
Em comparação com as tesouras de placa comuns, a maioria das tesouras de placa rotativas adota uma lâmina oblíqua.
Eles são amplamente utilizados devido à sua estrutura simples, baixa taxa de falhas, alta eficiência e ao fato de que as chapas não sofrem arqueamento, empenamento ou distorção após o cisalhamento.
No processo de cisalhamento, o suporte da lâmina da máquina de corte com viga oscilante sofre movimento rotativo, o que altera o ângulo de corte e a folga de cisalhamento da lâmina durante o processo.
No entanto, o projeto da tesoura rotativa calcula a força de corte da chapa metálica com base no movimento reto do suporte da lâmina, o que leva a cálculos imprecisos e resulta em desvio de tamanho do projeto, afetando o desempenho normal da máquina.
Cálculo da força de corte
O cálculo da força de corte do cisalhamento inclinado da lâmina com suporte da lâmina em movimento reto usa principalmente a Fórmula Norshari do ex-estudioso soviético:
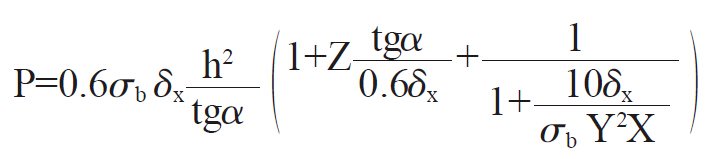
Na fórmula da força de corte:
- σb – Limite de resistência à tração da placa,N/mm;
- δx—Relação de alongamento da placa;
- h—Espessura da Placa, mm;
- α— Ângulo de corte, °;
- X、Y、Z – Referem-se respectivamente ao coeficiente de força de flexão, valor relativo da folga lateral da lâmina de corte, coeficiente de material de prensagem.
Claramente, a mudança do ângulo de alívio de cisalhamento durante o processo de cisalhamento não é levada em consideração na fórmula, e a folga de cisalhamento também é considerada como um valor fixo.
Assim, a fórmula só é aplicável a tesouras com suporte de lâmina que se move em linha reta.
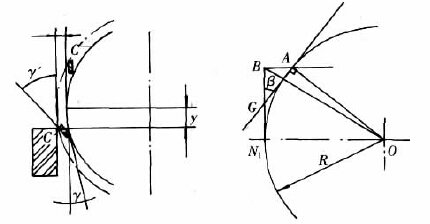
O ângulo de alívio no processo de cisalhamento pode mudar dentro da faixa de γ±β durante o corte completo. A qualidade e a força de cisalhamento da placa são muito sensíveis à folga de cisalhamento.
No processo de cisalhamento, ambas as funções de cisalhamento e tração coexistem, e quanto maior for a folga de cisalhamento, maior será a proporção da função de tração e, correspondentemente, pior será a qualidade do cisalhamento.
Para corte de chapas de espessura média, a folga de cisalhamento deve ser controlada entre 8% a 12% com base na experiência.
No entanto, é um desafio atingir o γ±β necessário para máquinas de corte rotativas que utilizam um processo simplificado de instalação de lâmina.
Quando a folga de cisalhamento excede o valor experimentado, isso levará inevitavelmente a uma mudança na força de cisalhamento.
De acordo com a fórmula (1), um aumento na folga de cisalhamento resultará em um aumento no valor relativo da folga lateral de cisalhamento, levando em última análise a um aumento na força necessária para o processo de cisalhamento.
Durante o processo de corte com função de tração proeminente, isso não só aumenta a força de cisalhamento e a perda de potência, mas também causa deformação plástica da placa, aumenta o atrito entre a lâmina e a placa, aumenta a força exigida pela máquina de corte e reduz o vida útil do cortador.
Portanto, ao calcular a força de corte de máquinas de corte rotativas usando a fórmula acima, é recomendado escolher um valor relativo mais alto de folga lateral da lâmina de cisalhamento e um coeficiente de embotamento da lâmina mais alto para levar em conta esses fatores.
Em termos simples, o cálculo da força de cisalhamento para uma máquina de corte é uma fórmula técnica.
A maioria dos cálculos é baseada em placas de aço Q235 comuns, com fator de conversão de 1,4 para placas de aço Q345 em milímetros e 2 para aço inoxidável 304.
Por exemplo, se cortar uma placa de aço Q235 com 10 mm de espessura e 6.000 mm de comprimento, a força de cisalhamento seria 10 x 6.000 x 23,5 = 1.410.000 N = 141 toneladas.
Se fosse uma placa de aço Q345, a força de cisalhamento seria 141 x 1,4 = 197,4 toneladas, e se fosse aço 304, a força de cisalhamento seria 141 x 2 = 282 toneladas.







