
O que é Springback?
Springback é definido como uma restauração parcial da forma das peças deformadas após a remoção da carga.
O formato e o tamanho das peças não se alinham com o formato e o tamanho da superfície de trabalho da matriz de estampagem, fazendo com que as peças fiquem fora da faixa de tolerância e afetando a precisão da montagem dos produtos.
Na engenharia, é crucial resolver os erros no produto causados pelo retorno elástico.
A estampagem não resulta apenas em deformação plástica, mas também em deformação elástica. Quando a carga de formação é liberada, ocorre retorno elástico nas peças.
Springback é a deformação que ocorre inevitavelmente após a chapa metálica ter sido formada e a peça moldada ter sido removida do molde, impactando o formato final da peça.
A magnitude do retorno elástico impacta diretamente a precisão geométrica da peça e é um defeito de conformação difícil de superar no campo da engenharia.
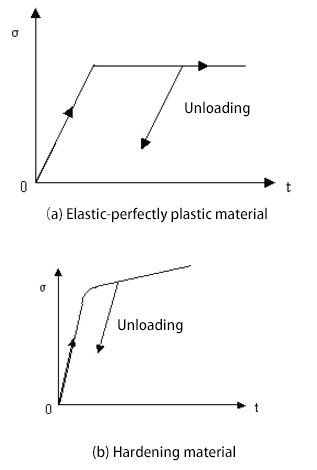
Curva de mudança de tensão após descarga de carga
Fatores que influenciam o retorno elástico de peças estampadas
Propriedade material
A resistência ao escoamento da chapa metálica varia entre placas comuns e placas de alta resistência.
Quanto maior o limite de escoamento da chapa metálica, maior a probabilidade de recuperação.
As peças de chapa grossa são normalmente feitas de aço carbono laminado a quente ou aço laminado a quente de baixa liga e alta resistência.
Em comparação com materiais de chapa laminada a frio, os materiais de chapa laminada a quente têm baixa qualidade de superfície, grande tolerância de espessura, propriedades mecânicas instáveis e baixa taxa de alongamento.
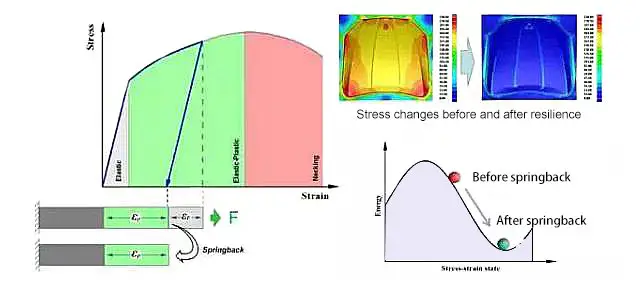
Mudanças de estresse antes e depois do retorno elástico
Espessura do material
No processo de conformação, a espessura do material em folha impacta significativamente seu desempenho de flexão. À medida que a espessura da placa aumenta, a ocorrência de rebote diminui.
Isto se deve ao fato de que à medida que a espessura da chapa aumenta, a quantidade de deformação plástica envolvida também aumenta, levando a um aumento na deformação de recuperação elástica. Como resultado, a resiliência diminui.
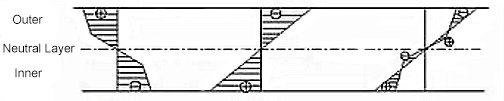
Tensão tangencial da interface da chapa metálica
À medida que o nível de resistência das peças de chapa grossa continua a melhorar, o problema da precisão dimensional causada pelo ressalto torna-se cada vez mais grave.
Tanto o projeto do molde quanto o subsequente comissionamento da tecnologia exigem conhecimento da natureza e magnitude da resiliência das peças, a fim de implementar contramedidas e ações corretivas apropriadas.
Para peças de chapa espessa, a relação entre o raio de curvatura e a espessura da chapa é normalmente pequena, e a tensão e suas mudanças na direção da espessura da chapa não podem ser negligenciadas.
Formato das peças
O retorno elástico de peças com formatos diferentes varia muito. Peças com formatos complexos normalmente requerem um processo de conformação adicional para evitar retorno elástico resultante de um processo de conformação incompleto.
No entanto, certos formatos especializados, como peças em forma de U, são mais propensos a ricochetear. Portanto, a compensação do retorno elástico deve ser levada em consideração durante o processo de conformação.
Flexão do ângulo central
Quanto maior o ângulo central de flexão, maior será o valor cumulativo do retorno elástico, o que pode resultar em retorno elástico significativo.
O comprimento de deformação das peças estampadas aumenta à medida que o ângulo central de flexão aumenta.
Condição correspondente de folga do molde
A matriz deve ser projetada com uma folga igual ao dobro da espessura do material na peça de trabalho correspondente, e o produto deve caber nesta folga.
Para facilitar um melhor fluxo do material, as peças do molde devem ser desenvolvidas após a conclusão do processamento do molde, principalmente no caso de moldes de dobra. Quanto maior for a folga da peça de trabalho, maior será o retorno elástico.
Se a faixa de tolerância de erro para espessura da placa for maior, o ressalto também será maior, dificultando a determinação precisa da folga do molde.
Raio de curvatura relativo
O raio de curvatura relativo é proporcional ao valor do retorno elástico. Como resultado, quanto mais curvas forem as peças estampadas, menor será a probabilidade de dobrarem.
Técnica de Formação
O processo de conformação é um fator crucial na determinação do valor do retorno elástico.
Geralmente, a correção da flexão tem um melhor efeito de retorno elástico do que a flexão livre.
Se o mesmo resultado de usinagem for desejado para a produção de um lote de peças estampadas, a força de flexão necessária para corrigir a flexão é significativamente maior do que aquela necessária para a flexão livre.
Como resultado, mesmo que a mesma força de flexão seja utilizada em ambos os métodos, o resultado final será diferente.
Quanto maior a força de correção necessária para corrigir a flexão, menor será o retorno elástico das peças estampadas. Esta força de correção alonga as fibras internas e externas na zona de deformação, resultando no efeito de formação desejado.
Quando a força de flexão é liberada, as fibras internas e externas encurtam, mas a direção de retorno elástico das fibras internas e externas é oposta, reduzindo até certo ponto o retorno elástico das peças estampadas.
A solução de estampagem springback
Design de produto
Em primeiro lugar, em termos de materiais, é aconselhável escolher materiais com baixo limite de escoamento ou aumentar a espessura do material e ainda atender aos requisitos do produto.
Em segundo lugar, em termos de design de peças estampadas, a forma da peça também desempenha um papel significativo na determinação do seu retorno elástico. No caso de peças estampadas complexas com formato curvo, é difícil eliminar o retorno elástico devido à tensão complexa em todas as direções e outros fatores como o atrito.
Portanto, o formato do produto pode ser projetado combinando diversas peças para resolver o problema de retorno elástico em peças estampadas complexas.
Também pode ser adicionado um cordão anti-retorno elástico, que é uma solução eficaz para defeitos de retorno elástico. A forma do produto pode ser alterada aumentando o número de esferas anti-retorno, conforme exigido pelo produto e pelo valor do retorno elástico.
Finalmente, o defeito de retorno elástico pode ser resolvido reduzindo o valor do ângulo R da peça dobrada.
Projeto Técnico
- Adicionando um processo de pré-formação no design da matriz. Ao incorporar um processo de pré-formação, a formação única de peças estampadas pode ser dividida em diferentes estágios, e a tensão interna no processo de formação pode ser reduzida até certo ponto, resolvendo assim o defeito de retorno elástico.
- Reduzindo a lacuna entre os moldes côncavos e convexos. Esta folga pode ser ajustada para aproximadamente duas vezes a espessura do material para maximizar a ligação entre o material e o molde.
- O tratamento de endurecimento da matriz também pode ajudar a reduzir o estiramento das peças estampadas e diminuir o desgaste da matriz.
- A modelagem do produto pode ser empregada. Se o design do produto não puder ser alterado, remodelar as peças estampadas no final é outra opção.
- Outros métodos para resolver o defeito do retorno elástico incluem o uso de equipamento de estampagem hidráulica, que pode oferecer algum alívio para o problema do retorno elástico.
Força do suporte em branco das peças
O uso da força do suporte da peça bruta no processo de conformação é uma tecnologia crucial. Ao otimizar continuamente a força do suporte da peça bruta, a direção do fluxo do material pode ser ajustada e a distribuição da tensão interna do material pode ser melhorada.
Aumentar a força de suporte da peça bruta faz com que as peças se estendam mais completamente, principalmente na parede lateral e na posição do ângulo R. Se estiver totalmente formado, a diferença no estresse interno e externo diminuirá, levando a uma redução na resiliência.
Cordões
O uso de miçangas é comum na tecnologia moderna. O posicionamento adequado dos cordões de extração pode alterar efetivamente a direção do fluxo do material e distribuir a resistência à alimentação uniformemente na superfície de prensagem, aumentando assim a conformabilidade do material.
Colocar cordões de estiramento em peças propensas a retorno elástico resultará em uma conformação mais completa e uma distribuição de tensão mais uniforme, reduzindo o retorno elástico.
A solução de flexão springback
Correção de flexão
A correção das forças de flexão concentra a pressão de impacto na zona de deformação por flexão, fazendo com que o metal interno seja comprimido. Após o ajuste, ambas as camadas interna e externa são alongadas, e a tendência de retorno elástico das duas áreas após a descarga pode compensar uma à outra, reduzindo o retorno elástico.
Tratamento térmico
O recozimento antes da flexão pode reduzir a dureza e a tensão de escoamento, o que não apenas diminui o retorno elástico, mas também reduz a força de flexão. Após a dobra, execute um processo de endurecimento.
Dobra excessiva
No processo de produção de dobra, o ângulo de deformação e o raio da chapa metálica aumentarão devido à recuperação elástica. Para reduzir o retorno elástico, a deformação da placa pode exceder o grau de deformação teórico.
Dobra de aquecimento
Use flexão a quente, selecionando a temperatura apropriada para que o material tenha tempo suficiente para amolecer, o que diminuirá a quantidade de retorno elástico.
Flexão de estiramento
O método envolve a aplicação de tensão tangencial durante a flexão da chapa metálica, alterando o estado de tensão e a distribuição dentro da chapa metálica, fazendo com que toda a seção sofra deformação plástica por tração. Após a descarga, o retorno elástico interno e externo se compensam, reduzindo o retorno elástico.
Compressão Local
A técnica de compressão local envolve aumentar o comprimento da placa externa diminuindo sua espessura, de modo que o retorno elástico das camadas interna e externa se compensem.
Flexão Múltipla
A flexão é dividida em várias vezes para eliminar o retorno elástico.
Passivação do Canto Interno
Comprima a partir do interior da peça dobrada para eliminar o retorno elástico. Quando a placa tem formato de U, o efeito é melhor porque ambos os lados são simétricos.
Adote flexão parcial na formação de alongamento
O método de formar parcialmente uma peça por meio de flexão e depois estiramento reduz o retorno elástico. Este método é eficaz para produtos com formato bidimensional simples.
Controle o estresse residual
Durante o processo de alongamento, um formato de casco convexo local é adicionado primeiro à superfície da ferramenta e depois eliminado em um processo posterior para alterar o equilíbrio de tensão residual no material, eliminando assim o retorno elástico.
Retorno negativo
Ao usinar a superfície da ferramenta, tente fazer com que o material da folha apresente retorno elástico negativo. Após o retorno da matriz superior, as peças atingirão o formato desejado por meio do retorno elástico.
Método Eletromagnético
Os erros de forma e tamanho causados pelo retorno elástico podem ser corrigidos através do uso de pulsos eletromagnéticos para impactar a superfície do material.







