Breve introdução:
Dobrar é o processo de dobrar uma folha usando uma prensa dobradeira e uma matriz de dobra.
As matrizes de dobra, também conhecidas como punções ou lâminas de prensa dobradeira, são divididas em punções superiores e matrizes inferiores.
O punção superior também é chamado de lâmina dobrável.
A classificação específica das matrizes superiores e inferiores é mostrada na Figura 1.
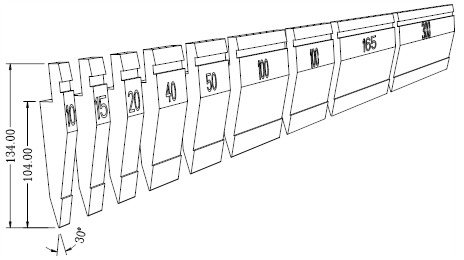
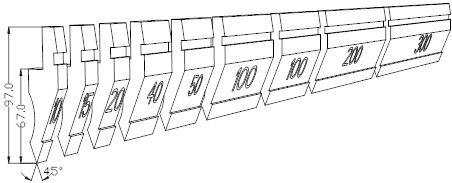
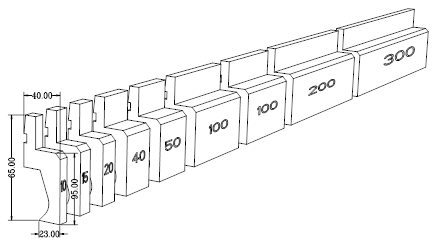
1.Classificação e tipos do punção superior da dobradeira: (Figo.1)
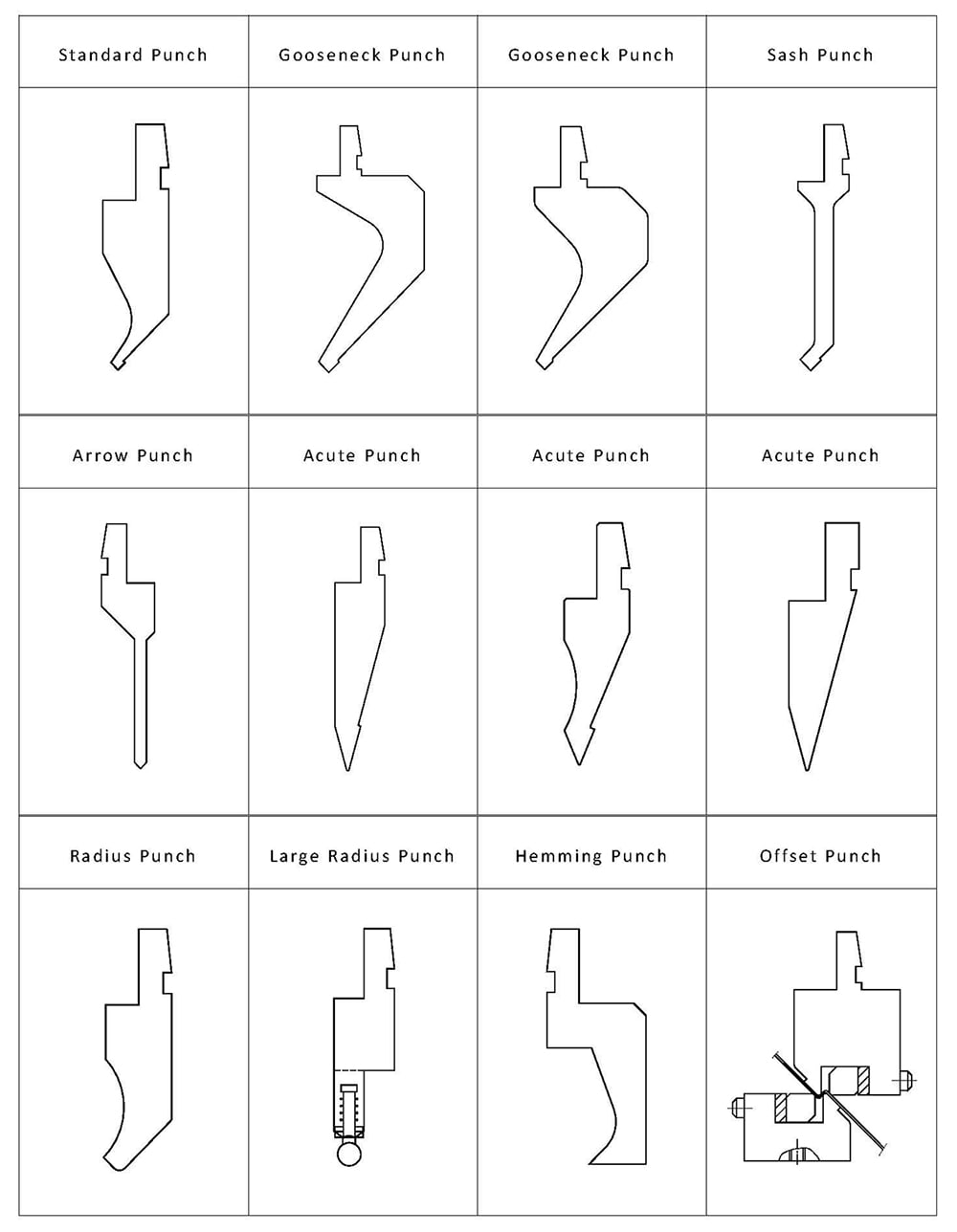
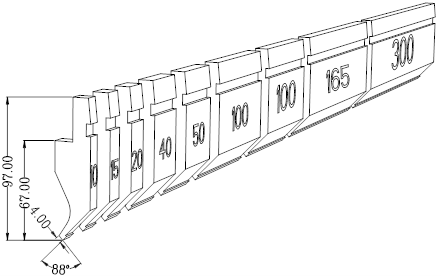
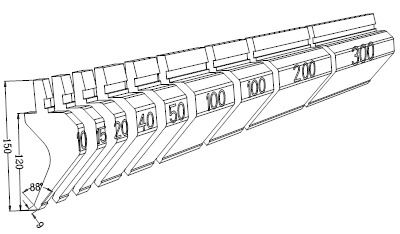
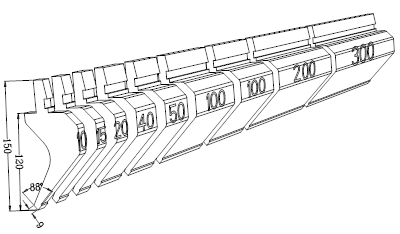
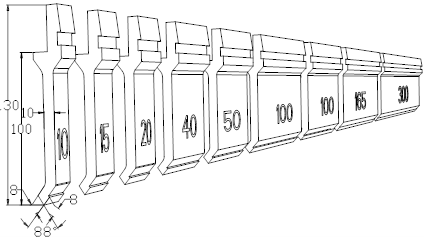
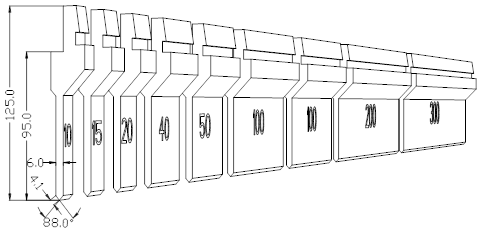
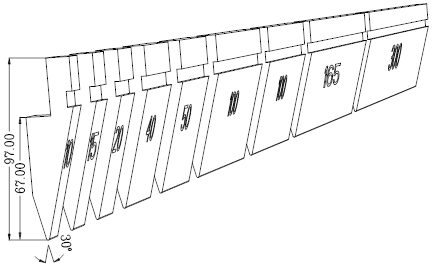
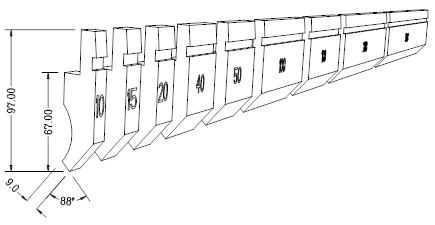
2. O punção superior da prensa dobradeira é dividido em dois tipos: tipo integral e tipo segmentado
- Punção superior integrada: 835mm e 415mm
- Punção superior segmentada: segmentação a e segmentação b
Um comprimento dividido: 10,15,20,40,50,100 (chifre direito),100 (chifre esquerdo),200,300;
Comprimento da divisão B: 10,15,20,40,50,100(chifre direito),100(chifre esquerdo),165,300;
3. Classificação e aplicação de vários soco superior
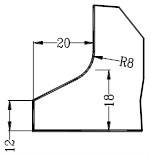
3.1. Soco pescoço de ganso
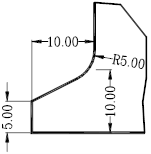
01) Soco pescoço de ganso padrão
| Valor tolerante à pressão (comprimento total) | 20TON/M | Material | 42CrMo | Tratamento térmico | HRC47±2 |
| Valor tolerante à pressão (separado) | 11TON/M | Raio da ponta | 0,2R | ||
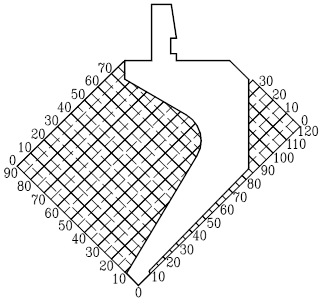
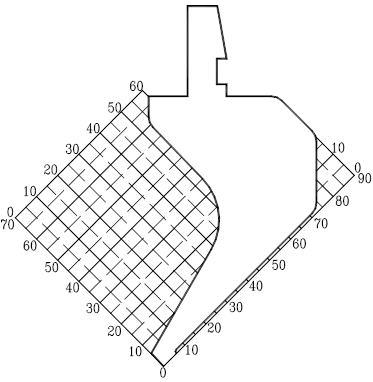
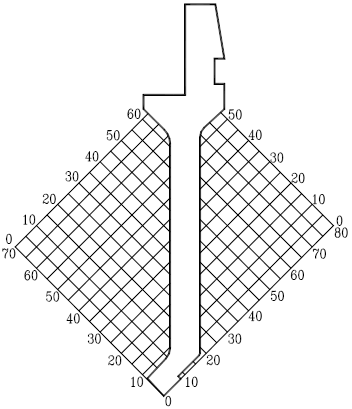
Cordenar gráfico(1:1):
Características de processamento:
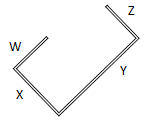
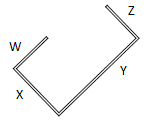
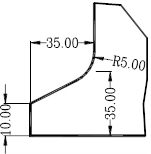
1. A aplicação do punção padrão na dobra é principalmente evitar a direção W, e o diagrama de dobra é o seguinte:
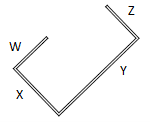
2. Direção X: quando Xmin>4mm, pode ser dobrado (quando o tamanho é necessário na direção W)
3. Direção Y: quando 0
Gráfico dividido: divisão B
 Buzina
Buzina
02) Soco pescoço de ganso
| Valor tolerante à pressão (comprimento total) | 50TON/M | Material | 42CrMo | Tratamento térmico | HRC47±2 |
| Valor tolerante à pressão (separado) | 45TON/M | Raio da ponta | 0,2R | ||
Cordenar gráfico(1:2)
Características de processamento:
1. A aplicação do punção pescoço de ganso na dobra é principalmente para evitar a direção W, e o diagrama de dobra é o seguinte:
2. Direção X: quando Xmin>9mm, pode ser dobrado (quando o tamanho é necessário na direção W)
3. Direção Y: quando 0
Gráfico dividido: A dividir
 Buzina
Buzina
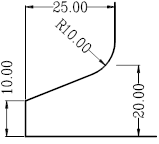
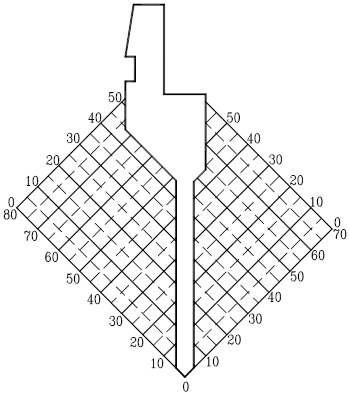
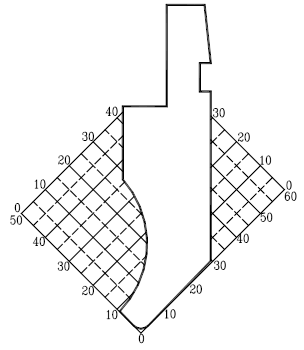
03) Soco pescoço de ganso
| Valor tolerante à pressão (comprimento total) | 50TON/M | Material | 42CrMo | Tratamento térmico | HRC47±2 |
| Valor tolerante à pressão (separado) | 30TON/M | Raio da ponta | 0,2R | ||
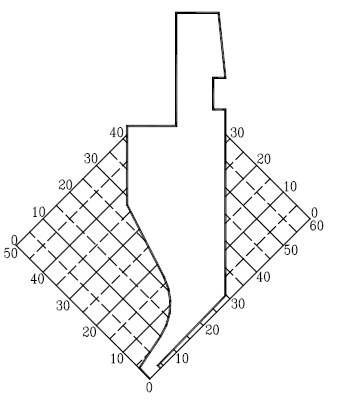
Cordenar gráfico (0,8:1)
Características de processamento:
1. A aplicação do punção pescoço de ganso na dobra é principalmente para evitar a direção W, e o diagrama de dobra é o seguinte:
2. Direção X: quando Xmin>6mm, pode ser dobrado (quando o tamanho é necessário na direção W)
3. Direção Y: Quando 0
Gráfico dividido: A dividir
 Buzina
Buzina
3.2. Soco Direto
01) Perfurador de faixa
| Valor tolerante à pressão (comprimento total) | 30TON/M | Material | 42CrMo | Tratamento térmico | HRC47±2 |
| Valor tolerante à pressão (separado) | 15TON/M | Raio da ponta | 0,2R | ||
Gráfico de coordenadas (0,8:1)
Características de processamento:
Adequado para dobrar produtos simétricos. Ambas as direções dianteira e traseira podem ser evitadas.
Quando Xmin>10mm, as direções W e X podem aumentar proporcionalmente.
Quando 0
Quando Y>20mm, as direções Y e Z podem aumentar proporcionalmente.
O comprimento dobrável na direção W é maior que o comprimento dobrável na direção Z.
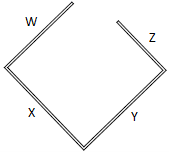
Gráfico dividido: Divisão B
 Buzina
Buzina
02) Soco de Flecha
| Valor tolerante à pressão (comprimento total) | 50TON/M | Material | 42CrMo | Tratamento térmico | HRC47±2 |
| Valor tolerante à pressão (separado) | 12TON/M | Raio da ponta | 0,2R | ||
Gráfico de coordenadas (0,8:1)
Características de processamento:
1. Adequado para dobrar produtos simétricos, as direções frontal e traseira podem ser evitadas e a abertura de dobra pode ser tão pequena quanto 6 mm.
2. Quando X<50mm,Y<50mm,W e X direção pode aumentar em proporção.
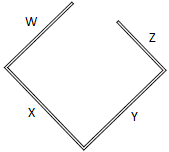
Gráfico dividido: Uma divisão
 Buzina
Buzina
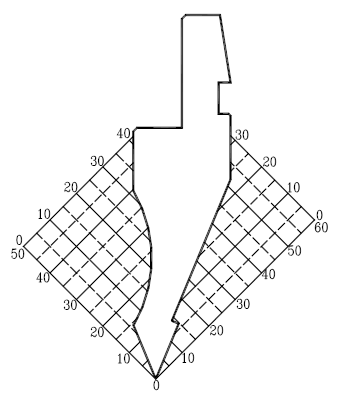
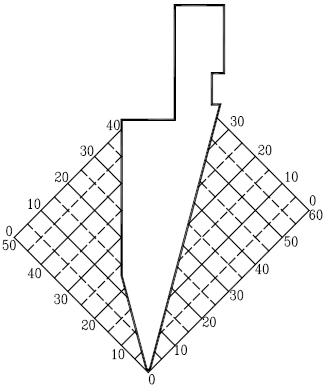
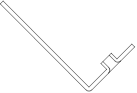
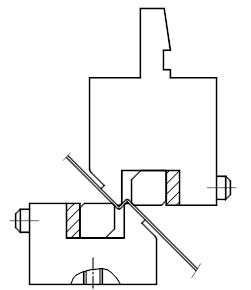
03) Soco Agudo
| Valor tolerante à pressão (comprimento total) | 100 TON/M | Material | AM87 | Tratamento térmico | HRC47±2 |
| Valor tolerante à pressão (separado) | 20TON/M | Raio da ponta | 0,65R | ||
Gráfico de coordenadas (0,8:1)
Características de processamento:
1. A faixa aplicável está entre 30° e 180°
2. Use um pequeno ângulo da ponta da ferramenta para evitar o furo roscado e outras peças de trabalho que precisam ser evitadas.
3. É usado para flexão profunda e a profundidade de inserção é adequada para ângulo de flexão conforme mostrado na figura a seguir:
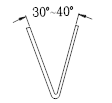
Gráfico dividido: Divisão B
 Buzina
Buzina
04) Soco Agudo
| Valor tolerante à pressão (comprimento total) | 60TON/M | Material | AM87 | Tratamento térmico | HRC47±2 | |
| Valor tolerante à pressão (separado) | 30TON/M | Raio da ponta | 0,37R | |||
Gráfico de coordenadas (1:1)
Características de processamento:
1. Adequado para ângulos entre 45° e 180°
2. Use um pequeno ângulo da ponta da ferramenta para evitar o furo roscado e outras peças de trabalho que precisam ser evitadas.
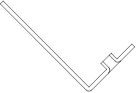
Gráfico dividido:Uma divisão
 Buzina
Buzina
05) Soco Agudo
| Valor tolerante à pressão (comprimento total) | 100 TON/M | Material | AM87 | Tratamento térmico | HRC47±2 |
| Valor tolerante à pressão (separado) | 30TON/M | Raio da ponta | 0,52R | ||
Gráfico de coordenadas (1:1)
Características de processamento:
1. A faixa aplicável está entre 30° e 180°
2. Use um pequeno ângulo da ponta da ferramenta para evitar o furo roscado
3. Para flexão profunda, a profundidade de inserção é aplicável ao ângulo de flexão conforme mostrado abaixo
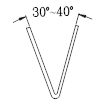
Gráfico dividido: Divisão B
 Buzina
Buzina
3.3. Soco de raio
01) Punção de Raio
| Valor tolerante à pressão (comprimento total) | 45TON/M | Material | 42CrMo | Tratamento térmico | HRC47±2 |
| Valor tolerante à pressão (separado) | 45TON/M | Raio da ponta | 1,5R,3,0R | ||
Gráfico de coordenadas (1:1)
Características de processamento:
1. O raio R é 1,5,3,0
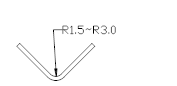
2. O punção de raio é frequentemente usado como dobras para a tampa superior
3. Às vezes usado para moldar a peça de trabalho com um pequeno ângulo.
Gráfico dividido: uma divisão
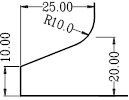
02) Perfurador de raio grande
| Valor tolerante à pressão (comprimento total) | 45TON/M | Material | 42CrMo | Tratamento térmico | HRC47±2 |
| Valor tolerante à pressão (separado) | 45TON/M | Raio da ponta | 3,0R,4,0R5,0R,6,0R,8,0R,10,0R | ||
Gráfico (1:1)
Características de processamento:
1. Este punção de raio grande é usado principalmente para dobrar o ângulo do arco interno de R, e o raio do ângulo do arco é R3 ~ R10.
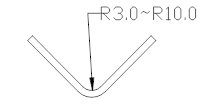
2. O punção de raio é compatível com a ranhura em V correspondente
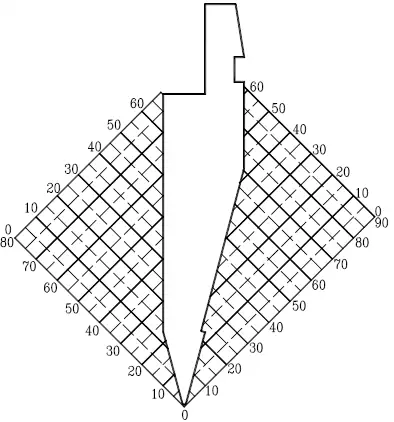
Combinação gráfico:
3.4. Soco Especial
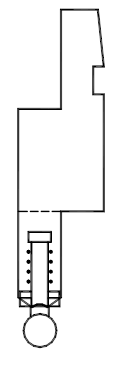
01) Soco de bainha
| Valor tolerante à pressão (comprimento total) | 100 TON/M | Material | 42CrMo | Tratamento térmico | HRC47±2 |
| Valor tolerante à pressão (separado) | Raio da ponta |
Gráfico (1:1)
Características de processamento:
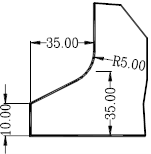
1. O diagrama da figura mostra a forma do produto após dobrar e achatar. Todas as formas semelhantes podem ser dobradas. Deve ser utilizado com moldes superiores e inferiores de 30°.
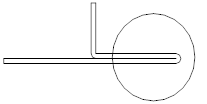
2. Também pode ser usado para prensar, rebitar, modelar, etc.
Gráfico dividido:
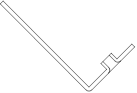
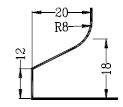
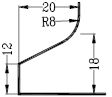
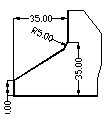
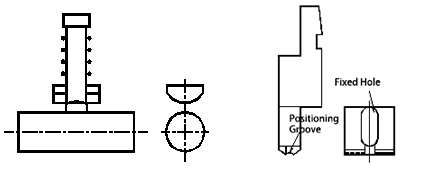
02) Perfuração de deslocamento
| Valor tolerante à pressão (comprimento total) | / | Material | 42CrMo | Tratamento térmico | HRC47±2 |
| Valor tolerante à pressão (separado) | / | Raio da ponta | / | ||
Gráfico (1:1)
Características de processamento:
1. Usado para dobra em Z que não pode ser dobrado por matrizes dobradeiras comuns.
H=1~10mm
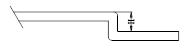
2. A forma do produto dobrado é mostrada na figura superior direita, geralmente chamada de dobra Z ou deslocamento.







