A disposição das peças cegas em chapa metálica, material de tira ou tira é chamada de layout. A eficiência do layout afeta diretamente a utilização do material, a qualidade da peça, o custo, a estrutura da matriz e a vida útil. A seleção criteriosa de materiais é significativa na economia de materiais na produção de estamparia.
Um layout eficaz é uma medida robusta para a conservação de materiais, especialmente na produção em massa, onde os custos de materiais representam uma grande proporção. A plena utilização de materiais é um indicador econômico crucial na produção de peças de chapa metálica.
Consideração abrangente deve ser dada durante o processo de layout, e todos os fatores que impactam o layout devem ser analisados para estabelecer o melhor plano de layout.
Existem três métodos de classificação para o layout de peças cegas. Divide-se o layout sob a perspectiva dos resíduos em: layout com desperdício, layout com menos desperdício e layout sem desperdício.
1. Layout com Resíduos
O layout com desperdício (ver Fig. 3-10) está em todo o perímetro da peça. Como há sobreposições no material, a qualidade das peças cegas é garantida e a vida útil da matriz é longa. No entanto, a utilização de material é baixa.
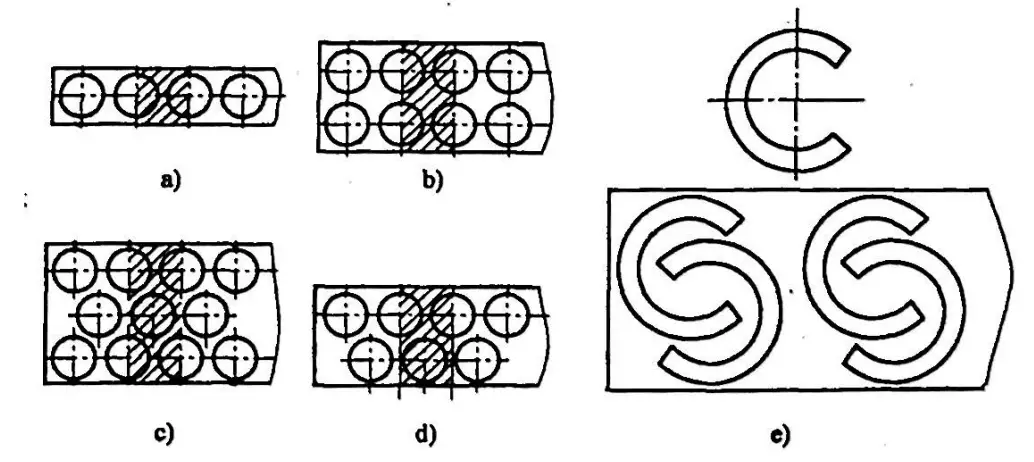
- a) Layout de peça redonda única
- b) Layout de peça redonda dupla paralela
- c) Layout de peça redonda tripla cruzada
- d) Layout de peça redonda dupla cruzada
- e) Layout cruzado
2. Layout com Menos Desperdício
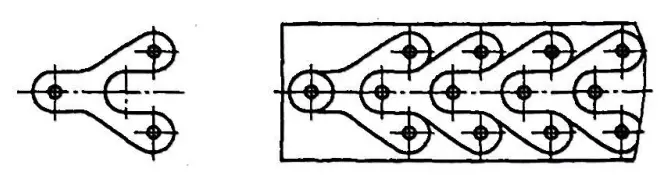
O layout com menos desperdício (ver Figura 3-11) é feito ao longo de parte do formato externo da peça, deixando sobreposição ou excesso de material apenas em áreas específicas.
3. Layout sem desperdício
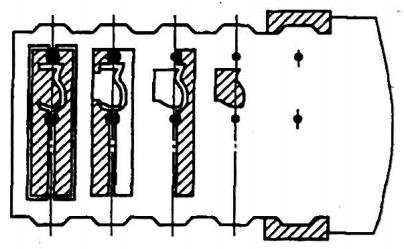
Layout sem desperdício (ver Figura 3-12) refere-se a um layout sem desperdício de processo (sobreposição e excesso de material), apenas desperdício estrutural determinado pela forma estrutural da peça (como desperdício em furos).

Pela análise acima, percebe-se que, desde que não afete os requisitos de utilização das peças, a adoção de um layout com menos ou nenhum desperdício pode aumentar a utilização de materiais para 75% -95%. Isto é benéfico não apenas para estampar múltiplas peças de uma só vez, mas também simplifica a estrutura da matriz e reduz a força de corte.
Porém, devido à influência da tolerância dimensional da própria tira e aos erros causados pela orientação e posicionamento da tira, a qualidade e a precisão das peças cegas são inferiores.
Enquanto isso, à medida que a matriz sofre força unilateral, isso agrava o desgaste da matriz, reduz sua vida útil e afeta diretamente a qualidade da seção transversal da peça cega. Portanto, o layout deve ser coordenado e totalmente considerado.
O segundo método categoriza os métodos de layout de peças cegas de acordo com o formato da peça de trabalho e o método de layout em: layout reto, layout diagonal, layout oposto reto, layout diagonal oposto, layout misto, layout de várias linhas, etc., conforme mostrado na Tabela 3-5.
Tabela 3-5 Métodos de Layout
| Tipos de layout padrão | Layout Dimensional do Material | Layout de material mínimo ou não dimensional | |
| Arranjo vertical |
|
|
|
| Arranjo Diagonal |
|
|
|
| Acordo de Oposição Direta |
|
|
|
| Arranjo de oposição diagonal |
|
|
|
|
|
|
||
|
|
|
||
| Método de layout de painel | Método de Corte Integral |
|
|
| Técnica de corte encenada |
 |
||
O terceiro método é o método de layout misto, também conhecido como aninhamento. Esta abordagem é adequada para puncionadeiras CNC (puncionadeiras de torre) e corte a laser. Ao organizar o layout com base na análise dos tipos de peças puncionadas em nossa empresa, devemos adotar o método de layout misto sempre que possível para peças adequadas.
Concluindo, depois de garantir que os principais requisitos técnicos das peças não sejam afetados e com o consentimento dos projetistas do produto, modificar a forma estrutural das peças para acomodar layouts de desperdício mínimo ou zero não só economiza uma quantidade substancial de matéria-prima, mas também também aumenta a eficiência da produção do produto.







