
1 . Escopo
1.1 Este procedimento é aplicável à dobradeira de tubos CNC usada para dobra a frio de tubos metálicos.
1.2 Este procedimento é aplicável às máquinas dobradeiras hidráulicas de cabeça única modelos DW63 e DW114 na oficina de peças estruturais de equipamentos agrícolas.
2 . Documentos de referência normativa
Os seguintes documentos são essenciais para a aplicação deste documento. Para os documentos de referência datados, apenas a versão datada se aplica a este documento. Para documentos de referência sem data, a versão mais recente se aplica a este documento.
Máquina dobradeira de tubos CNC GB/T 28763-2012
3 . Termos e definições
Máquina curvadora de tubos CNC: Uma dobradeira de tubos que deve ter movimento de pelo menos três eixos, incluindo rotação do fuso, movimento linear do mandril e rotação do mandril, e é controlada por um sistema CNC.
4 . Parâmetros da máquina dobradeira de tubos
4.1 O principal parâmetro da dobradeira de tubos é o diâmetro externo máximo do tubo.
4.2 Os principais parâmetros e parâmetros básicos da dobradeira de tubos devem estar de acordo com as regras prescritas na tabela abaixo.
| Nome do parâmetro | Diâmetro externo máximo do tubo/mm | Espessura Máxima da Parede do Tubo/mm |
| Valor do parâmetro | 10 | 1.2 |
| 16 | 1.2 | |
| 25 | 3 | |
| 38 | 4 | |
| 42 | 4 | |
| 60 | 5 | |
| 63 | 5 | |
| 76 | 5 | |
| 89 | 6 | |
| 114 | 8 | |
| 159 | 12 | |
| 168 | 12 | |
| 219 | 16 | |
| 273 | 20 |
Quando o diâmetro externo é maior ou igual a 114 mm, é 0,4 a 1 vez o raio máximo do tubo dobrado.
4.4 Parâmetros da máquina dobradeira de tubos para oficina de peças estruturais:
| Modelo de máquina dobradeira de tubos | Diâmetro Externo do Tubo (mm) | Espessura da parede do tubo (mm) | Raio de curvatura (mm) |
| DWFB63 | 19 a 63 | ≤5 | 50 a 250 |
| DWFB114 | 48 a 114 | ≤8 | 100 a 750 |
5. Matrizes de dobra de tubos existentes na oficina de componentes estruturais
| tipo de material | Especificação do material mm | Espessura da Parede mm | Raio de curvatura (padrão como mediana) mm | Equipamento correspondente |
| Tubo quadrado | φ16 | 2 | 58 | DWFB63 |
| φ25 | 2 | 50 | DWFB63 | |
| φ25 | 2 | 150 | DWFB63 | |
| φ33 | 3 | 101,5 | DWFB63 | |
| Φ35 | 4 | 60 | DWFB63 | |
| Φ42 | 3 | 100 | DWFB63 | |
| Φ48 | 3.5 | 130 | DWFB63 | |
| Φ50 | 6 | 100 | DWFB114 | |
| Φ60 | 5 | 150 | DWFB63 | |
| Φ60 | 5 | 200 | DWFB63 | |
| Φ60,5 | 2 | 150 | DWFB114 | |
| Tubo redondo | Tubo quadrado 30×30 | 2 | 220 | DWFB114 |
| Tubo quadrado 40×80-8 | 2,5 | 100 | DWFB114 | |
| Tubo quadrado 40×80-8 | 3 | 180 | DWFB114 | |
| Tubo quadrado 40×80-8 | 2 | Diâmetro externo: 220 | DWFB114 | |
| Tubo quadrado 50×50 | 2,5 | Diâmetro interno: 170 | DWFB114 | |
| Tubo quadrado 50×70-7 | 2,5 | 120 | DWFB114 | |
| Tubo quadrado 50×70-7 | 3 | 120 | DWFB114 | |
| Tubo quadrado 60×80-6 | 4,5 | 150 | DWFB114 | |
| Tubo quadrado 60×80-8 | 4,5 | 150 | DWFB114 |
6. Instalação e Ajuste do Molde
6.1 Instalação do Molde Principal
6.1.1 Coloque o molde da roda dobrável com a ranhura da chave voltada para baixo na chave correspondente do assento fixo. Depois de colocá-lo na horizontal, ajuste o molde da roda para a esquerda e para a direita de modo que o orifício do parafuso do molde da roda coincida com o orifício do parafuso do assento fixo.
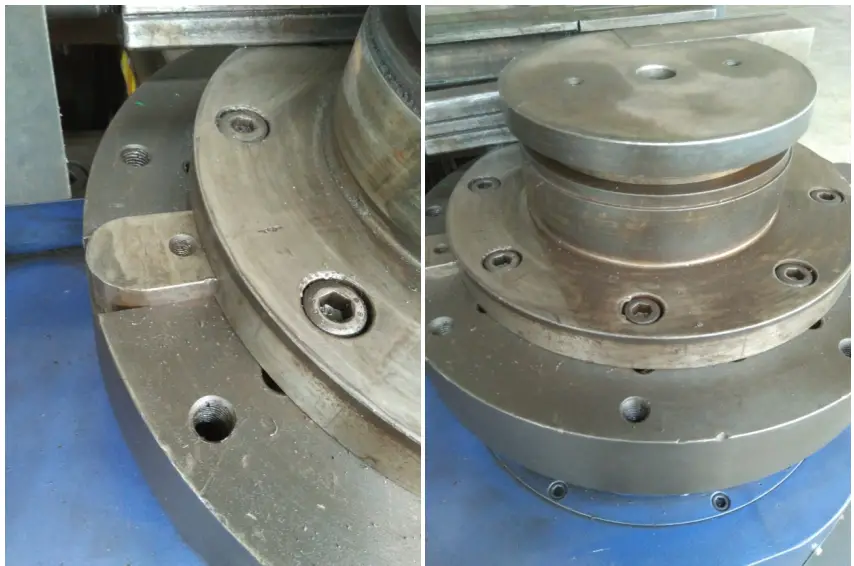
6.1.2 Aperte a porca fixa, não deve haver folga.
6.2 Instalação e Ajuste de Moldes de Prensagem
6.2.1 Prenda o molde de prensagem ao controle deslizante com parafusos, gire o parafuso de ajuste, mova o molde de fixação para cima e para baixo, alinhe o centro do molde de prensagem com o centro da ranhura do molde de dobra para garantir um ajuste perfeito entre os dois durante a alimentação do molde da prensa, sem qualquer interferência.

6.2.2 Afrouxe a porca de fixação do controle deslizante do molde de pressão e, em seguida, use uma chave inglesa para afrouxar o parafuso de ajuste do controle deslizante.
6.2.3 Coloque um material de molde de teste com cerca de 300 mm de comprimento na ranhura de dobra do molde da roda. Controle o molde de pressão para prender o tubo para frente e não deve haver afrouxamento. Aperte o parafuso de ajuste do controle deslizante do molde de pressão com uma chave inglesa. Controle o molde de pressão para recuar e, em seguida, aperte novamente o parafuso de ajuste do controle deslizante do molde de pressão meia volta com uma chave inglesa. Por fim, aperte a porca de fixação do controle deslizante do molde de pressão.
6.3 Instalação e Ajuste do Molde de Fixação
6.3.1 Conecte e fixe o molde de fixação e o controle deslizante com parafusos. Gire o parafuso de ajuste, mova o molde de fixação para cima e para baixo para deixá-lo na mesma altura do molde de fixação principal.

6.3.2 Afrouxe a porca de fixação do controle deslizante da matriz da braçadeira e use uma chave inglesa para afrouxar o parafuso de ajuste do controle deslizante.
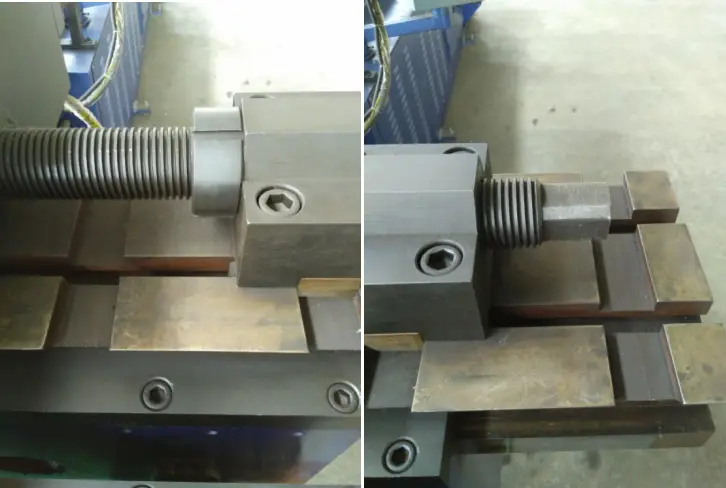
6.3.3 Coloque um segmento de molde de teste com aproximadamente 300 mm de comprimento na ranhura do tubo do molde da roda e aperte o parafuso de ajuste do controle deslizante da braçadeira do molde com uma chave para prender o tubo. Não deve haver nenhum afrouxamento. Remova o tubo do molde de teste, use a chave para apertar ainda mais o parafuso de ajuste do controle deslizante da braçadeira do molde em 1/3 de volta e aperte a porca de fixação do controle deslizante da braçadeira do molde.
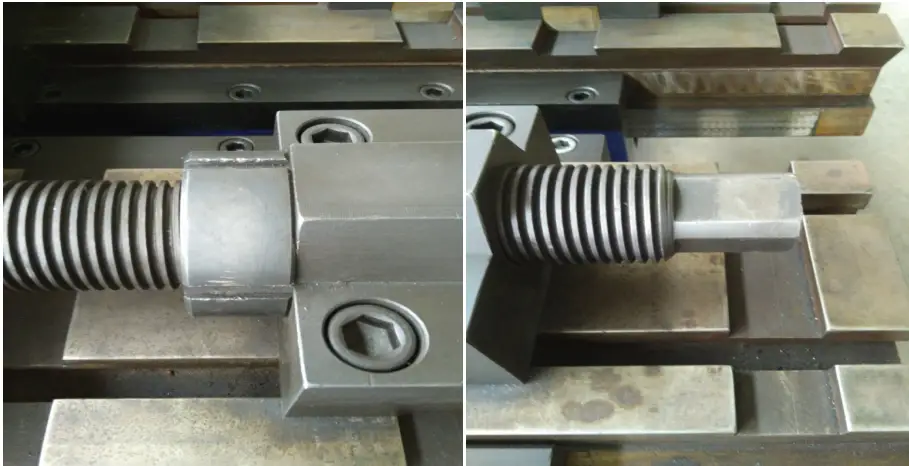
6.4 Instalação e ajuste da haste central
6.4.1 Conecte o furo roscado da haste central com o parafuso da barra de tração da haste central. Após o aperto, ajuste a sede traseira da barra de tração da haste central de modo que a posição tangente da superfície do arco na haste central na direção horizontal não cruze a linha central do molde de dobra.

7. Cálculo e Corte de Tubos Curvados
7.1 Cálculo para tubos dobrados em 90°
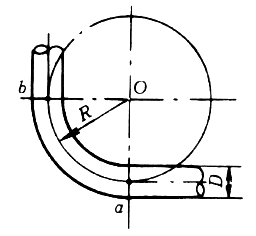
Para tubos dobrados estirados a frio, considere R=(4~6)D. Conforme mostrado na Figura 1-3, depois que o tubo é dobrado, os comprimentos do arco externo e do arco interno do segmento dobrado não são o comprimento real do tubo reto original, mas apenas o comprimento da linha central do tubo dobrado. permanece inalterado antes e depois da flexão.
Seu comprimento desdobrado é igual ao comprimento da seção reta original do tubo. Agora suponha que os pontos inicial e final da seção dobrada sejam a e b, respectivamente. Quando o ângulo de curvatura é 90°, o comprimento da seção dobrada do tubo é exatamente 1/4 da circunferência do círculo desenhado com r como raio. O comprimento do seu arco é representado pelo raio de curvatura, que é:
Comprimento do arco ab=2πR/4=1,57R
A partir da fórmula (1-3), pode-se saber que o comprimento desdobrado da curvatura de 90° é 1,57 vezes o raio de curvatura.
7.2 Cálculo de Tubo de Dobra Arbitrária
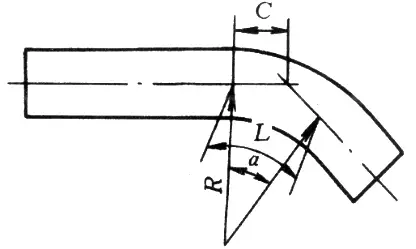
Um tubo de curvatura arbitrária refere-se a um tubo com ângulo e raio de curvatura arbitrários. O comprimento desdobrado da parte dobrada deste tubo pode ser calculado usando a seguinte fórmula:
L=παR/180=0,01745αR
Na fórmula, L é o comprimento desdobrado da parte dobrada (mm); α— é o ângulo de flexão (°); π— é Pi; R é o raio de curvatura (mm).
Além disso, o cálculo do comprimento desdobrado de qualquer segmento de tubo flexível também pode ser realizado de acordo com a Figura 1-6 e Tabela 1-1.
O exemplo a seguir ilustra como usar a Tabela 1-1.
Tabela 1-1 Cálculo de flexão arbitrária de tubos
| Ângulo de flexão | Meio comprimento de flexão C | Comprimento de flexão L |
| 1 | 0.0087 | 0.0175 |
| 2 | 0.0175 | 0.0349 |
| 3 | 0.0261 | 0.0524 |
| 4 | 0.0349 | 0.0698 |
| 5 | 0.0436 | 0.0873 |
| 6 | 0.0524 | 0.1047 |
| 7 | 0.0611 | 0.1222 |
| 8 | 0.0699 | 0.1396 |
| 9 | O.0787 | 0.1571 |
| 10 | O.0875 | 0.1745 |
| 11 | 0.0962 | 0.1920 |
| 12 | 0.1051 | 0.2094 |
| 13 | 0.1139 | 0.2269 |
| 14 | 0.1228 | 0.2443 |
| 15 | 0.1316 | 0.2618 |
| 16 | 0.1405 | 0.2793 |
| 17 | 0.1494 | O.2967 |
| 18 | 0.1584 | 0.3142 |
| 19 | 0.1673 | 0.3316 |
| 20 | 0.1763 | 0.3491 |
| 21 | 0.1853 | O.3665 |
| 22 | 0.1944 | 0.3840 |
| 23 | 0.2034 | 0.4014 |
| 24 | 0.2126 | 0.4189 |
| 25 | 0.2216 | 0.4363 |
| 26 | 0.2309 | 0.4538 |
| 27 | 0.2400 | 0.4712 |
| 28 | 0.2493 | 0.4887 |
| 29 | 0.2587 | 0.5061 |
| 30 | 0.2679 | 0.5236 |
| 31 | O.2773 | 0.5411 |
| 32 | 0.2867 | O.5585 |
| 33 | O.2962 | 0.5760 |
| 34 | O.3057 | 0.5934 |
| 35 | 0.3153 | 0.6109 |
| 36 | 0.3249 | O.6283 |
| 37 | O.3345 | 0.6458 |
| 38 | O.3443 | O.6632 |
| 39 | 0.3541 | O.6807 |
| 40 | 0.3640 | 0.6981 |
| 41 | 0.3738 | 0.7156 |
| 42 | 0.3839 | O.7330 |
| 43 | 0.3939 | 0.7505 |
| 44 | 0.4040 | 0.7679 |
| 45 | 0.4141 | O.7854 |
| 46 | O.4245 | 0.8029 |
| 47 | 0.4348 | O.8203 |
| 48 | 0.4452 | O.8378 |
| 49 | 0.4557 | 0.8552 |
| 50 | 0.4663 | O.8727 |
| 51 | 0.4769 | O.8901 |
| 52 | 0.4877 | 0.9076 |
| 53 | 0.4985 | O.9250 |
| 54 | O.5095 | 0.9425 |
| 55 | O.5205 | 0.9599 |
| 56 | 0.5317 | 0.9774 |
| 57 | O.5429 | 0.9948 |
| 58 | 0.5543 | 1.0123 |
| 59 | O.5657 | 1.0297 |
| 60 | 0.5774 | 1~0472 |
| 61 | 0.5890 | 1.0647 |
| 62 | 0.6009 | 1.0821 |
| 63 | 0.6128 | 1.0996 |
| 64 | O.6249 | 1.1170 |
| 65 | 0.6370 | 1.1345 |
| 66 | 0.6494 | 1.1519 |
| 67 | 0.6618 | 1.1694 |
| 68 | 0.6745 | 1.1868 |
| 69 | O.6872 | 1.2043 |
| 70 | 0.7002 | 1.2217 |
| 71 | 0.7132 | 1.2392 |
| 72 | O.7265 | 1.2566 |
| 73 | O.7399 | 1.2741 |
| 74 | 0.7536 | 1.2915 |
| 75 | 0.7673 | 1.3090 |
| 76 | 0.7813 | 1.3265 |
| 77 | 0.7954 | 1.3439 |
| 78 | O.8098 | 1.3614 |
| 79 | O.8243 | 1.3788 |
| 80 | 0.8391 | 1.3963 |
| 81 | 0.8540 | 1.4173 |
| 82 | O.8693 | 1.4312 |
| 83 | O.8847 | 1.4486 |
| 84 | 0.9004 | 1.4661 |
| 85 | 0.9163 | 1.4835 |
| 86 | 0.9325 | 1.5010 |
| 87 | 0.9484 | 1.5184 |
| 88 | O.9657 | 1.5359 |
| 89 | 0.9827 | 1.5533 |
| 90 | 1.000 | 1.5708 |
Observação:
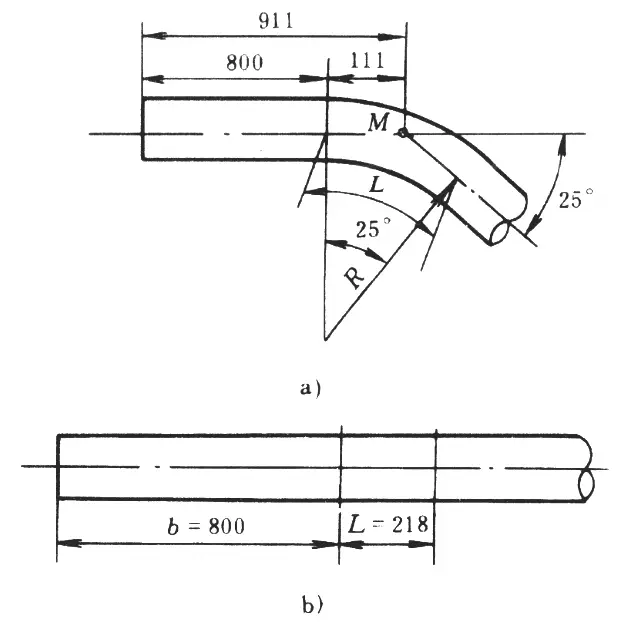
Ao usar os valores de C e L da tabela, eles devem ser multiplicados pelo raio de curvatura R. Por exemplo, dado que o ângulo de curvatura do cotovelo na Figura 1-7 é 25°, o raio de curvatura R=500mm, e a distância da seção do tubo instalada até o ponto de viragem M é 911mm, se você pegar um tubo reto para fazer o cotovelo, como deve marcar a linha?
Solução:
O comprimento da seção reta do tubo na extremidade do tubo a ser processado, b = 911-CR
Da Tabela 1-1, quando o ângulo é 25°, C=0,2216, L=0,4363; portanto, CR é: 0,2216R=0,2216×500=111mm. Assim, b=911-111=800 mm
O comprimento real desdobrado da peça dobrada L=0,4363R=0,4363×500=218 mm
Com base nos comprimentos calculados da seção reta do tubo b e no comprimento desdobrado L da peça dobrada, você pode então marcar a linha. Conforme mostrado na Figura 1-7b.
A partir dos exemplos acima, desde que o ângulo e o raio de curvatura sejam definidos, a Tabela 1-1 pode ser usada para cálculos convenientes de curvatura de tubos de qualquer ângulo e raio.
8. Preparativos antes de ligar a máquina
8.1 A dobradeira de tubos deve ser operada por pessoal especialmente treinado. A operação não autorizada por terceiros é proibida.
8.2 Os operadores devem usar equipamentos de proteção antes da operação e inspecionar cuidadosamente a máquina e o ambiente de trabalho. Verifique o entorno do local de trabalho e retire todos os objetos que possam atrapalhar o trabalho e o trânsito.
8.3 Antes da operação, verifique primeiro se há falta de óleo em cada ponto de lubrificação, se o mecanismo móvel está solto e se o dispositivo de proteção de segurança é confiável. Após a confirmação, a operação poderá ser realizada; objetos duros e acessórios para tubos não devem ser usados para tocar na tela de controle principal.
8.4 Depois que a máquina for iniciada, ela deve funcionar vazia 1-2 vezes antes da operação normal. Se a máquina estiver inativa por vários dias, ela deverá ser ligada por dez minutos antes da operação normal.
8.5 Vários materiais moldados devem usar moldes correspondentes e não devem ser misturados ou mal utilizados. Apenas um material moldado pode ser dobrado por vez; não é permitido dobrar dois ou mais materiais sobrepostos para evitar danos aos equipamentos e moldes.
9. Depuração de novas peças e produção em massa
9.1 Para a primeira produção de peças, prepare modelos como referências. Depois que os moldes forem instalados e depurados conforme necessário, e os materiais forem cortados de acordo com o comprimento de corte teórico, marque os pontos de dobra, execute operações de dobra no material e compare as peças dobradas com o modelo.
Se houver um erro, ajuste o comprimento de corte e os pontos de dobra até que não haja erro entre a peça dobrada e o modelo, então você pode salvar o tamanho de corte e o programa do modelo. Na próxima vez que você fizer esse tipo de peça de trabalho, poderá acessar diretamente os dados salvos para dobra de tubos.
9.2 Para peças produzidas em massa, prepare modelos como referências. Acesse o tamanho de corte salvo e o programa de modelo, faça uma peça primeiro e depois compare a primeira peça com o modelo para determinar se há algum erro.
Se houver um erro, ajuste o tamanho de corte e o programa do modelo até que não haja nenhum erro entre a peça dobrada e o modelo, então você poderá salvar os dados para produção em massa.
10. Defeitos comuns de flexão de tubos e medidas preventivas
10.1 Achatamento severo no lado externo do arco

Durante o processo de curvatura da tubulação com núcleo, selecione o mandril apropriado (se necessário, pode ser usado um mandril flexível montado a partir de múltiplas seções), instale-o corretamente e certifique-se de que o eixo da ranhura do tubo de todos os componentes esteja na mesma horizontal avião ao instalar o molde.
10.2 Desbaste na parte externa do arco
Para evitar o desbaste excessivo, um método eficaz comum é usar uma dobradeira de tubos com um dispositivo de reforço lateral ou um dispositivo de impulso traseiro.
Ao aumentar ou empurrar, parte da resistência durante a flexão do tubo é compensada, melhorando a distribuição de tensões na seção transversal do tubo, movendo a camada neutra para fora, atingindo assim o objetivo de reduzir o adelgaçamento da parede externa do tubo.
10.3 Fissuras na parte externa do arco
Primeiro, certifique-se de que o material do tubo tenha um bom estado de tratamento térmico, depois verifique se a pressão do molde de fixação está muito alta e ajuste-o para uma pressão apropriada.
Finalmente, certifique-se de que haja uma boa lubrificação entre o mandril e a parede do tubo para reduzir a resistência à flexão e o atrito entre a parede interna do tubo e o mandril.
10.4 Enrugamento no interior do arco

Medidas apropriadas devem ser tomadas de acordo com a localização das rugas. Se o ponto de corte frontal estiver enrugado, a posição do mandril deverá ser ajustada para frente para obter um suporte razoável para o tubo durante a dobra.
Se o ponto de corte traseiro estiver enrugado, um bloco de prevenção de rugas deverá ser instalado para garantir o posicionamento correto e ajustar a pressão da matriz para um nível apropriado.
Se todo o lado interno do arco estiver enrugado, indica que o diâmetro do mandril utilizado é muito pequeno, causando uma folga muito grande entre o mandril e a parede do tubo, ou a pressão da matriz é muito baixa, o que não pode fazer o tubo ajusta-se bem à matriz de dobra e ao bloco de prevenção de rugas durante a dobra.
Portanto, o mandril deve ser substituído e a matriz de fixação ajustada para fornecer pressão adequada na matriz.






