
1. Visão Geral
A frequência de danos às engrenagens endurecidas por indução durante o uso é alta, especialmente para engrenagens com superfície endurecida, como a segunda engrenagem do eixo de um balancim de cisalhamento e engrenagens solares com módulo de 8-10. Essas engrenagens geralmente sofrem danos na forma de corrosão, descascamento e quebra de dentes.
Após a análise, descobrimos que não há camada endurecida abaixo do círculo primitivo dos dentes da engrenagem e o centro do dente e a raiz do dente não são temperados, o que significa que a profundidade de penetração do calor durante a têmpera superficial não atinge essas áreas.
Embora possamos teoricamente controlar a profundidade da camada endurecida ajustando os parâmetros elétricos do equipamento de aquecimento por indução, é difícil conseguir um controle preciso na prática devido a vários fatores que podem afetar a profundidade.
O atual controle de qualidade do processo de endurecimento depende de inspeções aleatórias e testes de danos, que são demorados e caros. Dado o foco da nossa empresa na produção de uma variedade de produtos em pequenos lotes, precisamos encontrar métodos de teste mais eficientes.
Os testes não destrutivos têm os benefícios de serem não destrutivos, de terem uma alta taxa de testes, de serem altamente eficientes e de serem econômicos.
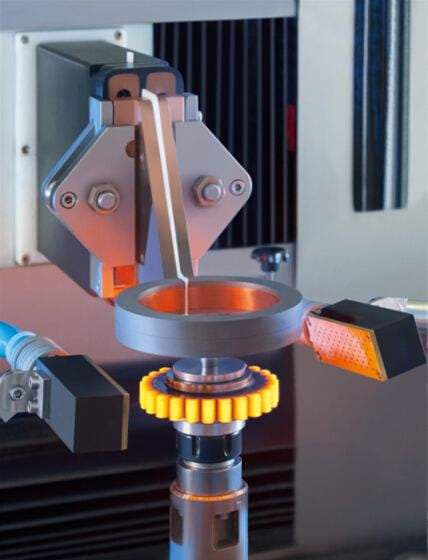
Para testar a profundidade de penetração de calor e a profundidade efetiva da camada endurecida das engrenagens dos módulos 6, 8, 9 e 10, utilizamos o equipamento do tipo QNET, um sistema de medição não destrutivo multicanal de segunda geração para profundidade da camada endurecida fabricado pela IZFP, Instituto de Ensaios Não Destrutivos e Instituto Fraunhofer na Alemanha. São realizados testes ortogonais e testes de comparação utilizando anatomia física e química.
2. Base teórica do teste
O processo de tratamento térmico de engrenagens de endurecimento por indução é: cementação → têmpera e revenido → endurecimento superficial.
O material da engrenagem usado é normalmente 18Cr2Ni4WA ou 20Cr2Ni4A, que é um tipo de aço de grão fino. Após o endurecimento por indução, a camada de aquecimento por indução sofre recristalização.
O rápido processo de aquecimento por indução resulta em uma estrutura mais fina, menor e mais densa na superfície, o que dificulta a penetração de ondas ultrassônicas comuns (1-5 MHz) na camada de indução.
Além disso, a engrenagem sofre carburação durante o endurecimento por indução. Carbonetos granulares finos na camada infiltrada ajudam a estabilizar a estrutura fixando os grãos na superfície da camada infiltrada, tornando-os ainda mais finos. No entanto, a densa camada de endurecimento superficial e a profundidade de penetração do calor são transparentes para ondas ultrassônicas de 20 MHz.
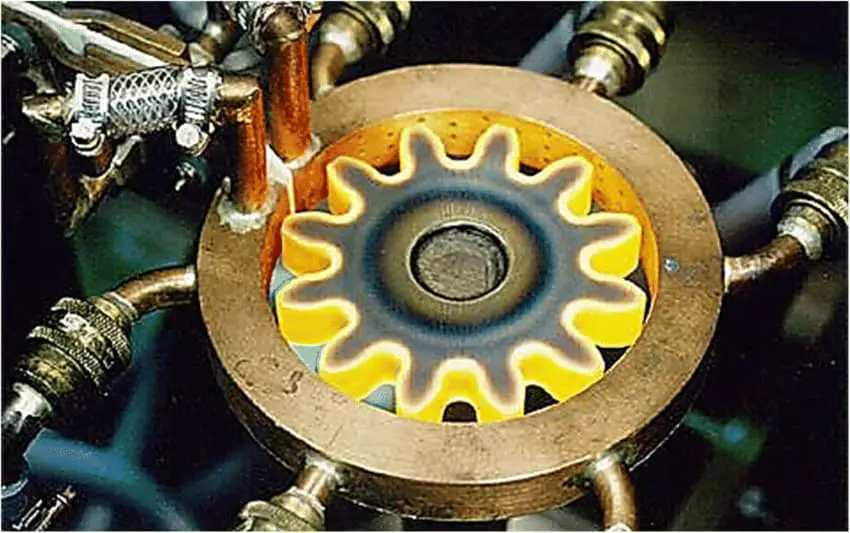
Quando a onda ultrassônica de 20 MHz atinge a interface entre a camada endurecida e a profundidade de penetração do calor, ocorrem ecos retroespalhados, conforme mostrado na Figura 1 e na Figura 2.
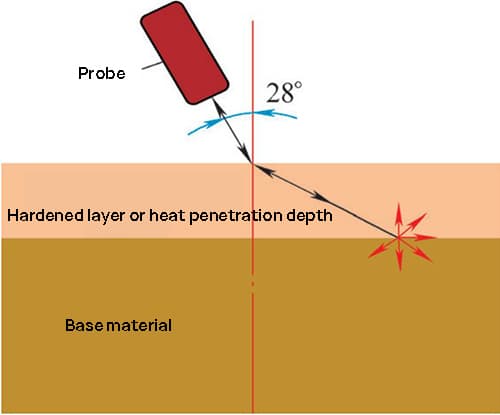
Fig. 1 Método de detecção de retroespalhamento ultrassônico

Fig. 2 eco de retroespalhamento ultrassônico
A profundidade de penetração do calor e a profundidade da camada endurecida da engrenagem com superfície endurecida podem ser obtidas usando a seguinte fórmula.
Rht=(vtcos β)/dois
Onde,
- Rht — camada endurecida ou profundidade de penetração de calor (mm);
- V — velocidade do som no material ensaiado (mm/s);
- t — tempo(s) de onda acústica desde a superfície da peça até a interface;
- β — Ângulo de refração ultrassônica da camada endurecida (°).
Atualmente, os materiais dos dentes das engrenagens 18Cr2Ni4WA e 20Cr2Ni4A utilizados na produção são aços martensíticos.
Dados e medições indicam que para dentes de engrenagem com módulo 10 ou menos, desde que os dentes da engrenagem sejam aquecidos até a faixa de temperatura austenítica e depois resfriados a ar, a dureza do núcleo será de pelo menos 36,0 HRC.
Portanto, a profundidade de penetração do calor das engrenagens endurecidas por indução pode atingir o núcleo dos dentes da engrenagem, garantindo que a dureza do núcleo atenda aos requisitos técnicos.
3. Esquema de detecção
Dada a situação atual da amostra de engrenagem temperada à superfície, desenvolvemos o seguinte plano de inspeção:
(1) Use um detector de espessura de camada de endurecimento por indução de alta resolução importado da Alemanha.
(2) Escolher e estabelecer valores limites inferior e superior adequados (LN e UN).
(3) Consulte a Tabela 1 para obter os requisitos técnicos de quatro tipos de engrenagens carburadas com superfície endurecida com módulos de corte de 6, 8, 9 e 10.
Tabela 1 Requisitos técnicos de têmpera para amostras de engrenagens de teste
| Número da engrenagem: | Módulo | Textura do material | Profundidade de penetração na superfície do dente / mm | Dureza do núcleo do dente (HRC) | Dureza da matriz (HRC) |
| 1 | 6 | 18Cr2Ni4WA | 1,0-1,4 | 36,0-42,0 | 27,0~32,0 |
| 2 | 8 | 20Cr2Ni4A | 1,2-1,6 | 36,0-42,0 | 27,0~32,0 |
| 3 | 9 | 18Cr2Ni4WA | 2,0~2,6 | 38,0~44,0 | 27,0~32,0 |
| 4 | 10 | 18Cr2Ni4WA | 2,0~2,6 | 38,0~44,0 | 27,0~32,0 |
(4) Escolha uma sonda angular de alta frequência (20 MHz) e uma sonda reta para detectar a superfície e a parte superior do dente, respectivamente.
(5) A profundidade da camada endurecida efetiva e a profundidade de penetração de calor das amostras de engrenagens foram determinadas através de testes de microdureza e macroanálise metalográfica, respectivamente.
(6) A precisão e confiabilidade dos dados de END foram avaliadas comparando o método de END com técnicas convencionais de microanálise e metalografia.
4. Resultados e análises de testes
O sistema de medição não destrutivo multicanal da empresa Fraunhofer IZFP, P3213QNET, foi usado para testar cinco tipos diferentes de engrenagens. Testes não destrutivos e testes físicos e químicos foram realizados na parte superior do dente, na superfície do dente e na raiz do dente, usando blocos de tela estreita na parte superior do dente, no plano do dente e na raiz do dente, respectivamente.
Os resultados são mostrados na Tabela 2.
Tabela 2 Comparação dos resultados dos testes dos dois métodos
| Número da engrenagem: | 1 | 2 | 3 | 4 | |
| Módulo | 6 | 8 | 9 | 10 | |
| Distância entre a crista do dente e o centro do dente / mm | 13,5 | 17,8 | 17.1 | 22 | |
| Resultados de END | Camada endurecida eficaz do círculo primitivo da superfície do dente / mm | 2.2 | 2,46 | 3.26 | 2.12 |
| Profundidade de penetração de calor/mm | 9.44 | 14,88 | 12,62 | 9,96 | |
| Dureza do núcleo do dente (HRC) | 36,0~44,0 | 27,0~32,0 | 27,0~32,0 | 27,0~32,0 | |
| Resultados de testes físicos e químicos | Camada endurecida eficaz do círculo primitivo da superfície do dente / mm | 1,53 | 2,55 | 3.05 | 1,77 |
| Profundidade de penetração de calor/mm | 92 | 152 | 122 | 92 | |
| Dureza do núcleo do dente (HRC) | 7,0~29,0 | 7,0~28,0 | 7,0~29,0 | 7,0~29,0 | |
De acordo com os resultados dos testes, as seguintes conclusões podem ser tiradas:
(1) Os valores obtidos a partir de ensaios não destrutivos e métodos de análise anatômica para detecção de profundidade de penetração térmica estão de acordo.
(2) Os resultados dos testes indiretos não destrutivos de dureza do centro do dente são consistentes com aqueles obtidos através da análise anatômica.
(3) Para detecção eficaz da profundidade da camada endurecida:
① Quando a sonda consegue atingir o círculo primitivo dos dentes da engrenagem (m = 8, m = 9), os valores obtidos nos testes não destrutivos estão de acordo com os da análise anatômica.
② Quando a sonda não consegue atingir o círculo primitivo, o desvio dos dados é significativo.
(4) Através de uma comparação de testes não destrutivos e testes físicos e químicos, o método de teste não destrutivo pode ser usado para determinar a profundidade de penetração do calor, a profundidade da camada endurecida na superfície e a dureza do núcleo da engrenagem endurecida na superfície.







