesa de descarga. Com base nas diferenças no formato da peça de trabalho, existem vários métodos de paletização, incluindo paletização de matriz tradicional, paletização cruzada de camada única e dupla, paletização de fivela positiva e negativa e assim por diante, conforme mostrado na Figura 5.

Fig.5 Paletização de folhas
Técnico chave pontos da célula de dobra dobradeira robótica
Atualmente, seja um robô de seis eixos padrão geral ou um robô de dobra otimizado para o processo de dobra em termos de extensão ou formato do braço, ele requer o suporte de um algoritmo de acompanhamento de dobra, e é raro encontrar um robô que não o faça. têm uma capacidade de seguimento de flexão.
Se o efeito seguinte não for bom, a pinça ou ventosa pode deformar a peça de trabalho devido à trajetória de seguimento deficiente, causando rugas na folha e afetando a qualidade da conformação.
O desenvolvimento de um modelo preciso de movimento de flexão e seguimento do robô pode ajudar na criação de um algoritmo de trajetória de seguimento forte, resultando em excelente desempenho de seguimento.
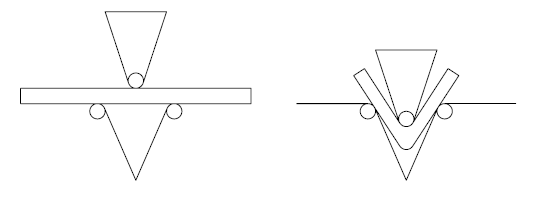
Fig.6 Diagrama esquemático do processo de dobra
A Figura 6 é uma representação esquemática de um processo de flexão, e um modelo matemático de flexão seguinte é derivado dela, conforme mostrado na Figura 7.
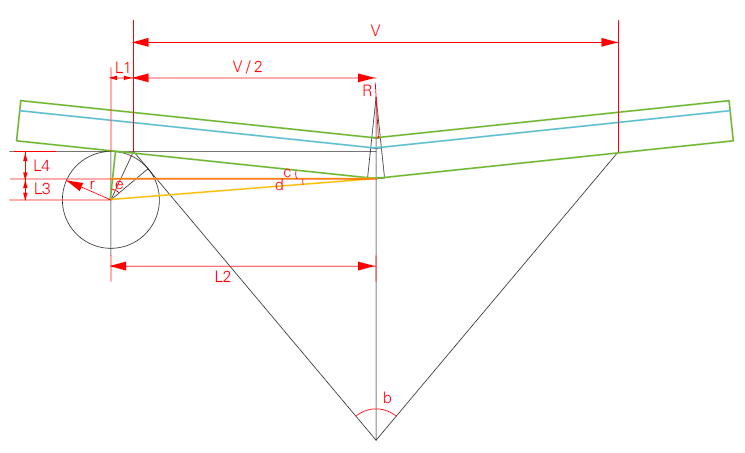
Fig.7 Modelo de movimento de flexão
Cada parâmetro na Figura 7 é expresso como:
- 1) Raio do arco do punção superior: R, unidade: mm;
- 2) Raio do arco da matriz inferior: r, unidade: mm;
- 3) Abertura inferior da matriz: V, unidade: mm;
- 4) Ângulo inferior do molde: ∠b, unidade: °;
- 5) Espessura da peça: T, unidade: mm;
- 6) Espessura da camada neutra até a superfície superior da peça: λ, unidade: mm;
- 7) Ângulo de flexão da peça: ∠a, unidade: °;
- 8) A quantidade do aríete da dobradeira que desce do ponto de fixação: S, unidade: mm.
A relação entre o ângulo de flexão e a quantidade de flexão descendente calculada de acordo com o modelo matemático é:
S = (r×TAN(45°-1/4×∠b)+V/2)×SIN(90-1/2×∠a)-(r+R+T))/COS(90-1/ 2×∠a)+(r+R+T)
Com base nos parâmetros mecânicos da Tabela 1, uma fórmula que descreve a relação entre o ângulo de flexão e a quantidade de descida pode ser usada para calcular a curva de trajetória da mudança de deslocamento do ângulo de flexão de 180° a 10° no X e Direções Z, conforme mostrado na Figura 8.
Tabela 1 Informações da matriz de flexão e informações necessárias da peça de trabalho

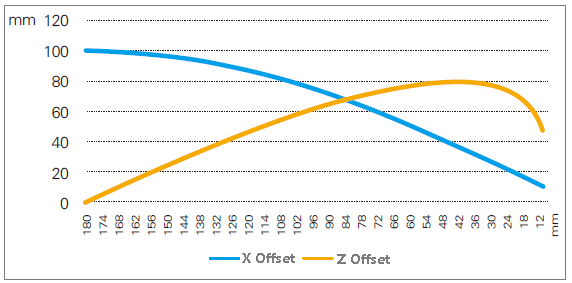
Fig.8 Relação entre ângulo de flexão e trajetória do robô
Pensamentos finais
À medida que a fabricação de chapas metálicas continua a avançar, o uso da dobra robótica está se tornando cada vez mais difundido.
Em comparação com o desenvolvimento de robôs de dobra especializados, a criação de um algoritmo de modelo de acompanhamento de dobra de robô que seja compatível com robôs gerais de seis eixos e possa ser aplicado a uma variedade de robôs terá custos de desenvolvimento mais baixos.
Ao colaborar com marcas de robôs de primeira linha e outros hardwares relevantes na indústria, a implementação da dobra robótica pode ser rapidamente promovida.







