
Com o avanço da tecnologia de processamento de chapas metálicas, a tecnologia de fabricação da China também está evoluindo e a lacuna com os países estrangeiros desenvolvidos está diminuindo.
Muitas empresas estrangeiras de renome estão a transferir as suas bases de produção para a China e a trazer consigo ideias inovadoras no processamento de chapas metálicas.
O equipamento tradicional de corte de chapas metálicas inclui tesouras de controle numérico e não numérico, prensas, corte por chama, corte a plasma e corte com água de alta pressão.
Esses dispositivos têm uma participação significativa no mercado e são conhecidos por seu preço acessível.
Embora tenham algumas desvantagens em comparação com a moderna tecnologia de corte a laser, eles também têm suas próprias vantagens exclusivas.
Depois de ler as descrições a seguir de diferentes cortadores de chapa metálica, você será capaz de determinar qual equipamento de corte de metal é melhor para suas necessidades antes de aprender como cortar chapa metálica.
Tesoura de jardim

As tesouras de controle numérico (NC) são projetadas principalmente para corte em linha reta e podem cortar folhas de até 4 metros de comprimento. No entanto, eles estão limitados ao corte apenas em linhas retas e são adequados para aplicações industriais que requerem apenas corte em linha reta após o nivelamento.
Puncionadeira

As puncionadeiras CNC/torre oferecem maior versatilidade nas curvas de usinagem, pois uma punção pode ser equipada com um ou mais conjuntos de moldes de punção quadrados, redondos ou outros moldes especializados. Eles são normalmente usados para trabalhos específicos em chapas metálicas, principalmente na indústria de gabinetes. As principais técnicas de processamento incluem corte em linha reta, corte de furos quadrados e redondos e produção de padrões relativamente simples e fixos. Essas prensas são usadas principalmente em placas de carbono com espessura inferior a 2 mm, e a área de corte normalmente fica na faixa de 2,5m x 1,25m.
Porém, a utilização de puncionadeiras para corte de chapas de aço inoxidável com espessura superior a 1,5mm não é recomendada, pois acarreta alto consumo de molde devido à alta viscosidade. Além disso, as puncionadeiras são limitadas em sua capacidade de perfurar placas de aço espessas e a superfície resultante pode estar sujeita a colapso. O alto custo e o longo ciclo de desenvolvimento do molde, bem como a baixa flexibilidade, são outras desvantagens deste método.
Em muitos países, o corte de chapas de aço com espessura superior a 2 mm geralmente é feito usando corte a laser moderno, em vez de puncionadeiras. Isso se deve à menor qualidade superficial da puncionamento e cisalhamento de chapas grossas, bem como à necessidade de maior tonelagem para puncionar chapas mais grossas. Isto é considerado um desperdício de recursos e também não é amigo do ambiente devido aos elevados níveis de ruído gerados pelo processo.
Corte de Chama

Por ser o método tradicional de corte, o corte por chama ainda possui um grande mercado devido ao seu baixo investimento e baixos requisitos de qualidade (que podem ser resolvidos com um processo de usinagem adicional).
É usado principalmente para cortar chapas de aço grossas com mais de 40 mm de espessura.
No entanto, suas desvantagens incluem deformação térmica excessiva, ranhuras largas, alto desperdício de aço e baixa velocidade de processamento, tornando-o adequado apenas para fabricação grosseira.
Corte Plasma

O corte a plasma e o corte a plasma fino são semelhantes ao corte a chama, mas possuem uma zona afetada pelo calor maior. No entanto, eles oferecem melhor precisão e velocidade em comparação ao corte por chama, tornando o corte a plasma uma força dominante no processamento de chapas médias.
A máquina de corte a plasma CNC fino atingiu os limites inferiores do corte a laser em termos de precisão ao cortar chapas de aço carbono de 22 mm. A velocidade de corte pode atingir mais de 2 metros por minuto, resultando em uma face de corte lisa, com a melhor inclinação controlada dentro de 1,5 graus.
No entanto, existem algumas desvantagens no corte a plasma. A deformação térmica pode ser excessiva ao cortar chapas finas e a inclinação pode ser maior. Quando é necessário um corte de alta precisão, o corte a plasma pode não ser a melhor opção. Além disso, os consumíveis utilizados no corte a plasma são muito caros.
Corte de água

O corte com água de alta pressão é uma técnica que utiliza um jato de água de alta velocidade misturado com carborundo para cortar chapas metálicas.
Este método tem poucas restrições quanto aos materiais que pode cortar e pode atingir uma espessura de até 100 mm.
Ela não só pode cortar materiais facilmente quebráveis, como cerâmica e vidro, que representam desafios para o corte térmico, mas também pode cortar materiais altamente refletivos, como cobre e alumínio, que são difíceis de cortar com laser. No entanto, o corte a laser tem seus próprios desafios.
Uma desvantagem do corte com água de alta pressão é sua lenta velocidade de processamento e pode criar muitos resíduos e detritos, tornando-o pouco ecologicamente correto. Além disso, requer um grande número de consumíveis.
Corte a laser
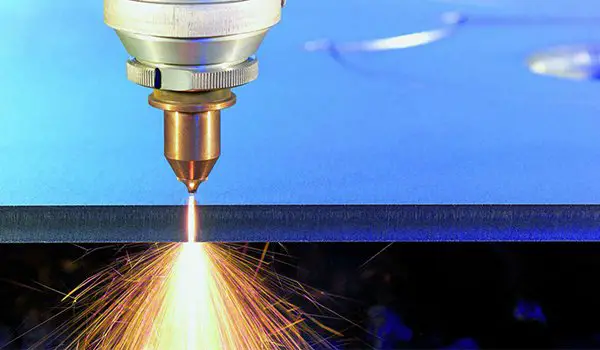
O corte a laser é um divisor de águas no processamento de chapas metálicas, servindo como a base da fabricação de chapas metálicas. Com sua alta flexibilidade, velocidade de corte rápida, produção eficiente e ciclo de produção curto, o corte a laser ganhou ampla popularidade entre os clientes.
Uma das principais vantagens do corte a laser é a ausência de força de corte e deformação. Além disso, não requer desgaste de ferramenta e possui boa compatibilidade de materiais.
Quer as peças sejam simples ou complexas, o corte a laser pode produzir cortes precisos rapidamente. Oferece fendas estreitas, cortes de alta qualidade, alta automação, facilidade de operação, baixa intensidade de mão de obra e ambiente livre de poluição.
O corte a laser também permite o corte e agrupamento automáticos, melhorando a utilização do material e reduzindo os custos de produção, resultando num bom resultado económico.
Essa tecnologia tem longa vida útil e atualmente é utilizada para cortar chapas com espessura superior a 2 mm em outros países.
Muitos especialistas estrangeiros prevêem que os próximos 30 a 40 anos serão a era de ouro da tecnologia de processamento a laser, especialmente no domínio do processamento de chapas metálicas.
Para concluir
Geralmente é recomendado o uso de corte a laser para chapas de aço carbono de até 20 mm de espessura, chapas de aço inoxidável de até 10 mm de espessura e materiais não metálicos, como acrílico e pranchas.
Para chapas de aço entre 20mm e 50mm, recomenda-se o corte a plasma.
O corte por chama é o método recomendado para chapas de aço acima de 50 mm.
Ao processar materiais não metálicos frágeis, como cobre, alumínio, vidro e mármore, recomenda-se o corte com faca de água.
Na indústria de fabricação de chapas metálicas, onde uma única variedade é relativamente comum, como produção em lote de gabinetes com espessura de chapa abaixo de 1 mm, são recomendadas puncionadeiras CNC e outros métodos de corte podem ser usados para auxiliar no processo de corte.







