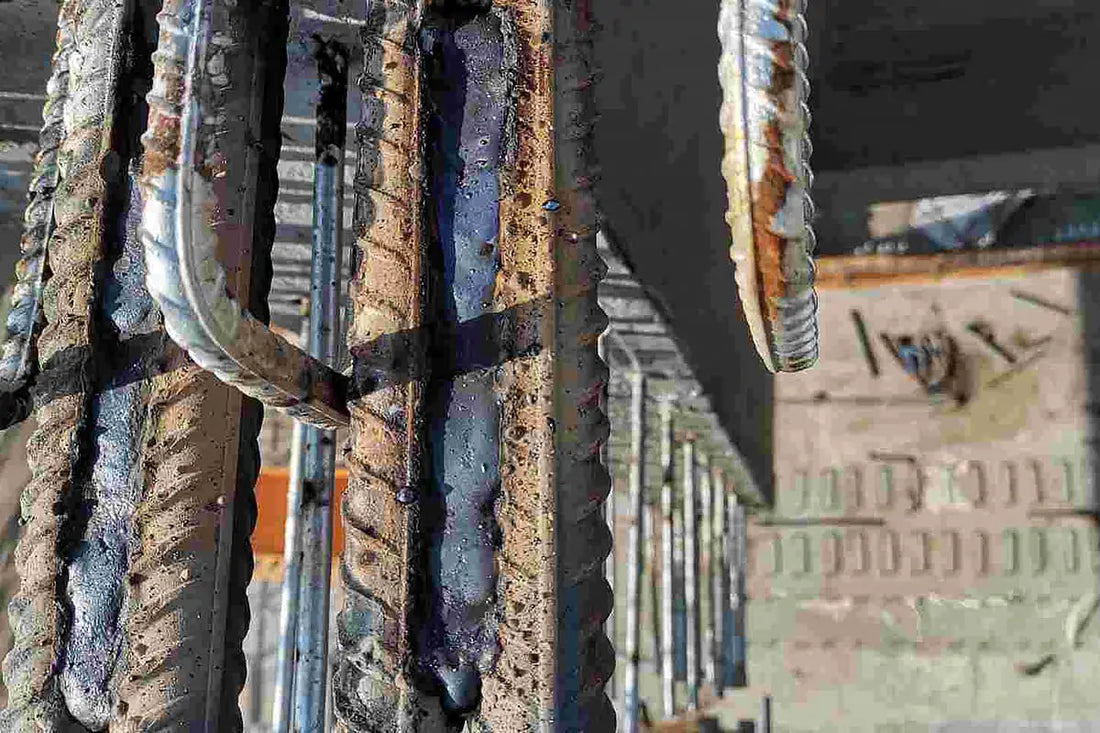
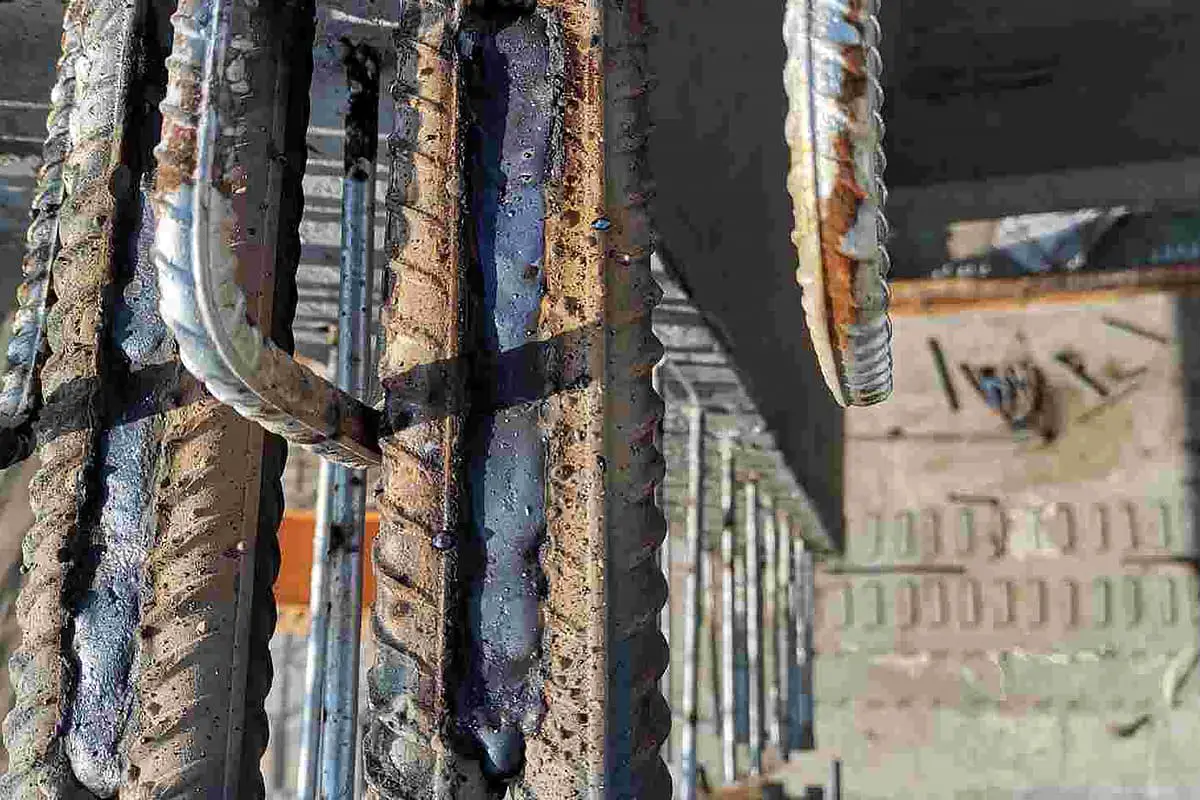
A construção reforçada é um processo crítico na construção de engenharia. Geralmente envolve procedimentos como fabricação de reforço, ligação e instalação e soldagem.
Dentre esses procedimentos, a qualidade da soldagem tem impacto direto na qualidade da construção armada.
1. Defeitos de aparência
Defeitos de aparência (defeitos de superfície) referem-se a defeitos que podem ser detectados na superfície de uma peça de trabalho sem depender de instrumentos.
Defeitos de aparência comuns incluem corte inferior, tumor de solda, depressão, distorção de soldagem, às vezes, porosidade superficial e rachaduras superficiais, e raiz incompletamente penetrada em soldagem unilateral.
A. Corte inferior
Refere-se a uma ranhura ou ranhura formada na peça de metal base ao longo da ponta da solda. É causado pelo enchimento insuficiente do metal fundido até a borda da costura de solda após o arco derreter a borda da costura de solda.
As principais causas do corte inferior:
O alto calor do arco, ou seja, muita corrente e velocidade de soldagem muito lenta, resultam em cortes inferiores. Ângulo incorreto entre o eletrodo e a peça de trabalho, oscilação excessiva, arco muito longo e sequência de soldagem inadequada podem causar cortes inferiores.
O sopro do arco da soldagem DC também é um motivo que causa o corte inferior. Algumas posições de soldagem (vertical, horizontal e acima da cabeça) agravarão o corte inferior.
O rebaixo reduz a área efetiva da seção transversal do metal base, reduz a capacidade de carga da estrutura e também causa concentração de tensões, levando a fontes de trincas.
Prevenção de corte inferior:
Corrigir a postura de operação, selecionar padrões apropriados e adotar uma abordagem de soldagem adequada pode eliminar cortes inferiores.
O uso de soldagem CA em vez de soldagem CC pode prevenir efetivamente cortes inferiores ao soldar soldas angulares.
B. Tumor de solda
O metal líquido na solda flui para o metal base insuficientemente aquecido que não está derretido ou transborda da raiz da solda, formando um tumor de metal não fundido após o resfriamento, que é chamado de tumor de solda.
Especificações de soldagem fortes, derretimento muito rápido do eletrodo, má qualidade do eletrodo (como descentralização), características instáveis da fonte de alimentação de soldagem e postura de operação incorreta são propensas a causar tumores de solda.
Os tumores de solda têm maior probabilidade de se formar nas posições horizontal, vertical e acima da cabeça.
Os tumores de solda são frequentemente acompanhados por defeitos de fusão incompleta e inclusão de escória, que podem causar rachaduras.
Ao mesmo tempo, os tumores de solda alteram o tamanho real da solda e causam concentração de tensão. O tumor de solda dentro do tubo diminui seu diâmetro interno e pode causar bloqueios no fluxo do fluido.
Medidas para prevenir tumores de solda:
Mantenha a solda plana durante a soldagem, selecione corretamente a especificação, escolha um eletrodo descentralizado e opere razoavelmente.

C. Pitting
Pitting refere-se à parte da superfície ou parte traseira da solda que é mais baixa que o metal base.
A corrosão por corrosão é causada principalmente pela falha do eletrodo (fio de soldagem) em parar por um curto período de tempo quando o arco termina (a corrosão resultante é chamada de corrosão por arco). Ao soldar nas posições superior, vertical e horizontal, frequentemente ocorre corrosão interna na raiz da solda na parte traseira.
A picada reduz a área transversal efetiva da solda, e os poços de arco geralmente apresentam trincas de arco e cavidades de contração de arco.
Medidas para evitar corrosão:
Use uma máquina de solda com sistema de queda de corrente, escolha uma posição de soldagem plana tanto quanto possível, selecione especificações de soldagem adequadas e deixe o eletrodo permanecer na poça derretida por um curto período de tempo ou balançar circularmente quando o arco terminar para preencher o arco poço.
D. Penetração incompleta
A penetração incompleta refere-se a ranhuras contínuas ou intermitentes na superfície da solda. Metal de enchimento insuficiente é a causa raiz da penetração incompleta.
Especificações de soldagem fracas, eletrodo muito fino e operação inadequada podem resultar em penetração incompleta.
A penetração incompleta também enfraquece a solda, tornando-a propensa à concentração de tensões. Ao mesmo tempo, especificações de soldagem fracas aumentam a taxa de resfriamento, o que pode causar porosidade, rachaduras e outros defeitos.
Medidas para evitar a penetração incompleta:
Aumente a corrente de soldagem e adicione soldas de passagem de cobertura.
E. Queimar
Burn through refere-se ao defeito que ocorre durante a soldagem, em que a profundidade de fusão excede a espessura da peça e o metal fundido flui pela parte traseira da solda, formando um defeito perfurado.
Corrente de soldagem muito alta, velocidade muito lenta e permanência do arco na solda causarão defeitos de queimadura. A lacuna entre as peças de trabalho é muito grande e o chanfro é muito pequeno, o que também pode queimar.
A queima não é permitida em produtos de vasos de pressão de caldeiras; destrói completamente a solda, fazendo com que a junta perca sua conexão e capacidade de carga.
Medidas de prevenção e controle:
Use uma corrente menor e velocidade de soldagem apropriada, reduza a folga de montagem, adicione um suporte ou tampão na parte de trás da solda. O uso de soldagem por pulso pode prevenir eficazmente a queima.
F. Outros defeitos superficiais
(1) Má formação
A aparência e as dimensões geométricas da solda não atendem aos requisitos. Existem soldas que são muito altas, têm uma superfície irregular e a solda é muito larga ou faz uma transição ruim para o material de base.
(2) Desalinhamento
Duas peças de trabalho são deslocadas uma da outra na direção da espessura, o que pode ser visto tanto como um defeito superficial da solda quanto como um defeito de formação de montagem.
(3) Colapso
Na soldagem unilateral, devido ao calor excessivo de entrada e ao excesso de metal fundido, o metal líquido colapsa para a parte traseira da solda, e a parte traseira da solda se projeta após a formação, enquanto a frente colapsa.
(4) Porosidade superficial e cavidades de contração
(5) Várias deformações de soldagem como deformação angular, torção, deformação de onda, etc. também são defeitos de soldagem. A deformação angular também é um defeito de formação de montagem.

2. Porosidade e inclusões de escória
A. Porosidade
Porosidade refere-se às cavidades formadas na solda devido ao gás da poça de fusão que não escapou antes da solidificação do metal.
O gás pode ser absorvido pela poça fundida do ambiente externo ou gerado durante o processo metalúrgico de soldagem.
1. Classificação de porosidade
De acordo com seu formato, a porosidade pode ser classificada em porosidade esférica e porosidade em forma de verme.
De acordo com o número de poros, pode ser dividido em poros únicos e poros agrupados. Os poros agrupados incluem poros distribuídos uniformemente, poros densamente distribuídos e poros distribuídos linearmente.
De acordo com a composição do gás dentro do poro, existem poros de hidrogênio, poros de nitrogênio, poros de dióxido de carbono, poros de monóxido de carbono, poros de oxigênio, etc. Os poros gerados durante a soldagem por fusão são principalmente poros de hidrogênio e poros de monóxido de carbono.
2. Mecanismos de formação de porosidade
A solubilidade do gás no metal no estado sólido à temperatura ambiente é apenas um décimo a um centésimo daquela no metal no estado líquido em alta temperatura.
Quando o metal fundido solidifica, uma grande quantidade de gás precisa escapar do metal. Quando a taxa de solidificação é maior que a taxa de escape do gás, forma-se porosidade.
3. Principais causas da porosidade
Manchas de ferrugem e óleo na superfície do metal base ou metal de enchimento, e a haste de soldagem ou fluxo não seco podem aumentar a quantidade de poros na solda porque a umidade na ferrugem, manchas de óleo e o revestimento da haste de soldagem e o fluxo se decompõe em gás em altas temperaturas, aumentando o conteúdo de gás no metal fundido.
Quando a energia de soldagem é muito baixa, a taxa de resfriamento da poça de fusão é muito alta, o que não favorece o escape de gás. A desoxidação insuficiente do metal de solda também pode aumentar os poros de oxigênio.
4. Riscos de porosidade
A porosidade reduz a área transversal efetiva da solda, tornando a solda solta, reduzindo assim a resistência e a plasticidade da junta. Também pode causar vazamentos.
A porosidade também é um fator que causa concentração de tensão. Os poros de hidrogênio podem promover rachaduras a frio.
5. Medidas para prevenir a porosidade
- Limpe o óleo, a ferrugem, a umidade e os detritos da superfície do fio de soldagem, da ranhura de trabalho e de suas proximidades.
- Use varetas de solda alcalinas e fluxo e seque-os completamente.
- Soldar utilizando corrente contínua com polaridade reversa e arco curto.
- Pré-aqueça antes de soldar para diminuir a taxa de resfriamento.
- Use uma especificação um pouco mais forte para soldagem.
B. Inclusões de escória
A inclusão de escória refere-se ao fenômeno da escória residual remanescente na costura de solda após a soldagem.
1. Classificação das Inclusões de Escória
- Inclusão de Escória Metálica: Refere-se às partículas metálicas residuais, como tungstênio ou cobre, na costura de solda, comumente conhecidas como inclusão de tungstênio ou inclusão de cobre.
- Inclusão de Escória Não Metálica: Refere-se ao resíduo de revestimento de fluxo não fundido ou fluxo, sulfetos, óxidos, nitretos na costura de solda. Se a reação metalúrgica estiver incompleta, a remoção da escória será difícil.
2. Distribuição e formato das inclusões de escória
Existem inclusões de escória de ponto único, inclusões de escória linear, inclusões de escória em forma de cadeia e inclusões de escória densa.
3. Causas de Inclusões de Escória
- Tamanho inadequado do sulco;
- Impurezas no sulco;
- Remoção incompleta de escória entre camadas na soldagem multicamadas;
- Baixa energia na linha de soldagem;
- Resfriamento rápido da costura de solda, resultando na solidificação muito rápida do metal;
- O revestimento do fluxo ou a composição do fluxo da haste de soldagem não são razoáveis, com alto ponto de fusão;
- Durante a soldagem com gás inerte de tungstênio, polaridade inadequada da fonte de alimentação, alta corrente e densidade de corrente e eletrodo de tungstênio derretendo e caindo na poça derretida;
- Fraca oscilação da haste de soldagem durante a soldagem manual, desfavorável à flutuação da escória.
Devem ser tomadas medidas correspondentes para evitar a inclusão de escória com base nas razões acima expostas.
4. Os danos das inclusões de escória
O dano das inclusões pontuais de escória é semelhante ao dos poros. Inclusões de escória com ponta afiada gerarão concentração de tensão, e a ponta afiada também se desenvolverá em uma fonte de trinca, o que é mais prejudicial.

3. Rachaduras
A quebra da ligação atômica na solda, resultando em uma nova interface e uma lacuna, é chamada de trinca.
A. Classificação de Fissuras
De acordo com o tamanho da fissura, ela pode ser dividida em três tipos:
- Fissuras macroscópicas: fissuras visíveis a olho nu.
- Microfissuras: só podem ser detectadas ao microscópio.
- Fissuras ultramicro: só podem ser detectadas em microscópio de alta potência, geralmente referindo-se a fissuras intergranulares e fissuras intracristalinas.
Do ponto de vista da temperatura de produção, as fissuras podem ser divididas em duas categorias:
- Trincas a quente: trincas produzidas próximo à linha Ac3. Geralmente aparecem imediatamente após a soldagem e também são chamadas de trincas de solidificação. Esse tipo de trinca ocorre principalmente nos limites dos grãos, e há uma cor oxidada na superfície da trinca, que perde o brilho metálico.
- Trincas a frio: refere-se às trincas produzidas quando resfriadas abaixo da temperatura de transformação da martensita M3 após a soldagem, que geralmente aparecem após um período de tempo após a soldagem (várias horas, vários dias ou até mais). Portanto, também são chamadas de fissuras retardadas.
De acordo com os motivos da geração das fissuras, as fissuras podem ser divididas em:
- Rachaduras de reaquecimento: rachaduras produzidas quando a junta é reaquecida a 500 ~ 700 ℃ após o resfriamento. As trincas de reaquecimento ocorrem na região de granulação grossa da zona afetada pelo calor da solda de materiais reforçados por precipitação (como metais contendo Cr, Mo, V, Ti, Nb) e geralmente se desenvolvem a partir da linha de fusão até a região de granulação grossa. da zona termicamente afetada, apresentando características de fissuração intergranular.
- O rompimento laminar se deve principalmente à inclusão de impurezas como sulfetos (MnS) e silicatos no aço durante o processo de laminação, formando anisotropia. Sob tensão de soldagem ou tensão de restrição externa, o metal racha ao longo da direção das impurezas de laminação.
- Fissuração por corrosão sob tensão: fissuras produzidas sob a ação combinada de tensão e meio corrosivo. Além da tensão residual ou dos fatores de tensão de confinamento, a fissuração por corrosão sob tensão está principalmente relacionada à estrutura e morfologia da solda.
B. Riscos de rachaduras
Especialmente para fissuras a frio, o dano é catastrófico. A maioria dos acidentes com vasos de pressão no mundo é causada por fraturas frágeis causadas por trincas, exceto em alguns casos causados por projeto irracional ou seleção inadequada de materiais.
Rachaduras quentes (rachaduras de solidificação)
- Mecanismo de formação de fissuras de solidificação
- Trincas a quente ocorrem durante o estágio final de solidificação do metal de solda, e a faixa sensível de temperatura geralmente está na zona de alta temperatura próxima à linha da fase sólida.
- A trinca a quente mais comum é a trinca de solidificação, que se forma quando impurezas que geram eutéticos de baixo ponto de fusão são enriquecidas no contorno de grão devido à segregação da cristalização durante o processo de solidificação do metal de solda, formando o chamado “filme líquido”. .”
Em uma faixa de temperatura sensível específica (também conhecida como faixa de temperatura frágil), sua resistência é muito pequena e irá rachar devido à tensão de tração causada pela contração de solidificação da solda, eventualmente formando uma rachadura. As trincas de solidificação ocorrem mais comumente longitudinalmente ao longo do comprimento central da solda e são chamadas de trincas longitudinais.
Às vezes também ocorrem entre dois cristais colunares dentro da solda, chamados de trincas transversais. As fissuras em arco são outra forma de fissuras de solidificação e são fissuras a quente comuns.
Trincas a quente geralmente ocorrem ao longo dos limites dos grãos e normalmente ocorrem em juntas soldadas a gás de materiais com muitas impurezas, como aço carbono, aço de baixa liga e aço inoxidável austenítico.
(2) Fatores que afetam as fissuras de solidificação
- A influência de elementos de liga e impurezas: O aumento de elementos de carbono e elementos de impureza, como enxofre e fósforo, ampliará a faixa sensível de temperatura e aumentará a oportunidade de rachaduras de solidificação.
- A influência da taxa de resfriamento: Aumentar a taxa de resfriamento aumentará o grau de segregação da cristalização e ampliará a faixa de temperatura de cristalização, o que aumentará a chance de rachaduras de solidificação.
- A influência da tensão de cristalização e da tensão de restrição: Na faixa de temperatura frágil, a resistência do metal é extremamente baixa e a tensão de soldagem torna algumas peças metálicas sujeitas a tensões de tração. Quando a tensão de tração atinge um certo nível, ocorrerão fissuras de solidificação.
(3) Medidas para prevenir fissuras de solidificação
- Reduzir o teor de elementos nocivos como enxofre e fósforo e utilizar materiais com menor teor de carbono para soldagem.
- Adicione uma certa quantidade de elementos de liga para reduzir cristais colunares e segregação. Elementos como alumínio, zircônio, ferro e molibdênio podem refinar o tamanho do grão.
- Use uma solda com profundidade de fusão rasa para melhorar as condições de dissipação de calor, fazendo com que substâncias de baixo ponto de fusão flutuem na superfície da solda e não existam dentro da solda.
- Selecione razoavelmente as especificações de soldagem e adote pré-aquecimento e pós-aquecimento para reduzir a taxa de resfriamento.
- Adote uma sequência de montagem razoável para reduzir o estresse de soldagem.
Reaquecer rachaduras
(1) Características de trincas de reaquecimento
- As trincas de reaquecimento ocorrem nas áreas de granulação grossa superaquecidas da zona afetada pelo calor da solda. Eles ocorrem durante o processo de reaquecimento, como o tratamento térmico pós-soldagem.
- A faixa de temperatura de produção de trincas de reaquecimento: Aço carbono e liga de aço 550 ~ 650 ℃; aço inoxidável austenítico ~300℃.
- As trincas de reaquecimento são trincas intragranulares (ao longo do limite do grão).
- É mais provável que ocorram em aços endurecidos por precipitação.
- Associado a tensões residuais de soldagem.
Mecanismos de reaquecimento de fissuras
Existem várias explicações para o mecanismo de trincas de reaquecimento, e a explicação da teoria da fratura do modelo é a seguinte: Na área próxima à solda, sob a ação do ciclo térmico de alta temperatura, carbonetos de fase reforçada (como carboneto de ferro, carboneto, carboneto de cromo e carboneto mal colocado) são depositados na área de deslocamento dentro do cristal, tornando a resistência de reforço interna muito maior do que a resistência de reforço intergranular.
Principalmente quando a fase reforçada está distribuída uniformemente no grão, dificulta o ajuste local do interior do grão e também dificulta a deformação geral do grão.
Assim, a deformação plástica causada pelo relaxamento da tensão é suportada principalmente pelo metal no contorno do grão, de modo que a tensão no contorno do grão é concentrada e ocorre trinca, o que é chamado de fratura do modelo.
Prevenção de rachaduras por reaquecimento
- Preste atenção ao efeito de fortalecimento dos elementos metalúrgicos e seus efeitos nas fissuras de reaquecimento.
- Pré-aquecimento razoável ou adoção de pós-aquecimento para controlar a taxa de resfriamento.
- Reduza o estresse residual para evitar a concentração de estresse.
- Durante o tratamento de revenimento, tente evitar a faixa sensível de temperatura das trincas de reaquecimento ou reduza o tempo de permanência dentro desta faixa de temperatura.
Rachaduras frias
Características das fissuras a frio
- As trincas a frio ocorrem em temperaturas mais baixas e após um período de tempo após a soldagem, por isso também são chamadas de trincas retardadas.
- Ocorrem principalmente na zona afetada pelo calor e também podem ocorrer na zona de solda.
- As trincas a frio podem ser trincas intergranulares, trincas transgranulares ou uma mistura das duas.
- A falha de componentes causada por trincas a frio é uma fratura frágil típica.
Mecanismos de trincas a frio
- A estrutura endurecida (martensita) reduz as reservas plásticas do metal.
- A tensão residual da junta faz com que a solda seja puxada.
- Existe uma certa quantidade de hidrogênio na junta.
O conteúdo de hidrogênio e a tensão de tração são dois fatores importantes na formação de trincas a frio (aqui, referindo-se a trincas induzidas por hidrogênio).
Geralmente, o arranjo dos átomos dentro dos metais não é completamente ordenado, mas contém muitos defeitos microscópicos. Sob a ação da tensão de tração, o hidrogênio se difunde e se acumula na área de alta tensão (área do defeito). Quando a concentração de hidrogênio atinge um certo nível, ela quebrará a ligação entre os átomos do metal, resultando em algumas rachaduras microscópicas.
Sob a ação contínua do estresse, o hidrogênio se acumula continuamente, as rachaduras microscópicas se expandem continuamente, até se transformarem em rachaduras macroscópicas e, eventualmente, quebrarem. A concentração crítica de hidrogênio e o valor crítico da tensão determinam a ocorrência de trincas a frio.
Quando a concentração de hidrogênio dentro da junta for menor que a concentração crítica de hidrogênio, ou a tensão aplicada for menor que a tensão crítica, não ocorrerão trincas a frio (ou seja, o tempo de atraso é infinitamente longo). Entre todas as fissuras, as fissuras a frio são as mais prejudiciais.
Medidas para prevenir fissuras pelo frio
- Use eletrodos alcalinos com baixo teor de hidrogênio, seque-os rigorosamente e guarde-os entre 100-150°C, e use-os o mais rápido possível após retirá-los.
- Aumente a temperatura de pré-aquecimento, adote medidas de pós-aquecimento, certifique-se de que a temperatura intercalar não seja inferior à temperatura de pré-aquecimento, escolha especificações de soldagem razoáveis e evite a formação de estruturas endurecidas na solda.
- Escolha uma sequência de soldagem razoável para reduzir a deformação e o estresse da soldagem.
- Realize o tratamento térmico de desidrogenação em tempo hábil após a soldagem.

4. Penetração incompleta
A penetração incompleta refere-se ao fenômeno de o metal base não derreter e o metal de solda não entrar na raiz da junta.
1. Razões para penetração incompleta
- Baixa corrente de soldagem e profundidade de penetração rasa.
- Ranhura e tamanho de folga inadequados, borda romba muito grande.
- A influência do golpe magnético.
- Excentricidade excessiva do eletrodo.
- Má limpeza da camada intermediária e da raiz da solda.
2. Perigos de penetração incompleta
Um dos perigos da penetração incompleta é que ela reduz a área efetiva da seção transversal da solda e diminui a resistência da junta.
Além disso, os danos causados pela concentração de tensões devido à penetração incompleta são muito maiores do que os danos causados pela redução da resistência. A penetração incompleta reduz seriamente a resistência à fadiga da solda.
A penetração incompleta pode tornar-se uma fonte de fissuras, o que é uma causa importante de falhas na soldadura.
O dano causado pela concentração de tensões devido à penetração incompleta é muito maior do que o dano causado pela redução da resistência. A penetração incompleta reduz seriamente a resistência à fadiga da solda.
3. Prevenção de penetração incompleta
Usar corrente de soldagem maior é um método básico para evitar penetração incompleta. Além disso, ao soldar juntas angulares, usar CA em vez de CC para evitar golpe magnético, projetar ranhuras razoavelmente e fortalecer a limpeza e usar medidas de soldagem de arco curto também podem prevenir eficazmente a penetração incompleta.
5. Falta de fusão
A falta de fusão refere-se ao defeito de que o metal de solda e o metal de base, ou o metal de solda e o metal de solda, não estão fundidos.
De acordo com a sua localização, a falta de fusão pode ser dividida em três tipos: falta de fusão no sulco, falta de fusão entre camadas e falta de fusão na raiz.
1. Razões para a falta de defeitos de fusão
- A corrente de soldagem é muito baixa.
- A velocidade de soldagem é muito rápida.
- O ângulo do eletrodo não está correto.
- Ocorre o fenômeno de sopro de arco.
- A soldagem está em posição descendente e o metal base que não foi derretido foi coberto por ferro fundido.
- A superfície do metal base é afetada por poluentes ou óxidos, que afetam a ligação por fusão entre o metal depositado e o metal base.
2. Perigos da falta de fusão
A falta de fusão é um defeito do tipo área. A falta de fusão no sulco e a falta de fusão na raiz reduzem significativamente a área da seção transversal de suporte e causam severa concentração de tensão. Sua nocividade perde apenas para as rachaduras.
3. Prevenção da falta de fusão
Utilizar uma corrente de soldagem maior, realizar corretamente a operação de soldagem e prestar atenção à limpeza da ranhura são medidas eficazes para evitar a falta de fusão.
6. Outros defeitos
(1) A composição química ou microestrutura da junta soldada não atende aos requisitos:
A correspondência inadequada do material de soldagem e do metal base, ou a queima de elementos durante o processo de soldagem, pode facilmente causar alterações na composição química do metal de solda ou resultar em uma microestrutura que não atende aos requisitos.
Isto pode levar a uma diminuição nas propriedades mecânicas da junta soldada e também afetar o desempenho da resistência à corrosão da junta.
(2) Superaquecimento e queima:
Se as especificações de soldagem forem utilizadas incorretamente, a área afetada pelo calor permanecerá em alta temperatura por muito tempo, o que pode fazer com que o grão fique grosso, resultando em microestruturas superaquecidas.
Se a temperatura aumentar ainda mais e a duração for prolongada, poderá causar oxidação ou fusão local dos limites dos grãos, resultando em microestruturas queimadas.
O superaquecimento pode ser eliminado por tratamento térmico, enquanto a queima é um defeito irreversível.
(3) Rachaduras no fundo:
Trincas que se formam no metal base adjacente ao metal de solda ou na zona termicamente afetada; causados por tensões e deformações de soldagem combinadas com taxas de expansão e contração dissimilares restritas.
A tecnologia de soldagem de aço inclui vários tipos e, para fortalecer o controle de qualidade da construção, a aplicação razoável da tecnologia de soldagem de aço deve basear-se nas condições específicas do projeto de engenharia, para garantir a estabilidade e segurança de toda a estrutura do edifício.
Portanto, é importante que todos prestem atenção aos defeitos de soldagem do aço acima durante a construção.







