
Raio de curvatura ideal
Deve haver um raio de curvatura para dobra de chapa metálica, não deve ser muito grande nem muito pequeno e deve ser escolhido de forma adequada.
Se o raio de curvatura for muito pequeno, causará rachaduras na posição de curvatura;
Se o raio de curvatura for muito grande, é fácil recuperar.
No entanto, você pode usar a máquina de canal em V para ranhurar primeiro e depois dobrar. Desta forma, você obterá um raio de curvatura menor.
O raio de curvatura ideal de diferentes espessuras de vários materiais (RAIO interno de curvatura) consulte a tabela abaixo:
| Metal | Condição de recozimento | Estado de endurecimento a frio | ||
| A posição correspondente da direção de curvatura e direção da fibra | ||||
| Vertical | Paralelo | Vertical | Paralelo | |
| 08, 10 | 0,1t | 0,4t | 0,4t | 0,8t |
| 15, 20 | 0,1t | 0,5t | 0,5t | 1,0t |
| 25, 30 | 0,2t | 0,6t | 0,6t | 1,2t |
| 45, 50 | 0,5t | 1,0t | 1,0t | 1,7t |
| 65 minutos | 1,0t | 2,0t | 2,0t | 3,0t |
| Alumínio | 0,1t | 0,35t | 0,5t | 1,0t |
| Latão | 0,1t | 0,35t | 1,0t | 2,0t |
| Latão macio | 0,1t | 0,35t | 0,35t | 0,8t |
| Latão Semi-rígido | 0,1t | 0,35t | 0,5t | 1,2t |
| Bronze fosforoso | / | / | 1,0t | 3,0t |
Os dados na tabela acima são os dados preferidos apenas para referência. Na verdade, os cantos arredondados da dobradeira são geralmente 0,3, e um pequeno número de cantos arredondados do punção da dobradeira é 0,5.
Para placas de aço de baixo carbono comuns, placas de alumínio antiferrugem, cobre amarelo, cobre roxo, etc., o raio interno 0,2 não é problema, mas para alguns aços de alto carbono, alumínio duro, alumínio superduro, o uso de raio 0,2 levará à fratura por flexão ou à trinca do raio externo.
Fatores que podem afetar o raio de curvatura
Quais são os fatores que podem afetar o raio de curvatura da chapa metálica?
Existem vários fatores que podem impactar o raio de curvatura da chapa metálica, incluindo a espessura do metal, o material de que é feito, o raio do punção superior, a matriz inferior, a força de flexão aplicada e a temperatura de trabalho.
Espero que este artigo, baseado em minha experiência pessoal, seja útil aos leitores.
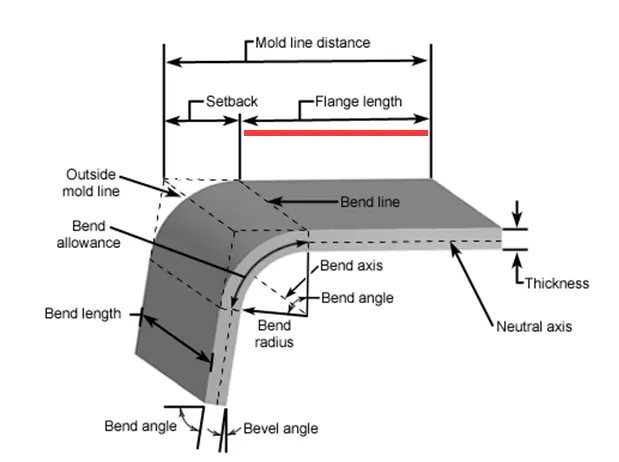
Ângulo de flexão
O ângulo de flexão da chapa metálica é o fator chave que afeta a tolerância de flexão.
Por exemplo, se dobrar a chapa metálica com raio grande, será deduzida mais tolerância de dobra; se dobrar em ângulo agudo, menos margem de flexão será deduzida.
Espessura da chapa metálica
Em aplicações práticas, observou-se que o raio de curvatura aumenta à medida que a espessura do material aumenta.
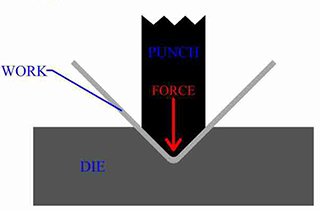
Estamos cientes de que uma placa mais espessa requer mais força de flexão e uma abertura em V maior na matriz inferior.
O que então afeta o ângulo de curvatura r?
Folha Metal Mmaterial

A tolerância de dobra para chapas da mesma espessura pode variar ligeiramente, demonstrando que as propriedades do material desempenham um papel na determinação do raio de curvatura.
A resistência à flexão do material pode influenciar diretamente o raio de curvatura.
Embora o material tenha impacto no raio de curvatura, ele tem efeito limitado em nosso uso real.
Podemos criar uma tabela de tolerâncias de dobra personalizada para diferentes materiais.
Raio da ponta do punção
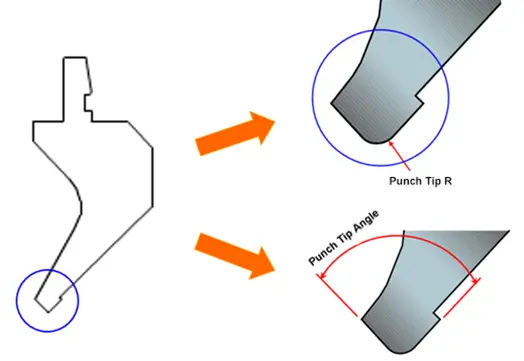
O raio padrão do molde de dobra não deve exceder r1 e o raio mínimo do punção não deve ser inferior a 1.
Se não houver requisitos específicos para o raio de curvatura, isso terá um impacto limitado no processo de curvatura.
No entanto, para dobramento de chapa metálica que requer um raio de curvatura específico menor que 1 ou significativamente maior que 1, ele não é determinado apenas pelo raio do punção superior.
Portanto, o raio do punção superior afeta diretamente o raio de curvatura final.
É importante ter em mente que onde o raio da ponta do punção for maior que o raio gerado pela matriz em V utilizada na dobra, isso afetará o raio interno do perfil.
Por exemplo:
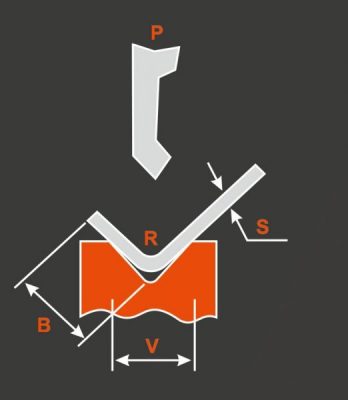
- Aço macio de 1 mm para ser dobrado
- Matriz escolhida V = 8 mm, que, conforme mostrado abaixo, produz um raio de curvatura interno de 1 mm.
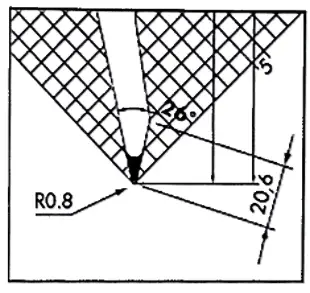
O raio de curvatura interno será:
- r= 1 mm, onde o raio da ponta do punção é menor que Imm
- ou r = raio da ponta do punção onde o raio da ponta do punção é maior que 1 mm.
Um exemplo típico deste princípio são representados por porta-ferramentas de raio que podem ser usados para obter dobras de grande raio em matrizes pequenas. Neste caso, o raio interno necessário é produzido pelo formato da ponta do punção.
Onde, em vez disso, você deseja manter o raio de curvatura interno produzido pelo
morrer, o rdius ideal da ponta do punção pode ser calculado com a seguinte equação:
Raio ideal da ponta do punção = (R produzido pela matriz) x (2/3)
Usando esta relação, a superfície do punção é proporcional à força necessária para dobrar a chapa metálica, evitando que a ponta do punção penetre na chapa metálica. Isso evita problemas estéticos ou fissuras no material na parte interna da dobra.
Além disso, com um raio de ponta demasiado pequeno e com ângulos agudos é possível que a chapa seja quase cortada e que o perfil se feche sobre o punção produzindo assim um ângulo diferente do pretendido.
Nem sempre é fácil cumprir a equação acima mencionada devido à falta de diferentes raios de flexão nas pontas em muitas oficinas.
No entanto, os operadores de dobradeiras devem usar o raio da ponta mais próximo do ideal. Especialmente para chapas grossas, que exigem alta força para serem dobradas, os operadores devem usar raios de ponta de punção apropriados para evitar deformações da chapa, problemas dimensionais ou problemas envolvendo aparência ou rachaduras.
Dobrando Força
Quanto mais espessa for a chapa, maior será a resistência à deformação por flexão.
Portanto, a força de flexão deve ser ajustada em conformidade.
A força de flexão não pode ser aumentada constantemente e deve ser ajustada para um nível apropriado.
A força de flexão é diretamente proporcional à espessura da chapa metálica e inversamente proporcional à largura da ranhura inferior da matriz.
Ao dobrar, a espessura da chapa metálica é fixa e a largura da ranhura inferior da matriz é selecionada com base na espessura do metal.
Como resultado, a força de flexão torna-se constante, determinada por outros fatores.
O raio de curvatura não pode ser determinado com precisão sem considerar a força de curvatura.
Fundo Dou seja
A largura da ranhura inferior da matriz tem uma correlação direta com a espessura da chapa metálica.
Em aplicações do mundo real, o raio de curvatura aumenta à medida que a espessura do metal aumenta.
Para a mesma espessura de chapa metálica, o raio de curvatura também pode variar dependendo da largura da abertura em V.
Portanto, está claro que a largura da ranhura inferior da matriz desempenha um papel crucial na determinação do raio de curvatura.
Operativo Ttemperatura
Geralmente, a temperatura do ambiente de trabalho é a temperatura ambiente, que pode ser ignorada.
Conclusão
A força de flexão contribui para mudanças no raio de flexão, mas é determinada pela espessura da chapa metálica e pela largura da ranhura inferior da matriz.
Todos os fatores desempenham um papel na determinação do raio de curvatura e só podem ser limitados com base em requisitos específicos.
Por exemplo, se não houver requisitos específicos para o raio de curvatura, é apropriado limitar todos os fatores e usar uma tabela de fatores de curvatura padronizada.
Se for desejado um raio de curvatura muito maior que 1, o raio da matriz superior pode ser modificado e um fator de curvatura personalizado pode ser usado.
No entanto, não é aconselhável alterar a largura da ranhura inferior da matriz, pois isso terá impacto tanto no raio de curvatura quanto na tolerância de curvatura.
A modificação da largura da ranhura inferior da matriz pode ser usada para alterar a tolerância de dobra e o raio de curvatura.







