
Uma peça estreita e longa é caracterizada por sua grande relação comprimento/largura e é posicionada usando sua borda curta durante a dobra.
O problema comum de peças de trabalho fora da tolerância é frequentemente causado pelo tamanho de contato limitado entre a borda de posicionamento da peça de trabalho e o posicionamento do contra recuo da máquina dobradeira.
Esta postagem apresenta uma estrutura de ferramentas projetada para otimizar a flexão e o posicionamento de peças estreitas e longas, enfrentando efetivamente os desafios de posicionamento difícil e baixa precisão.
Com os avanços na tecnologia de deformação de chapas metálicas, a prensa dobradeira CNC tornou-se um equipamento de produção crucial para o processamento de deformação a frio de chapas metálicas, amplamente utilizado na indústria de processamento de chapas metálicas.
Por segurança e conveniência, a maioria das dobradeiras atualmente usa dedos de parada traseiro como dispositivo de posicionamento. Após uma programação simples, a articulação do batente traseiro, ação única e outras funções podem ser alcançadas, atendendo aos requisitos de processamento para dobrar peças de vários formatos.
No entanto, o posicionamento do batente traseiro usado em dobradeiras CNC também tem suas limitações. Quando a largura da borda de posicionamento da peça a ser processada é muito estreita (como no caso de uma peça estreita e longa), o tamanho de contato limitado entre a peça e o dedo do batente traseiro leva a problemas como tamanho de posicionamento impreciso, posição de dobra deslocada e linha de dobra do projeto, resultando em produtos de baixa qualidade, retrabalho e reparos frequentes e desperdício significativo de materiais, energia e mão de obra.
Mecanismo de deformação por flexão
Na produção, muitas vezes é necessário dobrar uma peça (placa de aço) em um ângulo específico, onde o raio de curvatura na posição de dobra é pequeno.
Este processo é conhecido como flexão.
Dobrar é o processo de usar um punção e uma matriz para aplicar uma força externa à chapa metálica, moldando-a em um ângulo ou forma específica.
A deformação por flexão da peça é dividida em várias etapas.
Inicialmente, o material está em estado de flexão livre.
À medida que o punção superior é pressionado, o material se aproxima gradualmente da superfície da matriz inferior.
Então, à medida que o punção continua a pressionar, a área de dobra do material torna-se menor até entrar em contato com o punção em três pontos.
Quando o punção atinge o ponto mais baixo do seu curso, o material está completamente em contato com o punção.
Durante a flexão livre, as fibras internas do material encurtam devido à compressão longitudinal e as fibras externas alongam-se devido à tensão longitudinal, resultando em encurtamento transversal devido ao volume constante durante a deformação plástica.
Portanto, para peças de trabalho com largura estreita, a seção transversal terá uma leve aparência em forma de leque após a dobra.
Para peças de chapa larga, a seção transversal de flexão não apresentará nenhuma deformação perceptível.
Posicionamento de curvatura
Posicionamento básico da prensa dobradeira
A prensa dobradeira CNC normalmente usa dedos de parada para posicionamento da peça de trabalho.
O princípio básico é que antes do processamento de dobra, um programa de dobra é preparado e o formato da peça é inserido no controlador da máquina. A máquina então calcula a posição da linha de dobra da peça de trabalho e o sistema CNC controla o servo motor para mover os dois batentes traseiros para a posição de posicionamento de dobra necessária através do parafuso de avanço de alta precisão.
O operador só precisa alinhar a borda de posicionamento da peça de trabalho com o dedo limitador da prensa dobradeira para concluir o processo de posicionamento.
Neste ponto, a linha central da matriz inferior da prensa dobradeira representa a linha de dobra da peça.
O estado de posicionamento da peça é ilustrado na Figura 1.
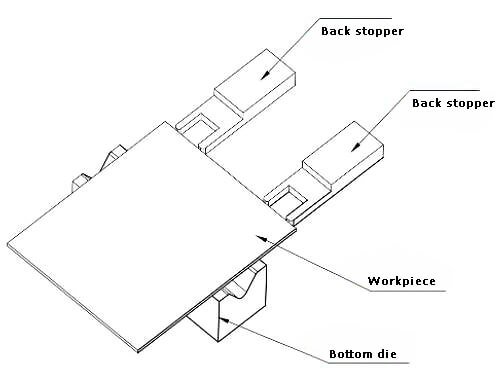
Fig. 1 Posicionamento da peça
Limitações do dispositivo de posicionamento da prensa dobradeira
Durante o processo de produção, descobriu-se que o uso do posicionamento típico do batente traseiro empregado pela máquina dobradeira atual pode resultar em dificuldades no alinhamento da peça de trabalho com o batente traseiro se o tamanho da borda de posicionamento entre a peça de trabalho e o batente traseiro for muito curto.
Conforme ilustrado na Figura 2, um pequeno deslocamento da esquerda para a direita da peça de trabalho pode causar posicionamento incorreto, resultando no descarte excessivo da peça de trabalho ou em um tamanho irregular da borda durante a dobra.
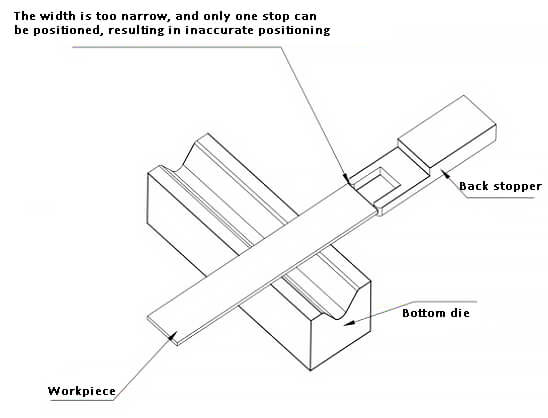
Fig. 2 Posicionamento de peças estreitas e longas
Os operadores são obrigados a alinhar repetidamente a peça de trabalho para alcançar o efeito de conformação primária desejado; no entanto, isso frequentemente leva a resultados abaixo da média e tem um impacto negativo significativo na eficiência da produção e na qualidade do produto.
Otimização do posicionamento na usinagem de peças estreitas e longas
Estrutura do dispositivo de otimização de posicionamento
Considerando as limitações do dispositivo de posicionamento da prensa dobradeira CNC, um novo dispositivo de otimização de posicionamento foi projetado e está representado na Figura 3.
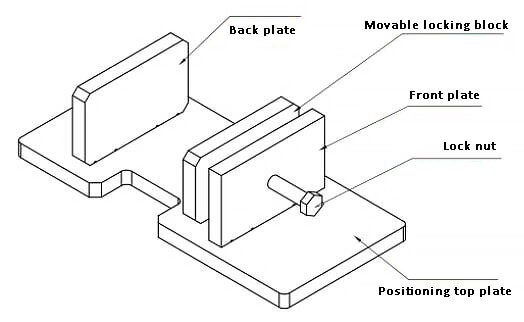
Fig.3 Dispositivo de otimização de posicionamento
A placa traseira é utilizada para fechar a lateral da matriz inferior da dobradeira. O bloco de travamento móvel é usado em conjunto para travar com segurança o dispositivo na matriz inferior da dobradeira. A placa frontal serve como local para a instalação do parafuso, e o parafuso de travamento fixa o bloco de travamento móvel na matriz inferior. A placa superior de posicionamento é utilizada para posicionar a peça de trabalho.
Uso de dispositivo de otimização de posicionamento
Para utilizar o dispositivo de otimização de posicionamento mencionado acima, ele deve primeiro ser alinhado e fixado na matriz inferior da dobradeira e seu estado deve ser verificado usando um esquadro.
Ao posicionar a peça de trabalho, a extremidade da peça de trabalho deve ser posicionada próxima ao batente traseiro da dobradeira, enquanto a lateral da peça de trabalho deve ser posicionada usando o dispositivo de otimização de posicionamento, resultando em um posicionamento preciso e estável da peça de trabalho, conforme ilustrado na Figura 4.
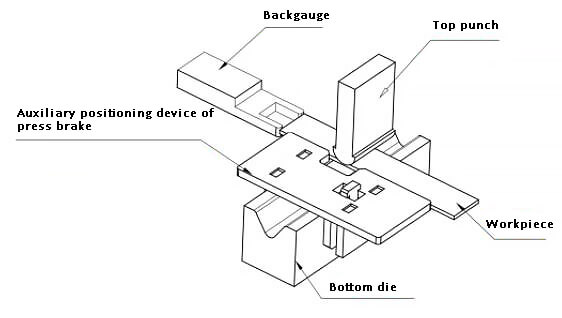
Fig. 4 Combinação do material de retenção traseiro e dispositivo auxiliar de posicionamento
Efeito de implementação do dispositivo auxiliar de posicionamento
(1) Melhor eficiência de produção:
Antes do uso deste dispositivo, peças estreitas e longas frequentemente exigiam medições repetidas para garantir um posicionamento preciso, levando a grandes erros. No entanto, com o uso deste dispositivo, o operador pode localizar facilmente a peça a ser processada, melhorando significativamente a eficiência da produção e reduzindo o tempo de produção e processamento de uma única peça em mais da metade.
(2) Melhor qualidade do produto:
Antes da implementação dessas ferramentas, a taxa de defeitos de peças estreitas e longas permanecia alta, e problemas como sucateamento com excesso de tolerância e tamanho irregular da borda dobrada eram predominantes. Porém, com a utilização do dispositivo de otimização, esses problemas causados pelo posicionamento impreciso durante a dobra não ocorrem mais, levando a uma melhoria significativa na qualidade do produto.






