

Antes da popularização dos lasers multi-quilowatts, o corte a laser era principalmente superior ao corte a plasma para chapas finas abaixo de 10 mm. No entanto, na faixa de espessura de 30 a 50 mm, o corte a plasma tinha uma clara vantagem em termos de velocidade e o corte a laser não conseguia competir.
Com o surgimento dos lasers de vários quilowatts e agora com a ampla adoção dos lasers de 60kW, o corte a laser está se expandindo para o domínio do corte de chapas médias e grossas. Durante esse período, o mercado de corte a plasma sofreu um declínio dramático e está sendo gradualmente substituído em determinados cenários de aplicação.
O rápido aumento da quota de mercado do corte a laser pode ser atribuído a dois factores principais: o amadurecimento da tecnologia laser de fibra de alta potência e o rápido desenvolvimento de indústrias transformadoras, como a construção em aço, a construção naval, a aeroespacial e a energia nuclear, que têm um demanda urgente por corte eficiente e de alta qualidade de chapas grossas.
Nos últimos anos, o entusiasmo pelos lasers de vários quilowatts continuou inabalável, varrendo rapidamente a indústria do laser, embora não sem os seus céticos, particularmente no que diz respeito às recentemente introduzidas máquinas de corte a laser de 60 kW, que têm sido objeto de muito debate.
Surpreendentemente, em menos de seis meses, a procura por máquinas de corte a laser de 60 kW ultrapassou a oferta. A indústria da construção em aço recomprou repetidamente cortadores a laser de altíssima potência para substituir o corte a plasma, o que parece contradizer o ceticismo. A importância dos lasers de ultra-alta potência para processos de corte de metal está longe de ser comum quando se considera a substituição de processos tradicionais e cenários de aplicação.
Substituição do Corte Plasma por Laser
A substituição do corte a plasma pela tecnologia laser está se acelerando.
Mesmo antes da adoção generalizada do corte a laser, o corte a plasma era o processo mais maduro na metalurgia. Ele utilizou o calor de um arco de plasma de alta temperatura para derreter localmente o metal no corte, e o momento do plasma de alta velocidade foi usado para ejetar o metal fundido, formando um corte. O corte a plasma era conhecido por sua qualidade e custo razoáveis. Naquela época, o corte a plasma ainda era amplamente utilizado nos segmentos de chapas finas e médias devido à sua rápida velocidade de corte e corte suave.
Porém, com o surgimento do corte a laser, ele começou a impactar até certo ponto o corte a plasma. No setor de corte de chapas finas, os lasers de fibra de nível quilowatt têm uma vantagem absoluta sobre o corte a plasma em termos de qualidade e eficiência. Sua alta precisão, corte estreito, zona mínima afetada pelo calor, bordas sem rebarbas e alta velocidade de corte os tornaram a escolha preferida neste campo. Em contraste, as desvantagens do corte a plasma tornaram-se cada vez mais aparentes.
Para neutralizar o impacto do corte a laser, os fabricantes de equipamentos desenvolveram máquinas de corte a plasma mais refinadas para resolver problemas como superfícies de corte ásperas e baixa perpendicularidade. Ao reduzir o tamanho da abertura do bico, é criado um arco altamente comprimido, aumentando significativamente a densidade de corrente para obter maior precisão de corte e acabamento superficial. No entanto, o corte a plasma no domínio de chapas finas ainda não pode competir com o corte a laser em termos de eficiência de processamento, precisão e respeito ao meio ambiente.
À medida que a espessura dos materiais processados aumentava, o corte a laser em nível de quilowatt também enfrentava desafios. No segmento de chapas médias e grossas de 30-50 mm, a velocidade de corte do corte a laser foi significativamente menor do que a das máquinas de corte a plasma de precisão, que mantiveram sua posição neste domínio.
Em 2020, o advento da tecnologia de corte a laser de dez quilowatts injetou nova vida no processamento de metal, auxiliando na transformação e modernização das indústrias tradicionais. Naquela época, o corte a laser entrou na era dos dez quilowatts e iniciou uma segunda rodada de desafios contra o plasma, contestando ferozmente o vasto mercado de corte a plasma.
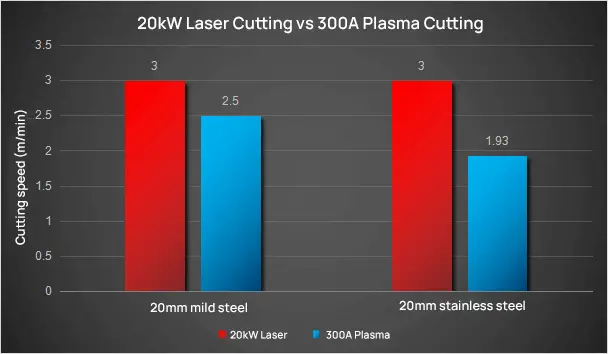
Para aço carbono/aço inoxidável de até 20 mm de espessura, um sistema de corte a laser de 20 kW supera a eficiência de um cortador a plasma de 300 A. No entanto, o custo inicial de compra do corte a laser é significativamente maior do que o do corte a plasma, deixando os usuários hesitantes entre as duas opções. Ainda era muito cedo para discutir uma substituição completa.
Em 2022, a adoção generalizada da tecnologia laser de 30 kW realmente começou a abalar a posição dominante do corte a plasma, impactando especialmente o mercado de chapas médias a grossas.

Em 2023, o rápido avanço da tecnologia doméstica de laser de fibra de ultra-alta potência levou ao surgimento de lasers de 60kW, que realmente romperam as limitações de espessura de corte e mais uma vez desafiaram o corte a plasma.
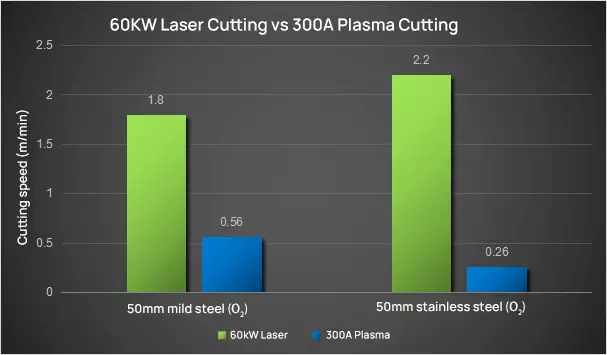
Em termos de eficiência e qualidade de corte, o corte a laser de 60 kW agora tem a capacidade de substituir completamente o corte a plasma. Atualmente, o corte a laser e o corte a plasma são equivalentes em termos de benefícios económicos globais, cada um dominando metade do mercado. O corte a laser de altíssima potência revela uma perspectiva de aplicação extremamente ampla.
Corte a laser de fibra versus corte a plasma
Nos últimos anos, a procura por aplicações de corte a laser tem mostrado sinais de rápido crescimento devido à actualização da procura das indústrias a jusante e ao declínio no custo dos lasers de alta potência.
No entanto, o corte a plasma pode estar sujeito a produzir deformações significativas ao cortar chapas metálicas abaixo de 6 mm e tem requisitos de alta precisão de corte.
Por outro lado, o corte a laser apresenta claras vantagens de processo, especialmente para materiais com altos pontos de fusão, ligas resistentes ao calor, ligas superduras, materiais semicondutores, materiais não metálicos e materiais compósitos.
1. Comparação entre corte a laser de fibra e corte a plasma
| Corte a laser de fibra | Corte a plasma | |
| Princípio | Um feixe de laser de alta densidade de potência é empregado para escanear a superfície do material, aquecendo-o rapidamente a temperaturas que variam de milhares a dezenas de milhares de graus Celsius.
Isto faz com que o material derreta ou vaporize, e o material derretido ou vaporizado é então removido da fenda com um gás de alta pressão. |
Com oxigênio ou nitrogênio como gás de trabalho, um arco de plasma de alta temperatura e alta velocidade serve como fonte de calor, derretendo localmente o metal que está sendo cortado.
O metal derretido é então removido por um fluxo de ar de alta velocidade, formando uma fenda estreita. |
| Material | Materiais metálicos, materiais metálicos especiais e materiais não metálicos | Aço carbono, aço inoxidável, alumínio, cobre, ferro fundido e outros materiais metálicos |
| Espessura de corte | Prato de espessura média | Prato meio fino |
| Precisão de corte | Usinagem de acabamento (dentro de 0,2 mm) | Usinagem de desbaste (dentro de 1 mm) |
| Largura da fenda | Muito pequeno (0,2 ~ 0,3 mm) | Pequeno |
| Zona afetada pelo calor | Muito pequeno (largura 0,1 mm) | Pequeno |
| Deformação da placa | Muito pequeno | Pequeno |
Ao substituir algumas funções de puncionamento por corte a laser, pode ser necessário adquirir uma prensa dobradeira para concluir o processo de dobra subsequente.
Esta é uma consideração comum para os clientes ao comprar uma máquina de corte a laser.

2. Vantagens do corte a laser de fibra em relação ao corte a plasma
| Item | Corte a laser de fibra | Corte a plasma | Vantagens do laser de fibra |
| Precisão de posicionamento | 0,14 mm | 0,4 mm | Alta precisão |
| Perpendicularidade da seção | 0,2 mm (40 mm) | 5mm (40mm) | Não é necessário acabamento |
| Largura da fenda | 0,2-1,5 mm | 2-5 mm | Salvar materiais |
| Borda reservada e borda comum | 3-4 mm | 10mm | Salvar materiais |
| Zona afetada pelo calor | 0,1-0,4 mm | 0,5-2,0mm | Pequena deformação |
| Qualidade da seção | Excelente, menos escória pendurada | Normal | Não é necessária moagem |
| Velocidade de corte (dentro de 20 mm) | Muito rápido | Normal | Alta eficiência de produção |
| Corte um pequeno buraco | Relação de profundidade de diâmetro: 10-20% | Não é possível cortar o buraco | Salve a furadeira e transfira |
| Chanframento | Chanframento | Geralmente não | Salvando máquina de chanfrar |
| Ambiente de trabalho | Limpar | Fumaça encheu a casa | Saúde e proteção ambiental |
3. Corte a laser de alta potência sobre corte a plasma
A crescente popularidade dos lasers de alta potência permitiu que os equipamentos de corte a laser ultrapassassem o limite de espessura.
Anteriormente, o volume de vendas de lasers de alta potência era muito baixo e a aplicação do corte a laser ficou restrita pela espessura por muito tempo.
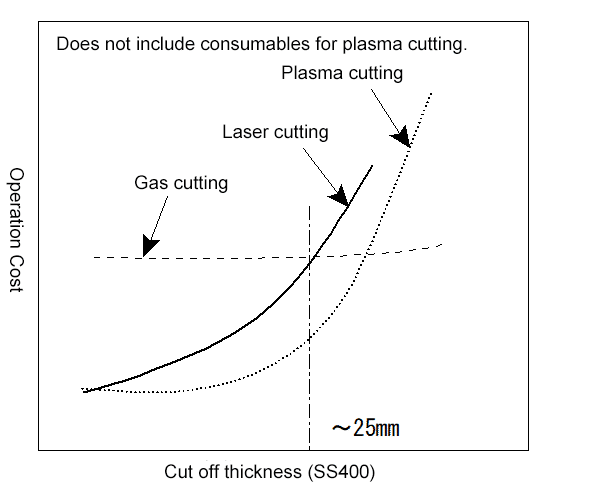
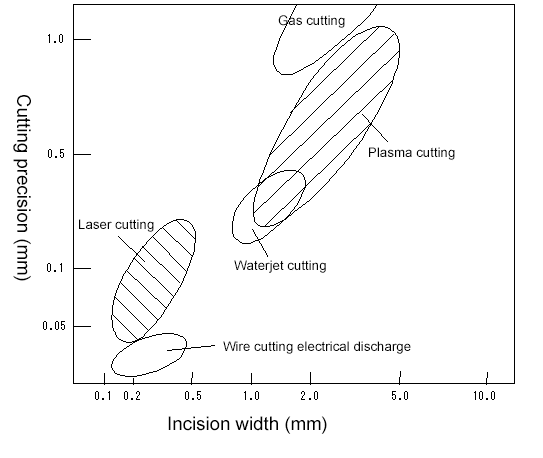
Tradicionalmente, acreditava-se que o corte por chama tinha a mais ampla faixa de espessura de chapa, sendo adequado para processar chapas grossas e extra grossas com requisitos de baixa precisão e tendo vantagens óbvias de velocidade para chapas com espessura superior a 50 mm.
O corte a plasma, por outro lado, tem uma vantagem óbvia de velocidade na faixa de 30-50 mm, mas não é adequado para chapas extremamente finas (<2 mm).
Por outro lado, o corte a laser, que utiliza principalmente lasers de nível de quilowatt, tem vantagens óbvias em velocidade e precisão para chapas abaixo de 10 mm.
Nos últimos anos, com a crescente popularidade dos lasers de alta potência, os equipamentos de corte a laser se infiltraram lentamente no mercado de corte de chapas de espessura média.
A espessura limite de corte e a espessura de corte ideal para uma máquina de corte a laser de 20 kW (mm) estão incluídas.

O aumento da potência resulta em aumento da espessura de corte e eficiência do equipamento.
De acordo com as estatísticas, a máquina de corte a laser de 20 kW atingiu uma espessura de corte ideal de 50 mm para aço-carbono e 40 mm para aço inoxidável.
As chapas de aço são geralmente categorizadas como chapas finas (<4 mm), chapas médias (4-20 mm), chapas grossas (20-60 mm) e chapas extra grossas (> 60 mm) com base em sua espessura.
Com potência de corte de 10.000 watts, o equipamento de corte a laser agora pode cortar chapas médias e a maior parte das chapas grossas, expandindo suas aplicações para o campo de chapas médias.
Além disso, os lasers de alta potência também resultam em maior eficiência de corte.
Por exemplo, a eficiência de corte de uma máquina de corte a laser de 30.000 watts em uma placa de aço macio de 50 mm pode ser aumentada em 88% em comparação com uma máquina de 20.000 watts.
Vantagens do corte a laser de fibra de alta potência em relação ao corte a plasma
| Grossura | 15kW (m/min) |
20kW (m/min) |
30kW (m/min) |
Melhoria de eficiência (30 kW acima de 20 kW) |
| 8 | 11 | 15 | 22 | 47% |
| 10 | 8 | 11 | 17 | 55% |
| 14 | 5 | 6 | 7,5 | 25% |
| 20 | 1,5 | 2,5 | 4,5 | 80% |
| 30 | 0,9 | 1.2 | 1.6 | 33% |
| 40 | 0,35 | 0,6 | 1 | 67% |
| 50 | 0,2 | 0,4 | 0,75 | 88% |

4. Custo de corte a laser de fibra versus custo de corte a plasma
No campo do corte de chapas de espessura média, o custo do corte a laser é significativamente menor do que o do corte a plasma.
O corte a plasma é um dos principais métodos utilizados na área de chapas grossas, porém, o custo do corte a laser é menor por dois motivos:
- Os requisitos de equipamento de corte a laser e pessoal são mínimos, reduzindo os custos fixos gerais.
- O corte a laser é mais eficiente em termos de produtividade.
Por exemplo, ao cortar uma placa de aço carbono com 30 mm de espessura, o custo operacional por metro para corte a laser de 12 kW, corte a laser de 20 kW e corte a plasma 300A é de 3,05 yuans/metro, 1,32 yuans/metro e 3,13 yuans/metro, respectivamente.
O método de corte a laser de 20kW economiza 57,8% em custos operacionais em comparação com o método de corte a plasma de 300A, proporcionando uma vantagem de custo significativa.
Comparação de custos entre corte a laser e corte a plasma
| Item de custo | Corte a laser (12KW) | Corte a laser (20kW) | Corte a plasma (300A) |
| Partes vulneráveis do equipamento (yuan/hora) | 5 | 5 | 70 (eletrodo, bico, anel de vórtice, etc.) |
| Consumo de oxigenio (yuan/hora) |
60 | 80 | 80 |
| Partes vulneráveis do equipamento (yuan/hora) | 10 (espessura da placa > 20 mm) | 10 (espessura da placa > 20mm) | 12 |
| Manuseio (1 pessoa) + polimento (2 pessoas) |
0 | 0 | 60 |
| Custo fixo (yuan/hora) |
0 | 0 | 60 |
| Perfuração/posicionamento/transferência (3 pessoas + equipamento) |
65(75) | 85(95) | 282 |
| Velocidade de corte (aço carbono 14mm) |
4m/min | 6m/min | 3,4m/min |
| Custo operacional por metro | 65/60/4m = 0,27 yuan/m | 85/60/6m = 0,24 yuan/m | 282/60 / 3,4 m = 1,38 yuan/m |
| Velocidade de corte (aço carbono 30mm) |
0,41m/min | 1,2m/min | 1,5m/min |
| Custo operacional por metro | 75/60 / 0,41 m = 3,05 yuan/m | 95/60 / 1,2 m = 1,32 yuan/m | 282/60 / 1,5m = 3,13 yuans/m |
Máquina de corte a laser vs máquina de corte a plasma

De acordo com a nossa experiência anterior, a comparação entre máquinas de corte a laser e máquinas de corte a plasma é a seguinte:
As máquinas de corte a laser não causam nenhum dano à peça de trabalho, enquanto as máquinas de corte a plasma podem resultar em alguns danos à chapa, especialmente se a tocha ou bico da máquina de corte a plasma encontrar problemas durante o processo de corte.
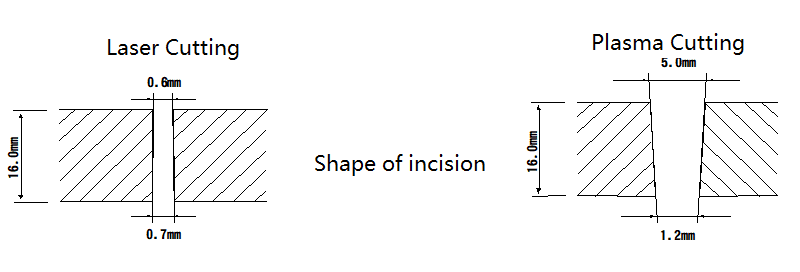
O feixe de laser é focado em pontos minúsculos, resultando em uma ranhura de corte estreita para a máquina de corte a laser. Em contraste, a ranhura de corte da máquina de corte a plasma é ligeiramente mais larga.
As máquinas de corte a laser têm uma velocidade de corte mais rápida, sendo que algumas máquinas são capazes de atingir velocidades de até 10 metros por minuto, em comparação com as máquinas de corte a plasma.
A superfície de corte produzida pelas máquinas de corte a laser é lisa e sem rebarbas, resultando em cortes de alta qualidade.
É também um processo de corte sem contato.
A área afetada pelo calor é mínima e quase não há deformação térmica da peça, o que elimina a necessidade de processamento secundário e evita bordas viradas para baixo.
No entanto, as máquinas de corte a laser têm uma espessura de placa limitada e um custo de processamento mais elevado.
Por outro lado, as máquinas de corte a plasma podem cortar uma ampla gama de chapas de aço, de 6mm a 40mm, com diversos modelos e potências.
Eles têm um custo de processamento menor e exigem menor habilidade do operador em comparação com máquinas de corte a laser.
A máquina de corte a laser tem alta precisão com precisão de posicionamento de 0,05 mm e precisão de reposicionamento de 0,02 mm, mas requer um ambiente de trabalho rigoroso.
Por outro lado, embora as máquinas de corte a plasma possam não ter o mesmo nível de precisão que as máquinas de corte a laser, elas exigem pouco ambiente de trabalho e mobilidade, além de uma ampla gama de capacidades de corte.
1. Vantagens de uma máquina de corte a laser
- Alta precisão de corte: A máquina de corte a laser é altamente precisa, com precisão de corte de 0,05 mm e precisão de reposicionamento de 0,02 mm.
- Velocidade rápida: A velocidade de corte da máquina de corte a laser pode chegar a 10m/min, tornando-a muito mais rápida que o corte a plasma.
- Deformação mínima da chapa: A área de corte afetada pelo calor é pequena e quase não há deformação térmica da peça de trabalho. Isso significa que a aresta de corte é lisa e sem rebarbas.
Essas vantagens tornam a máquina de corte a laser adequada para cortar peças com formatos complicados e requisitos de alta precisão.
No entanto, a espessura de corte é limitada e normalmente só é usada para cortar placas com menos de 8 mm de espessura.
2. Vantagens de uma máquina de corte a plasma:
- Ampla faixa de corte: O corte a plasma pode cortar todas as placas de metal.
- Velocidade rápida e alta eficiência: O corte a plasma é rápido e eficiente.
- Melhor precisão e finura do que o corte oxicorte NC: O corte a plasma tem maior precisão e finura do que o corte oxicorte NC.
A desvantagem do corte a plasma é que é difícil cortar chapas grossas, especialmente chapas com mais de 20 mm.
Para cortar essas chapas mais espessas é necessária uma potência de plasma maior, o que aumenta o custo do equipamento.
1. Tabela de comparação para corte a laser e corte a plasma
| Corte a laser (laser CO2 4kW) | Corte plasma (plasma O2 230A) | ||
|---|---|---|---|
| Materiais cortáveis | Metal: aço carbono, aço de baixa liga, aço inoxidável, aço de alta liga, alumínio, liga de cobre etc;
Não-metal: cerâmica, plástico, borracha, madeira, couro, tecido, papel, filme etc. |
Aço de alta liga, como aço carbono, aço de baixa liga e aço inoxidável.
Outros materiais não metálicos de alta viscosidade (borracha, filme, etc.), materiais frágeis (cerâmica, vidro, etc.) não podem ser processados. |
|
| Máx. espessura de corte | 25mm (aço suave) | 150 mm (ss, ms) | |
| Velocidade de corte (mm/min) |
Espessura <1 | >10.000 | Não consigo cortar |
| 2 | 7.000 | Não consigo cortar | |
| 6 | 3.000 | 3.700 | |
| 12 | 1.800 | 2.700 | |
| 25 | 500 | 1.200 | |
| 50 | Não consigo cortar | 250 | |
| > 100 | Não consigo cortar | – | |
| Largura do slot | Estreito | Muito amplo | |
| Cerca de 0,6 mm para corte de aço macio de 16 mm | Cerca de 0,5 mm para corte de aço macio de 16 mm | ||
| Precisão do tamanho de corte (deformação cortada) | Muito bom | Normal | |
| Erro ±0,15mm | Erro 0,5~1mm | ||
| Vantagem | ・Capaz de usinagem de alta precisão. | ·Portátil | |
| ・Há muito pouca deformação térmica. | ・Corte de alta velocidade com baixo custo | ||
| Desvantagem | ・O tempo necessário para fazer furos aumenta significativamente com o aumento da espessura da placa.
・A qualidade da superfície processada depende do estado da superfície do material. ・Variações na composição do material podem afetar a qualidade da superfície cortada. |
・O eletrodo e o bico têm uma vida útil curta, sendo necessárias duas trocas por dia.
・O corte tem largura ampla e deformação significativa. ・A largura e o formato do corte podem ser alterados devido ao desgaste do bico e do eletrodo. ・O processo de corte gera um ruído alto. ・É produzida uma grande quantidade de poeira. ・Os furos têm diâmetro grande (variando de φ12mm a φ16mm). ・É difícil cortar materiais magnetizados. |
|
2. A comparação de ranhuras de corte para corte a laser e corte a plasma
3. Vida útil dos consumíveis de plasma de oxigênio.
| Método de corte | Tipo de eletrodo | O processamento de eletrodos. | Vida útil do eletrodo | Vida útil do bico |
|---|---|---|---|---|
| Corte a plasma de oxigênio. | Tipo S | Desenvolvido cedo | 60 minutos | 45 minutos |
| Tipo F | Insira a versão modificada | 120 minutos | 60 minutos | |
| Tipo LL | Inserção de metais especiais. | 180 minutos | 60 minutos | |
| Corte a plasma de oxigênio com adição de água | Semelhante ao tipo F | Insira a versão modificada | 120 minutos | 150 minutos |
1 ciclo de abertura/fechamento de arco, 1 min de comparação de longevidade de testes de resistência (valor de corrente de corte: 250A)
4. A relação entre espessura da placa e custo.
5. A largura da incisão e a precisão do corte de vários métodos de corte.
6. Condições de corte de vários métodos de corte.

Princípio de funcionamento do corte a plasma e laser
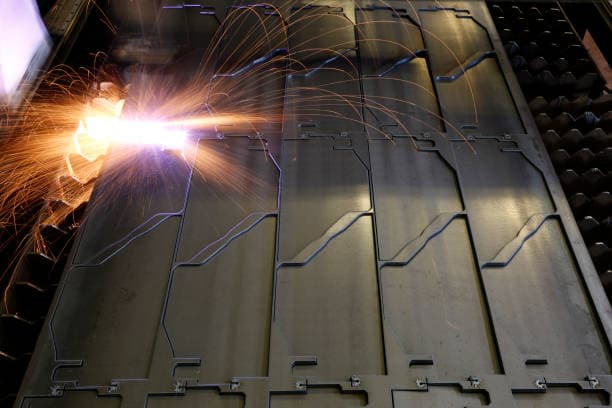
1. Princípio de funcionamento da máquina de corte a plasma

Um método de processamento que utiliza calor de arco de plasma de alta temperatura, usando oxigênio ou nitrogênio como gás de trabalho, para derreter e vaporizar a incisão de uma peça metálica.
O momento do fluxo de plasma de alta velocidade é então usado para remover o metal fundido, resultando na formação de uma ranhura.
Veja também:
- Máquina de corte a plasma: o guia definitivo
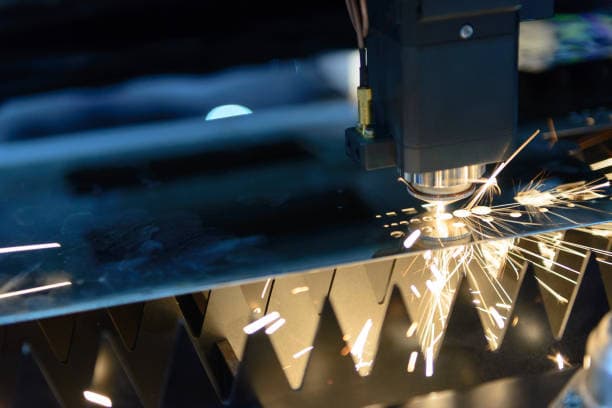
2. Princípio de funcionamento da máquina de corte a laser

O laser gerado pelo dispositivo a laser é transmitido através de uma série de espelhos e focado na superfície da peça por uma lente de foco, fazendo com que o ponto quente na peça derreta ou vaporize e formando uma fenda.
Simultaneamente, o gás auxiliar é utilizado no processo de corte para remover a escória da fenda, atingindo em última análise o objetivo do processamento.
Aplicação de Corte Plasma e Laser
O corte a plasma é adequado para cortar todos os tipos de materiais metálicos e é usado principalmente para cortar chapas de espessura média. As vantagens do corte a plasma incluem velocidade de corte rápida, ranhuras de corte estreitas, pequenas áreas afetadas pelo calor, deformação mínima e baixos custos operacionais.
Contudo, uma desvantagem é que provoca um ângulo de 0,5-1,5 graus na secção transversal vertical e endurecimento da incisão.
O corte a laser, por outro lado, é usado principalmente para cortar chapas de espessura média e possui uma ampla gama de materiais de corte, incluindo metal, não metal, cerâmica, vidro, etc.
Devido à alta direção, brilho e intensidade do laser, ele possui alta velocidade de corte, alta precisão de usinagem e costuras de corte estreitas que não requerem nenhum processamento adicional.
Concluindo, em termos de corte de material, o corte a laser tem uma gama mais ampla de opções do que o corte a plasma. Para cortar chapas finas, o corte a laser tem uma vantagem mais clara.
Porém, em termos de custo, o corte a plasma é muito mais econômico que o corte a laser.
Vantagens e desvantagens do corte a plasma e a laser
1. Vantagens e desvantagens do corte a laser
Em comparação com os métodos de corte tradicionais, uma máquina de corte a laser tem várias vantagens notáveis:
- Cortes de corte estreitos, permitindo soldagem direta sem retificação da superfície de corte.
- Alta velocidade de corte: pode chegar a 10 m/min para chapas finas, o que é mais rápido que o corte a plasma.
- Excelente qualidade de corte: deformação mínima, baixa rugosidade superficial e aresta reta e limpa.
- Alta precisão: com precisão de posicionamento de 0,05 mm e precisão de reposicionamento de 0,02 mm.
- Ampla gama de materiais de corte: além de metal, também pode cortar madeira, plástico, borracha, PVC, couro, têxteis e vidro orgânico.
No entanto, também existem algumas desvantagens do corte a laser:
- Custo elevado: tanto o investimento inicial quanto a manutenção contínua são mais caros.
- Atualmente, o corte a laser é mais econômico para chapas finas. No entanto, ao cortar chapas grossas, a eficiência é baixa e não é recomendada a menos que os requisitos de qualidade sejam elevados.
2. Vantagens e desvantagens do corte a plasma

Para corte a plasma, também tem suas vantagens e desvantagens:
Vantagens:
No processo de corte de chapas de espessura média, o corte a plasma pode atingir uma alta velocidade de corte, que é muito superior à velocidade do corte a laser e a chama.
Além disso, o investimento inicial em equipamentos é menor em comparação ao corte a laser e o custo de manutenção também é significativamente menor.
Desvantagens:
As desvantagens do corte a plasma incluem:
- Má perpendicularidade da superfície de corte, levando a uma aresta de corte oblíqua significativa na lateral.
- Gera mais escória de corte que necessita de remoção por moagem, aumentando o custo de mão de obra.
- Emite poeira prejudicial e luz de arco durante o processo de corte. No entanto, o corte a plasma subaquático pode mitigar este problema.
- Alto consumo de bicos de corte a longo prazo, acarretando custos elevados.
Conclusão
Nas informações acima, fornecemos uma visão geral do corte a laser e do corte a plasma sob várias perspectivas.
Ao ler este artigo, esperamos que agora você tenha uma compreensão mais profunda desses dois métodos de corte de chapa metálica.
A decisão de usar uma máquina de corte a plasma ou uma máquina de corte a laser depende, em última análise, dos objetivos de produção, dos fatores de custo e dos requisitos de precisão.
Se ainda não tiver certeza, entre em contato conosco e permita que nossos especialistas o ajudem a tomar uma decisão.







