
A tecnologia de soldagem a laser é caracterizada pela alta eficiência e flexibilidade do processo. No processo de fabricação automotiva, ele pode ser usado para soldar carrocerias e vários componentes automotivos, reduzindo o peso total da carroceria, melhorando a precisão da montagem da carroceria e atendendo às demandas por leveza e desempenho de segurança aprimorado na fabricação de automóveis.
Também ajuda a reduzir os custos de montagem e estampagem na fabricação de automóveis, melhorando assim a integração da carroceria.
Portanto, como aplicar de forma ativa e eficaz a tecnologia de soldagem a laser tornou-se uma consideração para os fabricantes automotivos atuais. Este artigo discutirá detalhadamente a aplicação da tecnologia de soldagem a laser.

1. Uma Visão Geral da Tecnologia de Soldagem a Laser
1.1 Princípio da Tecnologia de Soldagem a Laser
A soldagem a laser, fundamentalmente uma tecnologia de soldagem por fusão, utiliza um feixe de laser como fonte primária de energia. Através de uma certa força de impacto, completa a soldagem das peças.
A geração do feixe de laser é realizada através de um oscilador óptico. Quando um feixe de laser de alta potência atua na superfície do metal, ele pode vaporizar rapidamente o metal. À medida que o líquido do metal fundido envolve o furo vaporizado, uma costura de solda é formada sob a reação da tensão e do método de aquecimento e resfriamento, completando finalmente a soldagem do metal.
É importante notar que o feixe de laser possui diferentes densidades em diferentes potências, o que afeta a profundidade da costura de solda. À medida que a densidade do feixe de laser aumenta, a profundidade de fusão aumenta, resultando em uma costura de solda mais profunda. Por outro lado, reduzirá a profundidade do derretimento, tornando-o mais raso.
1.2 Vantagens e Desvantagens da Tecnologia de Soldagem a Laser
As vantagens da tecnologia de soldagem a laser desempenham um papel significativo na fabricação automotiva atual, refletida principalmente nos seguintes aspectos: a soldagem real está sujeita a uma pequena faixa afetada pelo calor e menor deformação. A qualidade e a precisão da soldagem são relativamente altas, garantindo a estética e ao mesmo tempo garantindo a qualidade.
A operação específica de soldagem é flexível, eficiente e pode atender às necessidades da empresa. O ruído de construção é baixo e tem um impressionante efeito de poupança de energia. É adequado para soldar materiais frágeis, de alta resistência e com alto ponto de fusão. Consulte a Tabela 1 para obter detalhes.
Tabela 1: Comparação de pontuação de diferentes tecnologias de soldagem
| Projeto de comparação | Soldagem a laser | Soldagem por feixe de elétrons | soldagem a arco com gás inerte de tungstênio | Soldagem por resistência |
| Eficiência de soldagem | 6 | 7 | 4 | 8 |
| Grande proporção de profundidade | 9 | 8 | 3 | 4 |
| Morfologia da seção transversal da solda | 8 | 8 | 5 | 5 |
| Soldagem sob pressão atmosférica | 9 | 3 | 7 | 9 |
| Soldagem de materiais de alta refletividade | 4 | 8 | 7 | 8 |
| custo | 4 | 3 | 8 | 8 |
| Custos operacionais | 6 | 6 | 7 | 9 |
| confiabilidade | 8 | 4 | 8 | 9 |
| Alta velocidade de soldagem | 9 | 9 | 8 | 2 |
- Nota: 1-10 é a pontuação da avaliação, sendo 1 a mais baixa e 10 a mais alta.
No entanto, a tecnologia de soldagem a laser também apresenta algumas deficiências, especificamente: altos requisitos para posições de soldagem, com foco no escopo dos requisitos de soldagem. Não é adequado para materiais com espessura significativa.
O efeito de soldagem é impactado ao soldar materiais com alta condutividade térmica. A baixa eficiência de conversão de energia e o rápido tempo de solidificação da costura de solda, até certo ponto, restringem o efeito da soldagem.
2. Aplicações práticas da tecnologia de soldagem a laser
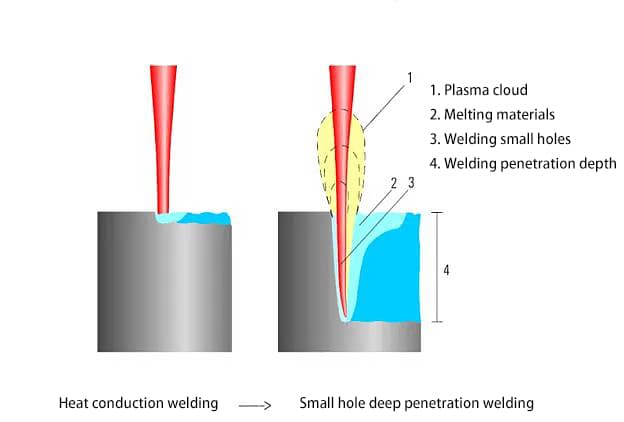
2.1 Soldagem por condução a laser
No domínio da tecnologia de soldagem a laser, a soldagem por condução a laser refere-se ao processo em que duas ou mais peças são fundidas em um todo unificado após fusão e resfriamento, alcançando uma soldagem eficaz. Este método não requer adição de fluxo, oferecendo uma vantagem de economia de custos.
Durante a operação, sob efeito do feixe de laser, a temperatura superficial das peças a serem soldadas atinge rapidamente o ponto de ebulição, vaporizando o metal e criando uma cavidade, conforme ilustrado na Figura 1.
A cavidade deixa de se aprofundar quando a pressão de recuo do vapor metálico se equilibra com a tensão superficial e a gravidade do metal líquido. A soldagem é concluída quando a cavidade de profundidade estável fecha, marcando a conclusão da soldagem a laser de penetração profunda.
Atualmente, na fabricação de automóveis, a soldagem por condução a laser é amplamente aplicada na montagem de carrocerias, agrupamento e soldagem de componentes. Por exemplo, modelos Volkswagen como Passat, Tiguan e Jettas empregam esse método de soldagem na soldagem dos painéis laterais. Da mesma forma, certos modelos Peugeot e Citroën utilizam soldagem por condução a laser em suas portas.
Além disso, com base nos tipos de cordões de solda, existem várias classificações, incluindo cordões retos simples, cordões múltiplos e cordões não lineares. Devido à simplicidade de produzir um único cordão de solda, tem sido amplamente adotado.
A Volkswagen na Alemanha foi pioneira na aplicação de soldagem por pontos a laser para o chassi do modelo Audi em 1985, e a Toyota no Japão seguiu em 1986 com soldagem a laser alimentada por fio para a estrutura lateral da carroceria do veículo.
A aplicação em massa da tecnologia de soldagem por ponto a laser na América do Norte começou em 1993, quando os Estados Unidos pretendiam aumentar a competitividade dos carros americanos em relação aos japoneses com o Projeto 2mm.
Até o momento, quase todos os fabricantes de automóveis renomados em todo o mundo adotaram extensivamente a tecnologia de soldagem por pontos a laser, cobrindo componentes estruturais como molduras laterais, painéis internos de portas, molduras de pára-brisas, carcaças de rodas, painéis de piso e pilares centrais.
Os Estados Unidos foram um dos primeiros a introduzir lasers de alta potência na indústria automotiva, com dezenas de estações de processamento de laser na área de Detroit, com foco no corte de peças metálicas automotivas e equipamentos de soldagem. Esse avanço reduziu o tempo necessário para redesenhar carros de cinco para dois anos.
A General Motors nos EUA implementou mais de vinte linhas de produção de processamento a laser, e a Ford Motor Company empregou lasers Nd:YAG combinados com robôs industriais para soldar carrocerias de automóveis, reduzindo significativamente os custos de fabricação.
Em 2000, 50% das linhas de produção de soldagem a ponto por resistência das três principais montadoras dos EUA foram substituídas por linhas de soldagem a laser.
No Japão, a aplicação bem-sucedida da soldagem a laser em linhas de produção atraiu atenção mundial, como o método inovador de soldagem a laser de chapas finas de aço antes de moldá-las em peças de carroceria automotiva, agora emulado pela maioria dos fabricantes de automóveis em todo o mundo.
Muitas empresas automobilísticas renomadas estabeleceram linhas de produção especializadas em soldagem a laser: a linha de soldagem de montagem de pisos de automóveis da Thyssen, a linha de processamento a laser de engrenagens da Volkswagen e a Mercedes-Benz, que instalou equipamentos de processamento a laser em 8 das 18 fábricas.
2.2 Soldagem com preenchimento de fio a laser
Na tecnologia de soldagem a laser, o princípio da soldagem com preenchimento de fio a laser envolve a adição de um material de soldagem específico à costura de solda. O feixe de laser derrete o material de soldagem adicionado, formando uma junta soldada.
Em comparação com os métodos tradicionais de soldagem sem fio, a soldagem com fio a laser oferece vantagens significativas. Ele não apenas expande a gama de aplicações da soldagem a laser, mas também permite a soldagem de chapas espessas com menor potência, alcançando alta qualidade de soldagem.
É importante observar que na soldagem com preenchimento de fio a laser, tanto o fio de soldagem quanto o material de base devem ser derretidos. Isso cria pequenos furos no material base, permitindo que o arame e o material base se fundam totalmente e formem uma nova poça fundida mista.
Esta poça fundida mista difere significativamente do fio de soldagem e do material de base, melhorando potencialmente certas deficiências de desempenho do material de base. Usar um fio de soldagem com composição adequada como material de enchimento garante que a costura de solda tenha alta resistência ao desgaste e à corrosão.
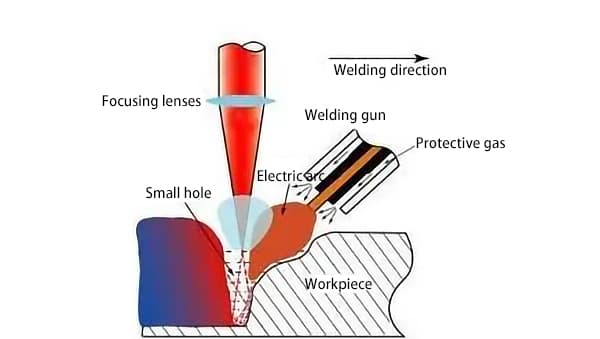
2.3 Soldagem Híbrida Laser-Arco
Na soldagem a laser, o princípio da soldagem híbrida arco-laser combina uma fonte de calor a laser com um arco elétrico para atuarem juntos em uma única poça fundida, conseguindo assim a soldagem. Conforme mostrado na Figura 2, este método de soldagem apresenta deformação mínima, alta velocidade e grande adaptabilidade.
Na produção da série de carros Audi AG na Alemanha, a soldagem híbrida de arco a laser é aplicada à soldagem das carrocerias de automóveis mais críticas, totalmente em alumínio. Esta carroceria pertence à luxuosa série Audi A8 de segunda geração, projetada com foco na segurança contra impactos e resistência à deformação torcional. Os cordões de solda produzidos pela soldagem híbrida arco-laser atendem a todos os requisitos, exibindo tenacidade, alta resistência e fusão profunda.
Para atender às altas expectativas dos clientes em relação a este carro, cada detalhe é meticulosamente elaborado para garantir a qualidade de fabricação. Os cordões de solda estreitos da soldagem híbrida a laser atendem aos altos padrões de aparência exigidos para peças de trabalho, eliminando a necessidade de tiras de plástico para preencher os cantos na parte superior da estrutura da carroceria do carro.
Na fabricação de veículos leves, todos os requisitos acima mencionados, juntamente com algumas condições especiais, devem ser atendidos, e o processo de produção de uma carroceria toda em alumínio possui requisitos ainda mais rígidos.
2.4 Soldagem Remota a Laser
Na tecnologia de soldagem a laser, a soldagem remota a laser permite o processamento a longa distância com o auxílio de cabeçotes galvanômetros de varredura de alta velocidade, realizando soldagem com feixes de laser de diferentes potências nas peças.
Devido às suas vantagens tecnológicas únicas, é amplamente utilizado nos tetos solares panorâmicos da Mercedes-Benz e na soldagem lateral dos carros Volkswagen e Audi. Atualmente, ao aplicar a soldagem remota a laser na fabricação de automóveis, oferece as seguintes vantagens:
(1) Alta precisão de posicionamento, permitindo soldagem rápida para atender às necessidades de fabricação das empresas automotivas.
(2) A capacidade de combinar diferentes resistências estruturais para soldagem, atendendo às necessidades de vários formatos de costura de solda.
A soldagem remota a laser exige materiais e equipamentos de alta qualidade. Com componentes mais espessos, não é possível reduzir a profundidade da costura de solda, resultando em menor resistência ao cisalhamento na solda.
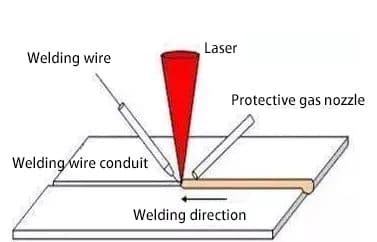
2.5 Brasagem a Laser
Na tecnologia de soldagem a laser, a brasagem a laser oferece vantagens como formas esteticamente agradáveis e vedação forte, juntamente com alta resistência da solda. O princípio fundamental envolve focar um feixe de laser na superfície do fio de enchimento, derretê-lo e, em seguida, preenchê-lo na área de solda para completar o processo de brasagem.
Embora semelhante à soldagem por fusão, o material base não derrete neste método. Portanto, o material de brasagem deve ter um ponto de fusão inferior ao do material de base, permitindo uma soldagem eficaz através do material de brasagem líquido, conforme ilustrado na Figura 3.
Atualmente, a brasagem a laser é empregada para soldar tampas de porta-malas de veículos Volkswagen, Haima, Chery e Audi. Também é frequentemente usado nas conexões do teto e da estrutura lateral de marcas como Cadillac, Porsche, Ford e Volkswagen.
Ao utilizar esta técnica, é crucial considerar o impacto de vários fatores no processo de soldagem, especialmente parâmetros do processo como velocidade de soldagem, potência do laser e diâmetro do feixe. Esses parâmetros devem ser ajustados e projetados de acordo com os requisitos específicos de soldagem para garantir a eficácia da brasagem a laser.
O equipamento de brasagem a laser normalmente integra a lente de processamento de brasagem em um braço robótico. O feixe de laser é focado na junção das chapas, derretendo o fio de enchimento (por exemplo, fio de cobre-silício) para conectar as peças. O sucesso deste método reside em alcançar uma resistência da junta próxima da resistência da soldadura, e as suas soldaduras são conhecidas pela sua beleza.
As soldas produzidas por brasagem a laser são reconhecidas por suas altas propriedades de vedação e aparência lisa e limpa, tornando o retrabalho quase desnecessário. Por exemplo, as carrocerias dos veículos podem ser pintadas diretamente após a limpeza.
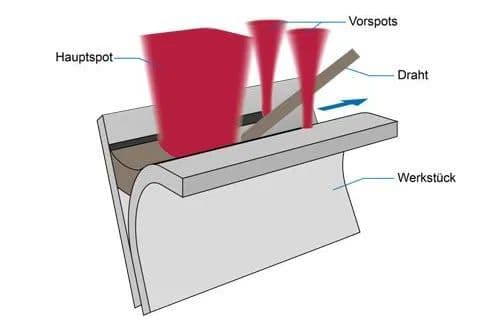
Os lasers de diodo Laserline são altamente considerados mundialmente por sua praticidade no campo de brasagem a laser. Mais de 800 lasers de diodo LDF foram implantados com sucesso para uso de longo prazo em aplicações de montagem de carrocerias automotivas em todo o mundo. A brasagem a laser de alta qualidade não requer apenas alta resistência de solda e impacto térmico mínimo, mas também exige apelo estético das conexões de solda.
Uma vantagem significativa de processamento dos lasers semicondutores é a estabilidade da poça de fusão que eles produzem. Além disso, o módulo de três feixes desenvolvido pela Laserline demonstrou maiores vantagens em aplicações de brasagem, garantindo conexões de solda de alta qualidade sem reduzir a velocidade de soldagem, mesmo na soldagem de materiais desafiadores, como chapas de aço galvanizadas por imersão a quente.
Na produção de carrocerias automotivas, a brasagem a laser já se tornou um método de processamento convencional.
No entanto, o uso crescente de materiais de chapa de aço galvanizado introduziu alguns desafios, como aumento de respingos de partículas durante a brasagem e ondulação na conexão de solda, necessitando de uma redução na velocidade de processamento para evitar esses problemas.
A Laserline desenvolveu uma solução inovadora: utilizando um módulo multifeixe, com vigas laterais posicionadas na frente da viga principal, para remover primeiro a camada galvanizada ao redor do cordão de solda, garantindo assim um processo de brasagem suave sem a necessidade de reduzir a velocidade de brasagem. Esta técnica foi bem recebida na indústria.
A brasagem tradicional a laser de diodo em chapa de aço galvanizado emprega tecnologia de feixe único, com a fonte de laser integrada ao robô de brasagem. Graças à estabilidade da poça de fusão produzida pelos lasers de diodo, é possível o revestimento do laser com prata ou latão como material de base.
As soldas são esteticamente agradáveis e de alta qualidade. A Volkswagen Touran conduziu uma vez uma comparação experimental entre um laser YAG de 4 kW e um laser de diodo de 6 kW para brasagem em Wolfsburg, Alemanha. A estabilidade operacional do laser de diodo LDF foi confirmada na produção em massa.
Conclusão
Para a indústria automotiva, diferentes tecnologias de soldagem a laser oferecem valores variados de utilização.
A escolha do método de soldagem apropriado para diferentes partes de um veículo pode melhorar a qualidade geral da fabricação automotiva e atender às necessidades das empresas automotivas em termos de custos e eficiência de soldagem.
Ao analisar os princípios, vantagens e desvantagens das tecnologias de soldagem a laser, este artigo explora os efeitos da aplicação da soldagem por autofusão a laser, soldagem com enchimento de fio a laser, soldagem composta por arco a laser, soldagem remota a laser e brasagem a laser na fabricação automotiva.
Fornece experiência em soldagem para a indústria automotiva, visa melhorar o nível de soldagem das empresas automotivas e promove o desenvolvimento saudável e sustentável da indústria automotiva.







