
1. Recozimento
1. Recozimento de alívio de tensão
Para eliminar tensões residuais na peça fundida, estabilizar seu tamanho geométrico e reduzir ou eliminar distorções após o corte, é necessário realizar recozimento para alívio de tensões na peça fundida.
Veja também:
- 10 tipos diferentes de processo de fundição
- O que é recozimento? (7 tipos de processo de recozimento)

A composição do ferro fundido deve ser levada em consideração na determinação do processo de recozimento para alívio de tensões.
Quando a temperatura do ferro fundido cinzento excede 550 ℃, pode ocorrer grafitização e granulação de parte da cementita, causando redução na resistência e dureza.
A presença de elementos de liga pode aumentar a temperatura na qual a cementita começa a se decompor para cerca de 650 ℃.
Normalmente, a temperatura de recozimento para alívio de tensão do ferro fundido cinzento é de 550 ℃, enquanto o ferro fundido cinzento de baixa liga é recozido a 600 ℃ e o ferro fundido cinzento de alta liga pode ser recozido a 650 ℃. A taxa de aquecimento é geralmente de 60 a 120 ℃ por hora.
O tempo de retenção é determinado por fatores como a temperatura de recozimento, o tamanho e a complexidade da peça fundida e os requisitos de alívio de tensão.
A figura a seguir ilustra a relação entre o tempo de retenção e a tensão residual em diferentes temperaturas de recozimento.

Fig. 2 Relação entre temperatura e tempo de recozimento e tensão interna residual
a) Composição (fração mássica) (%): C 3,18, Si 2,13, Mn 0,70, S 0,125, P 0,73, Ni 1,03, Cr 2,33, Mo 0,65;
b) Composição (fração mássica) (%): C 3,12, Si 1,76, Mn 0,78, S 0,097, P 0,075, Ni 1,02, Cr 0,41, Mo 0,58;
c) Composição (fração mássica) (%): C 2,78, Si 1,77, Mn 0,55, S 0,135, P 0,069, Ni 0,36, Cr 0,10, Mo 0,33, Cu 0,46, V 0,04.
A velocidade de resfriamento durante o recozimento de peças fundidas para alívio de tensão deve ser lenta para evitar o desenvolvimento de tensão secundária. A taxa de resfriamento é normalmente controlada a uma taxa de 20 a 40 ℃ por hora, e a temperatura deve ser resfriada abaixo de 150 a 200 ℃ antes de permitir o resfriamento do ar.
A tabela a seguir mostra as especificações de recozimento para alívio de tensão para algumas peças fundidas de ferro cinzento:
Tabela 3 Especificação de recozimento com alívio de tensão para peças fundidas de ferro fundido cinzento
| Tipo de elenco | Massa de fundição/kg | Espessura da parede de fundição / mm | Temperatura de carregamento /°C | Taxa de aumento de temperatura / (C / h) | Temperatura de aquecimento / C | Tempo de espera /h/ | Velocidade de resfriamento lenta (C/h) | Temperatura de descarga / C | |
| Ferro fundido comum | Ferro fundido de baixa liga | ||||||||
| Fundição geral | <200 | ≤200 | ≤100 | 500~550 | 550-570 | 4-6 | 30 | ≤200 | |
| 200-2500 | ≤200 | ≤80 | 500~550 | 550~570 | 6-8 | 30 | ≤200 | ||
| >2500 | ≤200 | ≤60 | 500-550 | 550-570 | 8 | 30 | ≤200 | ||
| Fundição de precisão | <200 | ≤200 | ≤100 | 500-550 | 550-570 | 4-6 | 20 | ≤200 | |
| 200~3500 | ≤200 | ≤80 | 500-550 | 550-570 | 6-8 | 20 | ≤200 | ||
| Fundições simples ou cilíndricas, fundições de precisão em geral | <300 | 10-40 | 100-300 | 100-150 | 500~600 | 2-3 | 40-50 | <200 | |
| 100-1000 | 15-60 | 100-200 | <75 | 500 | 8-10 | 40 | <200 | ||
| Estrutura complexa e fundição de alta precisão | 1500 | <40 | <150 | <60 | 420~450 | 5~6 | 30~40 | <200 | |
| 1500 | 40-70 | <200 | <70 | 500-550 | 9-10 | 20-30 | <200 | ||
| 1500 | >70 | <200 | <75 | 500-550 | 1,5 | 30-40 | 150 | ||
| Máquinas têxteis pequena máquina de fundição pequena máquina de fundição grande fundição | <50 | <15 | <150 | 50-70 | 500-550 | 3~5 | 20~301 | 50-200 | |
| <1000 | <60 | ≤200 | <100 | 500-550 | 3-5 | 20-30 | 150-200 | ||
| >2000 | 20-80 | <150 | 30-60 | 500-550 | 8-10 | 30-40 | 150-200 | ||
2. Recozimento de grafitização
O objetivo do recozimento por grafitização para peças fundidas de ferro cinzento é diminuir sua dureza, melhorar sua usinabilidade e aumentar sua plasticidade e tenacidade. Se a peça fundida não contiver cementita eutética ou tiver apenas uma pequena quantidade, pode-se realizar o recozimento por grafitização em baixa temperatura. No entanto, se a quantidade de cementita eutética for substancial, é necessário o recozimento por grafitização em alta temperatura.
(1) Recozimento de grafitização em baixa temperatura.
O processo de grafitização e granulação da cementita eutetóide em ferro fundido cinzento ocorrerá quando o material for recozido em baixas temperaturas. Este processo resultará em uma redução da dureza e um aumento na plasticidade.
O recozimento de grafitização a baixa temperatura do ferro fundido cinzento envolve o aquecimento da peça fundida a uma temperatura ligeiramente abaixo do limite inferior de AC1mantendo-o nesta temperatura por um período de tempo especificado para quebrar a cementita eutetóide e depois resfriando-o no forno.
A curva do processo é a seguinte:

Fig. 4 curva do processo de recozimento de grafitização em baixa temperatura de ferro fundido cinzento
(2) Recozimento de grafitização em alta temperatura.
O processo de recozimento por grafitização em alta temperatura do ferro fundido cinzento envolve o aquecimento do material a uma temperatura acima do limite superior de AC1. Este processo decompõe a cementita livre no ferro fundido em austenita e grafite. O material é então mantido nesta temperatura por um período de tempo especificado e resfriado de uma maneira específica, dependendo da estrutura da matriz desejada.
Se for desejada uma matriz de ferrite com alta plasticidade e tenacidade, a especificação do processo e o método de resfriamento são os seguintes:

Fig. 5 processo de recozimento de grafitização em alta temperatura da matriz de ferrita
Se for desejada uma estrutura de matriz de perlita com alta resistência e boa resistência ao desgaste, a especificação do processo e o método de resfriamento podem ser realizados de acordo com a Figura 6 da seguinte forma:

Fig. 6 processo de recozimento de grafitização em alta temperatura da matriz de perlita
2. Normalizando
O objetivo da normalização do ferro fundido cinzento é melhorar sua resistência, dureza e resistência ao desgaste, ou servir como tratamento térmico preliminar para têmpera superficial e melhorar a estrutura da matriz.
A especificação para o processo de normalização do ferro fundido cinzento é mostrada na figura abaixo:
Normalmente, a peça fundida é aquecida até o limite superior de AC1, que está entre 30°C e 50°C. Isso faz com que a estrutura original se transforme em austenita.
Depois de segurar por um período de tempo, a peça fundida é resfriada pelo ar (consulte a figura a abaixo).
Para peças fundidas com formatos complexos ou importantes, o recozimento é necessário após a normalização para eliminar qualquer tensão interna.
Se a estrutura original de ferro fundido tiver excesso de cementita livre, ela deverá ser aquecida até o limite superior de AC1que está entre 50°C e 100°C, para eliminar a cementita livre por meio de grafitização em alta temperatura (consulte a Figura b).


A figura abaixo ilustra o impacto da temperatura de aquecimento na dureza do ferro fundido após a normalização.
Dentro da faixa de temperatura de normalização, a dureza do ferro fundido aumenta com o aumento da temperatura.
Como tal, para alcançar alta dureza e resistência ao desgaste em ferro fundido normalizado, uma temperatura de aquecimento mais alta dentro da faixa de temperatura de normalização pode ser selecionada.

Fig. 8 Efeito da normalização da temperatura na dureza do ferro fundido cinzento
Nota: O conteúdo dos elementos da figura é expresso em fração de massa (%).
A taxa de resfriamento após a normalização afeta a quantidade de ferrita precipitada e, portanto, a dureza.
Quanto maior a taxa de resfriamento, menor a quantidade de ferrita precipitada, resultando em maior dureza.
Assim, a velocidade de resfriamento pode ser controlada (por exemplo, através de resfriamento a ar, resfriamento a água ou resfriamento por névoa) para alcançar o ajuste desejado da dureza do ferro fundido.
3. Têmpera e revenimento
1. Têmpera
O processo de têmpera para ferro fundido envolve aquecer a peça fundida a uma temperatura do limite superior AC1 mais 30-50°C, normalmente entre 850°C-900°C, para transformar sua estrutura em austenita. A peça fundida é então mantida nesta temperatura para aumentar a solubilidade do carbono na austenita antes da têmpera. A têmpera em óleo é normalmente usada para este processo.
Veja também:
- 10 tipos de métodos de têmpera no processo de tratamento térmico
Aqui está a versão revisada:
Peças fundidas com formatos complexos ou tamanhos grandes devem ser aquecidas lentamente para evitar rachaduras devido ao aquecimento desigual. Se necessário, pré-aquecê-los a 500-650°C também pode ajudar a evitar rachaduras.
A Tabela 8.1 mostra o efeito da temperatura de aquecimento na dureza do ferro fundido. A composição química do ferro fundido listada na tabela acima pode ser encontrada na Tabela 8.2.
O aumento da temperatura de austenitização resulta em maior dureza após a têmpera. No entanto, temperaturas de austenitização mais elevadas também aumentam o risco de deformação e fissuração do ferro fundido, bem como produzem mais austenita retida, o que reduz a dureza.
A Figura 9 ilustra o efeito do tempo de retenção na dureza.
Tabela 8.1 efeito da temperatura de austenitização na dureza do ferro fundido cinzento após incêndio (coceira de óleo)
| ferro fundido cinzento | Como elenco | HBW | |||
| 790°C | 815C | 845°C | 870°C | ||
| A | 217 | 159 | 269 | 450 | 477 |
| B | 255 | 207 | 450 | 514 | 601 529 |
| C | 223 | 311 | 477 | 486 | |
| D | 241 | 355 208 |
469 487 |
486 520 |
460 |
| E | 235 | 512 | |||
| F | 235 | 370 | 477 | 480 | 465 |
Tabela 8.2 Composição química (fração mássica) (%) de diversos ferros fundidos
| Ferro fundido | TC | CC | Si | P | S | Mn | Cr | Não | Mo |
| A | 3.19 | 0,69 | 1,70 | 0,216 | 0,097 | 0,76 | 0,03 | – | 0,013 |
| B | 3.10 | 0,70 | 2.05 | – | – | 0,80 | 0,27 | 0,37 | 0,45 |
| C | 3.20 | 0,58 | 1,76 | 0,187 | 0,054 | 0,64 | 0,005 | Vestígio | 0,48 |
| D | 3.22 | 0,53 | 2.02 | 0,114 | 0,067 | 0,66 | 0,02 | 1.21 | 0,52 |
| E | 3.21 | 0,60 | 2.24 | 0,114 | 0,071 | 0,67 | 0,50 | 0,06 | 0,52 |
| F | 3,36 | 0,61 | 1,96 | 0,158 | 0,070 | 0,74 | 0,35 | 0,52 | 0,47 |
- CT – teor total de carbono.
- CC – a quantidade de carbono ligado.
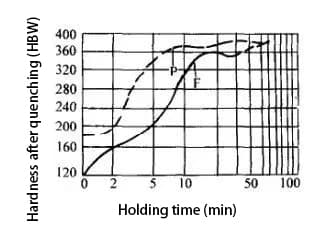
Fig. 9 Efeito da estrutura original da matriz metálica de ferro fundido na dureza após têmpera a 840°C para diferentes tempos de retenção
A composição química (fração mássica) deste ferro fundido cinzento é a seguinte: 3,34% C, 2,22% Si, 0,7% Mn, 0,11% P e 0,1% S.
A temperabilidade do ferro fundido cinzento é influenciada por fatores como tamanho, formato, distribuição da grafite, composição química e tamanho do grão da austenita.
A grafite no ferro fundido diminui a sua condutividade térmica, reduzindo assim a sua temperabilidade. Quanto maior a quantidade de grafite grossa presente, mais pronunciado se torna esse efeito.
2. Temperamento
O impacto da temperatura de revenido nas propriedades mecânicas do ferro fundido pode ser observado na Figura 10 abaixo.
Para evitar grafitização, a temperatura de revenido geralmente deve ser mantida abaixo de 550°C, e o tempo de retenção para revenido deve ser calculado como t = (espessura de fundição (mm) / 25) + 1 (h).

Fig. 10 efeito da temperatura de revenido na dureza e resistência do ferro fundido temperado







