
Compreendendo o Eixo
No mundo das dobradeiras, compreender os vários eixos envolvidos na operação da máquina é crucial para eficiência e precisão. Cada eixo tem uma finalidade específica e é nomeado por meio de uma letra ou número, como X, R, V, Y1, Y2, Z1 e Z2.
Para utilizar efetivamente uma prensa dobradeira, os operadores precisam ter uma compreensão clara das funções e funções desses eixos.
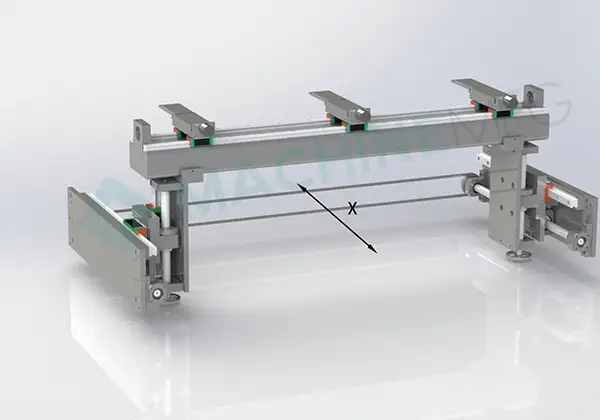
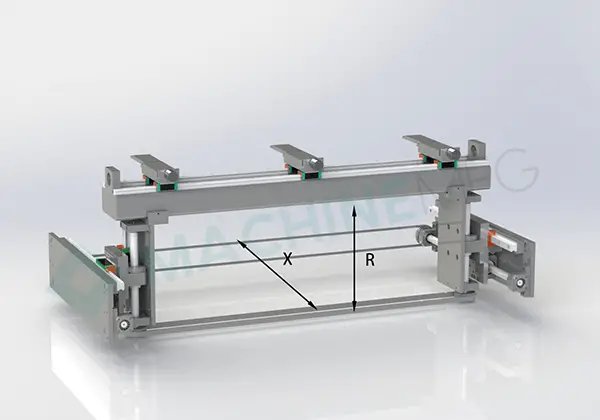
O Eixo X é responsável pela movimentação do medidor traseiro, principalmente pelo seu posicionamento horizontal. Este eixo garante que a peça esteja alinhada corretamente e contribui para a precisão geral do processo de dobra. O ajuste do eixo X permite ao operador controlar o comprimento da dobra e posicionar a peça de trabalho para obter dobras consistentes e precisas.
Enquanto isso, o Eixo R refere-se ao movimento vertical do medidor traseiro. Ao ajustar o eixo R, os operadores podem controlar a altura da dobra, permitindo a variação na espessura da peça ou no ângulo de dobra desejado. Este eixo é essencial para gerenciar a profundidade da dobra e criar resultados consistentes, precisos e repetíveis.
O Eixo V está associado à abertura da matriz, que é crucial para determinar a força de flexão apropriada. Ao ajustar o eixo V e selecionar a largura correta da matriz, a prensa dobradeira pode exercer a força adequada na peça de trabalho, garantindo dobras limpas e precisas e minimizando o risco de danos ou imperfeições.
O Eixos Y1 e Y2 controlar o abaixamento da viga superior da prensa dobradeira durante o processo de dobra. Os eixos Y1 e Y2 trabalham de forma independente um do outro, permitindo uma operação mais refinada e sincronizada que garante precisão e repetibilidade nas dobras. Ao ajustar os eixos Y1 e Y2, os operadores podem alcançar os ângulos de dobra desejados e manter a consistência em múltiplas dobras.
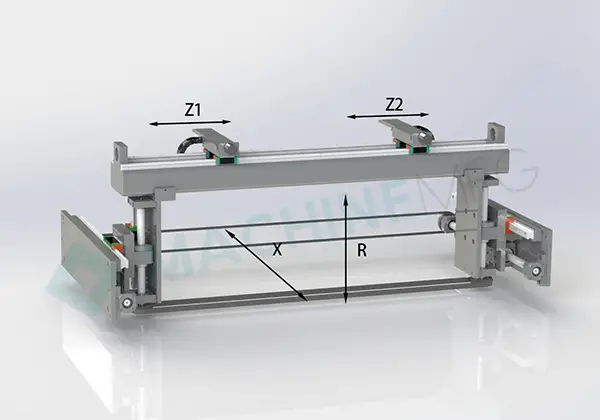
Por último, o Eixos Z1 e Z2 gerencie o movimento horizontal dos dedos do medidor traseiro em ambos os lados da máquina. Isto permite melhor controle e flexibilidade ao posicionar a peça de trabalho, permitindo que os operadores considerem diferentes comprimentos de dobra e tamanhos de peça de trabalho. O ajuste dos eixos Z1 e Z2 garante que a peça seja posicionada com precisão para cada dobra, contribuindo para a precisão e eficiência geral.
Ao compreender as funções e funções desses eixos, os operadores podem não apenas melhorar sua eficiência, mas também aumentar significativamente a qualidade e a consistência das dobras que produzem usando uma prensa dobradeira. Com o devido conhecimento e ajuste desses eixos, a operação da prensa dobradeira torna-se um processo mais preciso e controlado.
O que é o eixo do freio de pressão?
O eixo da prensa dobradeira pode ser simplesmente definido como o movimento e os componentes funcionais controlados pelo controlador na máquina dobradeira. É frequentemente referido como eixo da prensa dobradeira, abreviadamente.
Em geral, o eixo da prensa dobradeira é nomeado de acordo com a posição onde a posição espacial de cada eixo da máquina está em conformidade com o sistema de coordenadas.
No entanto, alguns outros movimentos e componentes funcionais são nomeados de acordo com o uso convencional ou padrões internacionais habituais.
Uma máquina dobradeira CNC é normalmente equipada com vários eixos, que são configurados de acordo com os requisitos do processo da peça do usuário.
Tipos de eixo de prensa dobradeira
As funções definidas por cada eixo da dobradeira são as seguintes:
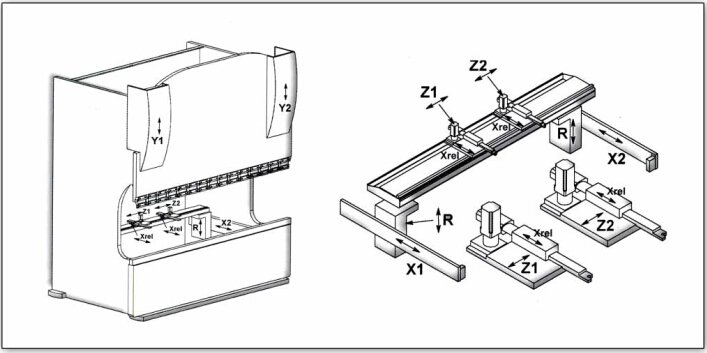
- Eixo X: Eixo de movimento mecânico de circuito semifechado do batente traseiro. Se equipado com eixo X1, este é o eixo de controle do dedo de parada esquerdo.
- Eixo X1 e X2: Controle o movimento do dedo de parada para frente e para trás.
- Eixo Y: Controle o movimento vertical da haste do cilindro nas extremidades esquerda e direita do aríete.
- Eixo Y1: Controle o movimento vertical da haste do cilindro na extremidade esquerda do aríete.
- Eixo Y2: Controle o movimento vertical da haste do cilindro na extremidade direita do aríete.
- Eixo R, R1, R2: Controle o movimento para cima e para baixo do dedo indicador.
- Eixo Z, Z1 e Z2: Controle o movimento esquerdo e direito do dedo indicador.
- Eixo V: Controle o movimento vertical da haste do cilindro de compensação convexo da viga transversal inferior.
Existem vários tipos de eixo em uma prensa dobradeira CNC:
- Eixo Y1 e Y2: controlam o movimento para cima e para baixo do aríete.
- Eixo V: controla o valor de compensação de deflexão da máquina.
- Eixo X, R, Z1, Z2, X': todos são eixos de controle do sistema de posicionamento traseiro, controlando o posicionamento do medidor traseiro (as definições de cada eixo podem ser vistas na figura).
- Eixo T1 e T2: suporte de material servo-seguidor, que suporta a chapa processada junto com a placa de dobra durante a dobra para garantir que a chapa processada não se mova ou se deforme.
Entre os eixos mencionados acima, Y1, Y2 e V são necessários para cada prensa dobradeira CNC, enquanto o medidor traseiro e os eixos de suporte de material servo-seguidor podem ser opcionalmente selecionados pelos usuários de acordo com as necessidades das peças processadas.
Ao selecionar o medidor traseiro, deve-se observar que o eixo X' não pode ser selecionado sozinho e deve ser usado em conjunto com os eixos Z1 e Z2 para ter significado prático.
O eixo V é o eixo de compensação de deflexão e atualmente existem dois métodos de implementação:
Um é o controle de posição, que fornece uma quantidade igual de antideformação no ponto correspondente com base na curva de deformação da mesa de trabalho durante a flexão para compensar a deformação por deflexão elástica da máquina-ferramenta durante a carga de flexão;
O outro é o controle de pressão, que ajusta a pressão de vários cilindros de compensação de deflexão de acordo com a força de flexão, de modo que a resistência à força de flexão seja gerada em vários pontos da placa de apoio da mesa de trabalho para evitar a deformação por deflexão.
No que diz respeito à curva real de deformação por deflexão, o primeiro método é superior e pode alcançar maior precisão de flexão.
A precisão dos eixos Y1, Y2 e V desempenha um papel importante no ângulo e na retilineidade das peças processadas. É importante notar que para chapas finas (menos de 3 mm), a qualidade da própria chapa, como tamanho dos erros de espessura, uniformidade do material e direção da textura de laminação, determina diretamente a precisão das peças dobradas!
O que significa 3+1, 4+1, 6+1, 8+1 Eixo?
Em primeiro lugar, é fundamental observar que o eixo “+1” refere-se ao eixo de coroamento da prensa dobradeira, que é o eixo V. Os eixos Y1 e Y2 controlam o movimento para cima e para baixo dos cilindros de óleo esquerdo e direito separadamente.
Portanto, é fácil entender os eixos 3+1, 4+1, 6+1 e 8+1, e seus detalhes são os seguintes:
Eixo 3+1: Y1, Y2, X, +V
Y1-O eixo Y1 refere-se ao movimento vertical do lado esquerdo da matriz superior em relação à superfície de trabalho. Este eixo é responsável por controlar a altura do lado esquerdo da matriz superior à medida que ela se move para cima e para baixo.
Y2-O eixo Y2 refere-se ao movimento vertical do lado direito da matriz superior em relação à superfície de trabalho. Este eixo é responsável por controlar a altura do lado direito da matriz superior à medida que ela se move para cima e para baixo.
X-O eixo X refere-se ao movimento horizontal do medidor traseiro em relação ao centro da matriz inferior. O eixo X controla a posição do medidor traseiro à medida que ele se aproxima e se afasta da matriz inferior.
V-O eixo V controla o movimento vertical da matriz inferior em relação à superfície de trabalho. Este eixo controla a altura da matriz inferior à medida que ela se move para cima e para baixo.
Eixo 4+1: Y1, Y2, X, R, +V
Y1-O eixo Y1 refere-se ao movimento vertical do lado esquerdo da matriz superior em relação à superfície de trabalho. Este eixo é responsável por controlar a altura do lado esquerdo da matriz superior à medida que ela se move para cima e para baixo.
Y2-O eixo Y2 refere-se ao movimento vertical do lado direito da matriz superior em relação à superfície de trabalho. Este eixo é responsável por controlar a altura do lado direito da matriz superior à medida que ela se move para cima e para baixo.
X-O eixo X refere-se ao movimento horizontal do medidor traseiro em relação ao centro da matriz inferior. O eixo X controla a posição do medidor traseiro à medida que ele se aproxima e se afasta da matriz inferior.
R-O eixo R refere-se ao movimento vertical do medidor traseiro em relação à superfície inferior da matriz. O eixo R controla a altura do medidor traseiro à medida que ele se move para cima e para baixo.
V-O eixo V controla o movimento vertical da matriz inferior em relação à superfície de trabalho. Este eixo controla a altura da matriz inferior à medida que ela se move para cima e para baixo.
Eixo 6+1: Y1, Y2, X, R, Z1, Z2, +V
Y1-O eixo Y1 refere-se ao movimento vertical do lado esquerdo da matriz superior em relação à superfície de trabalho. Este eixo é responsável por controlar a altura do lado esquerdo da matriz superior à medida que ela se move para cima e para baixo.
Y2-O eixo Y2 refere-se ao movimento vertical do lado direito da matriz superior em relação à superfície de trabalho. Este eixo é responsável por controlar a altura do lado direito da matriz superior à medida que ela se move para cima e para baixo.
X-O eixo X refere-se ao movimento horizontal do medidor traseiro em relação ao centro da matriz inferior. O eixo X controla a posição do medidor traseiro à medida que ele se aproxima e se afasta da matriz inferior.
R-O eixo R refere-se ao movimento vertical do medidor traseiro em relação à superfície inferior da matriz. O eixo R controla a altura do medidor traseiro à medida que ele se move para cima e para baixo.
Z1-O eixo Z1 controla o movimento do lado esquerdo do medidor traseiro da esquerda para a direita.
Z2-O eixo Z2 controla o movimento do lado direito do medidor traseiro da direita para a esquerda.
V-O eixo V controla o movimento vertical da matriz inferior em relação à superfície de trabalho. Este eixo controla a altura da matriz inferior à medida que ela se move para cima e para baixo.
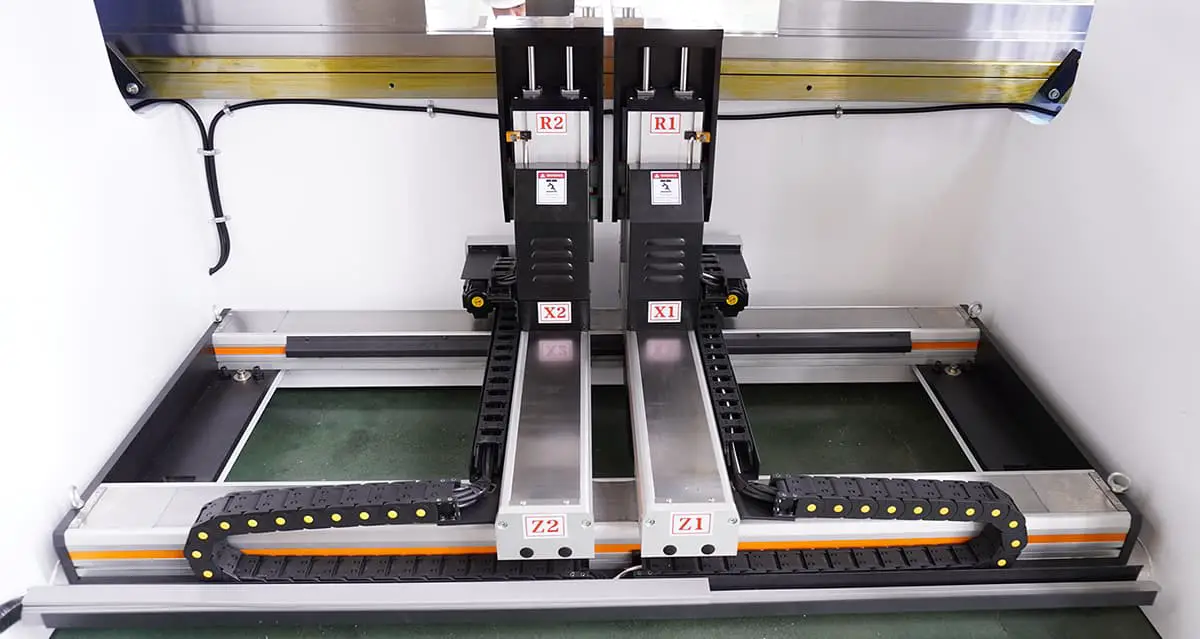
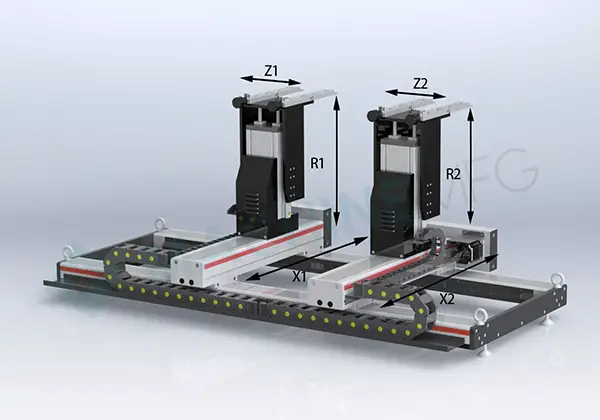
Eixo 8+1: Y1, Y2, X1, X2, R1, R2, Z1, Z2, +V
Y1-O eixo Y1 refere-se ao movimento vertical do lado esquerdo da matriz superior em relação à superfície de trabalho. Este eixo é responsável por controlar a altura do lado esquerdo da matriz superior à medida que ela se move para cima e para baixo.
Y2-O eixo Y2 refere-se ao movimento vertical do lado direito da matriz superior em relação à superfície de trabalho. Este eixo é responsável por controlar a altura do lado direito da matriz superior à medida que ela se move para cima e para baixo.
X1-O eixo X1 refere-se ao movimento horizontal do lado esquerdo do medidor traseiro para longe da matriz inferior. Este eixo controla a distância entre o medidor traseiro e a matriz inferior.
X2-O eixo X1 refere-se ao movimento horizontal do lado direito do medidor traseiro para longe da matriz inferior. Este eixo controla a distância entre o medidor traseiro e a matriz inferior.
R1-O eixo R1 refere-se ao movimento vertical do medidor traseiro esquerdo em relação à superfície inferior da matriz. Este eixo controla a altura do medidor traseiro à medida que ele sobe.
R2-O eixo R2 refere-se ao movimento vertical do medidor traseiro direito em relação à superfície inferior da matriz. Este eixo controla a altura do medidor traseiro à medida que ele desce.
Z1-O eixo Z1 controla o movimento do lado esquerdo do medidor traseiro da esquerda para a direita.
Z2-O eixo Z2 controla o movimento do lado direito do medidor traseiro da direita para a esquerda.
V-O eixo V controla o movimento vertical da matriz inferior em relação à superfície de trabalho. Este eixo controla a altura da matriz inferior à medida que ela se move para cima e para baixo.







