
A gestão de anomalias de produção no local de produção refere-se a um conjunto de medidas e meios de gestão destinados a detectar, controlar e resolver erros, emergências e situações não controladas no processo produtivo. As oficinas de protótipos, que processam principalmente pedidos regulares com prazos curtos e volumes baixos, possuem sistemas de gestão especiais para responder a casos de anomalias de produção.
Casos de anomalias de produção em oficinas de protótipos podem ocorrer em compras de materiais, prototipagem CNC, atrasos na produção, controle de qualidade, etc. Qualquer anomalia de produção no fluxo de trabalho tem implicações adicionais e, em última análise, afeta a satisfação do cliente. Portanto, é necessário um gerenciamento preciso para responder rápida e oportunamente às anomalias de produção e prevenir sua recorrência.
Cinco etapas para lidar com anomalias de produção em oficinas de protótipos
Em geral, as oficinas de protótipos tratam de anomalias de produção no fluxo de produção em cinco etapas para minimizar sua taxa de ocorrência: desde a preparação, detecção, ação, rastreamento da causa raiz e acompanhamento até reuniões temáticas para prevenção.
Passo 1 – Preparação
Passo 2 – Pesquisa de anomalias
Passo 3 – Ações
Passo 4 – Identificação e acompanhamento da causa raiz
Passo 5 – Reunião temática sobre medidas cautelares
Possíveis anomalias de produção e casos em oficinas de protótipos
Para referência, aqui estão três casos que pertencem à produção irrecuperável:
1. Anomalias significativas

Como os trabalhos nas oficinas de protótipos variam de trabalho para trabalho, as matérias-primas geralmente não são mantidas em estoque, mas são compradas novas após cada trabalho. Nesse caso, eles só podem comprar na oficina de materiais, que vende centenas de materiais que não podem ser rastreados. Esta limitação material leva a possíveis anomalias. Como primeiro processo de produção, a compra de materiais é importante para o processo de produção posterior. Assim que houver anomalias materiais e estas não puderem ser encontradas inicialmente, ocorrerá a perda ou pelo menos o valor do contrato.
As oficinas de protótipo identificam o material com base na experiência e com ferramentas disponíveis, mas não profissionais, como dureza e densidade (peso/volume). Às vezes, os protótipos acabados apresentam composições de materiais que não atendem a especificações específicas.
Caso
PE comumente usado em protótipos inclui HDPE, LDPE, PE+GF, etc. com propriedades diferentes. Um cliente que trabalha na indústria naval exigia anteriormente protótipos feitos de PE1000. A densidade do PE1000 é 0,941-0,965 kg/m^3, que é inferior à da água, por isso pode flutuar na superfície da água. Porém, ao receber o protótipo finalizado, ele descobriu que a peça havia afundado inesperadamente na água e confirmou que definitivamente não era o PE1000. Ele relatou o problema do material à oficina de protótipos e finalmente obteve uma resposta após verificar que o material era PE com adição de GF (fibra de vidro). A densidade do PE+GF é maior que a da água, por isso ficou submerso quando submerso na piscina. É claro que a oficina de protótipos responsável acabará por arcar com a perda e produzir uma nova peça para o cliente.
A chave para evitar anomalias é simplesmente colocar o material em água antes do processamento.
2. Anormalidades de usinagem CNC

A maioria das oficinas de protótipos não possui os recursos de projeto necessários e programa o projeto estritamente de acordo com os desenhos CAD, dados 3D e desenhos 2D fornecidos. De acordo com a programação CNC, o material CNC é explicado passo a passo como a peça deve ser processada. Os engenheiros CNC não devem apenas programar a estrutura necessária, mas também projetar a rotina da ferramenta para obter um processo de usinagem eficaz.
Anomalias comuns na usinagem CNC incluem ignorar micro-recursos, corte excessivo, corte inferior, etc. Algumas anomalias podem ser resolvidas por uma segunda usinagem, enquanto outras, como: Por exemplo, quando se sobrepõem, este pode não ser o caso.
Caso
Um tubo usinado CNC possui vários ilhós de 0,5 mm de altura nas áreas do anel de vedação (veja abaixo). As etapas de usinagem originais para o anel de vedação são girar o anel de vedação no torno para uma área tracejada 0,5 mm maior que a largura necessária do anel e, em seguida, fresar as alças em uma máquina CNC de 3 eixos. No entanto, devido à sobreposição de 0,5 mm de altura do material, os ilhós não podem mais ser fresados. A peça de trabalho não pode ser usada devido à sobreposição de 0,5 mm.
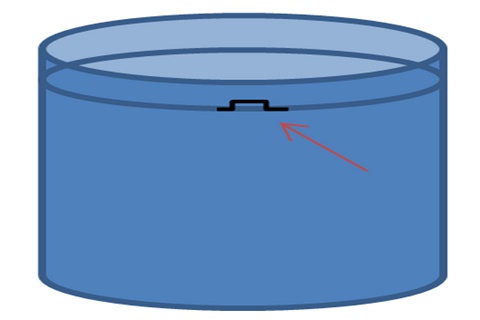
A chave para evitar anomalias é um bom controle dos parâmetros de usinagem com certa reserva de grau de corte para ajustes.
3. Anomalias pós-alvo

Como retificação e polimento, jateamento e escovação, pintura e impressão, gravação a laser, anodização, galvanoplastia, cromagem, acabamento químico, revestimento em pó, etc., os processos de acabamento internos em oficinas de protótipos são realizados principalmente à mão. Por um lado, o artesanato pode produzir processos de acabamento individuais através de um processamento cuidadoso; por outro lado, o artesanato dificilmente está sujeito aos rígidos padrões das máquinas, por isso existem diferenças no mesmo acabamento realizado por pessoas diferentes ou com ferramentas diferentes.
Anomalias comuns após o acabamento incluem diferenças de cor devido à pintura ou revestimento em pó, anodização/cromagem irregular, manchas/manchas presas, etc.
Caso
Para peças de alumínio anodizado, deve haver pontos de suspensão na superfície da peça para anodização, mas as depressões nos pontos de suspensão são inevitavelmente deixadas na superfície. Normalmente os pontos de suspensão ficam na superfície interna e não são visíveis do lado de fora. Porém, em alguns casos, quando as peças usinadas necessitam de uma superfície lisa incluindo certas áreas internas para vedação ou montagem, as depressões nos pontos de suspensão nas áreas críticas, mesmo que invisíveis, podem ser consideradas um defeito pelos clientes se isso não for confirmado antes da anodização. Mais importante ainda, as depressões são difíceis de reparar devido ao enfraquecimento do material.
A chave para evitar anomalias é pré-confirmar a área de suspensão permitida antes da produção e nem sempre considerá-la garantida.







