
Durante o processo de trabalho, as posições do ponto morto superior, ponto de mudança de velocidade e ponto morto inferior da prensa dobradeira CNC devem ser ajustadas de acordo com os requisitos do processo para dobrar a peça de trabalho. A pressão de trabalho do sistema hidráulico também deve ser ajustada de acordo com a força de flexão real.
Ajuste de curso
Ajuste de ponto morto superior
A posição do ponto morto superior pode ser ajustada programando o item “abertura” do controlador para alterar as posições superior e inferior. Consulte o “Manual de operação do sistema CNC” para obter detalhes.
Ajuste de ponto de velocidade variável
O ponto de velocidade variável é a posição do aríete quando ele muda da velocidade sem carga para a velocidade de trabalho. A posição do ponto de mudança pode ser ajustada programando o item “ponto de mudança” do controlador.
Ajuste de ponto morto inferior
Após o aríete completar o curso de trabalho, a posição do ponto morto inferior pode ser ajustada programando o item “Valor do eixo Y” do controlador.
Ajuste da pressão de trabalho do sistema hidráulico
A pressão necessária para flexão pode ser calculada usando o método de consulta de tabela ou método de fórmula, e o método de consulta de tabela é o preferido.
Cálculo da pressão pelo método da fórmula
A pressão de flexão necessária pode ser calculada a partir da seguinte fórmula de flexão:
Onde:
- F – carga (KN)
- S – espessura da placa (mm)
- L – comprimento de flexão (m)
- V – distância de abertura (m)
- σ b – resistência à tração (N/mm²)
A nova unidade de força padrão internacional é Newton.
- 1kgf ≈ 10N
- 1tf ≈ 10000N=10kN
- 1MPa ≈ 10bar
Por exemplo:
Material da placa: 16Mn, σ b = 530N/mm², espessura da placa: S = 15mm, comprimento da placa: L = 10000mm = 10m
Distância de abertura da matriz inferior: V = 8 × S = 8 × 15 = 120 mm
Força de flexão calculada F1 = 1,42×10000×530×15²/(1000×120) ≈ 14000 (KN)
Considerando a influência de diversos fatores, será adicionada uma reserva de 10% para calcular a força de flexão.
Portanto, F2=1,1 × F1 = 1,1 × 14000=15400(kN)
Cálculo da pressão pelo método de consulta de tabela
A tabela de pressão de flexão é mostrada na figura abaixo.
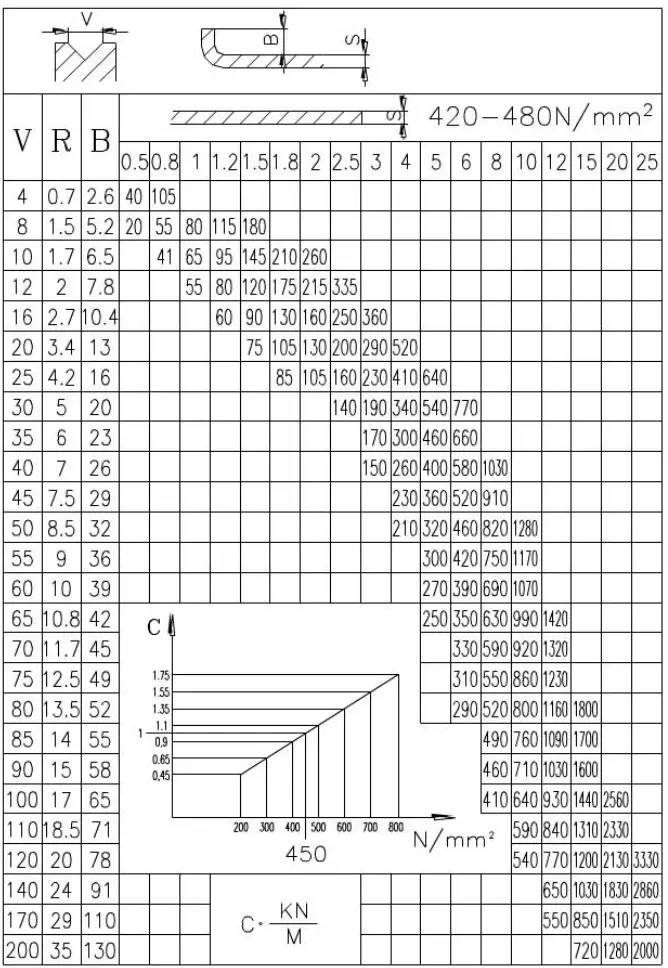
O valor da força de flexão na tabela é dado quando σ b = 450N/mm², e sua unidade é KN/m.
Na mesa,
- S – espessura da placa (mm)
- V – largura de abertura da matriz inferior (mm, 8 × espessura da placa)
Você pode usar a tabela de pressão de flexão para determinar a pressão de flexão necessária.
Por exemplo:
Pode-se observar na tabela que na intersecção da espessura da placa S = 15mm e da distância de abertura V = 120mm, a força de flexão por metro é F3 = 1200kN/m
Como σ b = 530N/mm², verifique tabela C ≈ 1,18. (530/450≈1,18)
Calcular a força de flexão: F1=F3 × L × C=1200 × 10 × 1,18 ≈ 14000 (kN)
A força de flexão necessária será calculada adicionando 10% de reserva.
Portanto, a força de flexão necessária: F2=1,1 × F1=1,1 × 14000=15400 (kN)
Ajuste de pressão de trabalho
Se a força de flexão calculada F2 de um comprimento de flexão for menor que a força de saída da máquina P na tabela acima, a pressão de trabalho do sistema hidráulico deverá ser reduzida para reduzir a temperatura do óleo e melhorar a vida útil dos componentes hidráulicos.
A pressão de trabalho Q do sistema hidráulico pode ser calculada pela seguinte fórmula:
Q=28 × F2/P(MPa)
A pressão de trabalho do sistema hidráulico pode ser ajustada pelo controlador da máquina-ferramenta.
Durante o ajuste, verifique o valor P correspondente na tabela de pressão de flexão de acordo com a força de flexão real e insira-o no computador.
Quantidade convexa da mesa de trabalho
A bancada e o aríete são apoiados em dois pontos ao longo de todo o comprimento.
Sob a ação da força de carga P, ocorrerá deformação, e a quantidade de deformação é representada por f (consulte a figura abaixo).
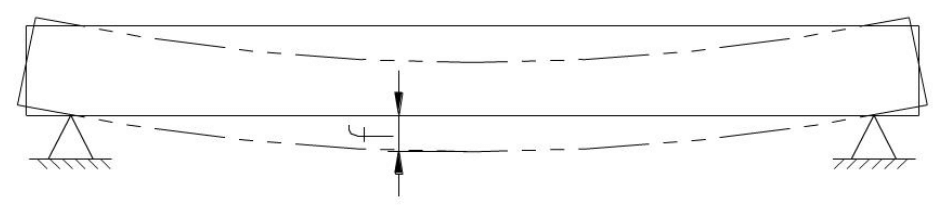
Para resolver este problema, a máquina adota um “convexo” móvel na mesa de trabalho para compensar a deformação da mesa de trabalho e do aríete e melhorar a precisão do ângulo e da retilineidade da peça de trabalho.
A quantidade convexa ajustável da mesa de trabalho varia de 0 a 2,0 mm.
Durante a operação, determine o valor convexo de acordo com a força de carga de flexão real (ou a diferença angular entre as duas extremidades da peça de trabalho e o meio) e, em seguida, insira-o no controlador para operação.
Há um pequeno furo e um conjunto de números na extremidade do motor de ajuste convexo, que servem como posições de referência do furo de medição e do ponto zero convexo, respectivamente. Eles fornecem conveniência para os usuários determinarem o ponto zero convexo.







