
A conformação por dobra é amplamente utilizada na conformação de peças de chapa metálica. Este método é caracterizado por alta eficiência, resultados de alta qualidade, economia de tempo e custos no processamento de peças.
No entanto, devido à falta de compreensão do processo de dobra, o pessoal do processo recorre frequentemente a métodos tradicionais, como a moldagem manual e a moldagem hidráulica, para obter a forma final das peças.
Essas técnicas aumentam o custo do processamento de peças através do uso de ferramentas de conformação, podem resultar em peças instáveis devido ao aumento do envolvimento humano e reduzem a eficiência da usinagem.
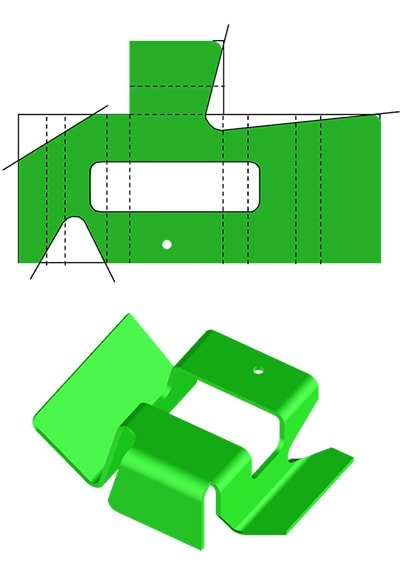
Fig.3 Simulação de dobramento de punção e combinação de matrizes
A Figura 3 mostra a espessura do material de 1,6 mm para a peça simulada, juntamente com o raio de curvatura R4 e uma altura de curvatura de 8,9 mm.
Após a realização da análise, descobriu-se que o slot inferior da matriz poderia ser selecionado como V12 ou uma opção menor. Contudo, para esta parte específica, apenas o slot V12 poderia ser escolhido. O raciocínio para isso é mostrado na figura, com o slot V10 à esquerda e o slot V12 à direita.
Considerando a resiliência da peça durante a flexão, a entrada de ângulo para o controlador da dobradeira deve ser inferior a 90 graus.
Como visto na figura de simulação para o flange dobrado em 90 graus, se o punção da prensa dobradeira continuar a se mover para baixo, a ranhura V10 sofrerá uma extrusão significativa, enquanto a ranhura V12 sofrerá uma extrusão mínima.
Portanto, é recomendado selecionar a matriz inferior com slot V12 em vez da V10 e opções menores. Isso garantirá que os dois lados do raio de curvatura permaneçam livres de reentrâncias e não necessitarão de nenhum acabamento, resultando em uma peça qualificada.
Análise técnica de peças dobradas típicas
Ao dobrar peças, é importante considerar tanto a altura do flange quanto a largura da alma. Se a largura da alma for muito estreita e a altura do flange muito alta, poderá ocorrer interferência entre o flange previamente formado e a ferramenta de dobra durante o processo de dobra, impedindo a continuação da dobra.
Isto pode resultar no descarte de todo o lote de material, levando ao aumento dos custos de processamento se nenhuma ação corretiva for tomada.
Na análise a seguir, examinaremos a flexão de peças em formato “U” e peças em formato “Z”.
Leitura relacionada: Calculadora de força de flexão em forma de V e U
(1) Análise técnica de peças em forma de “U”
O fator chave na flexão de peças em forma de “U” é a relação entre a altura (H) dos dois flanges e a largura (B) da alma. Se H for menor ou igual a B, geralmente é possível dobrar a peça, embora possam ocorrer interferências. Este tipo de interferência ocorre entre o flange de flexão da peça e o corpo da máquina.
Para uma máquina dobradeira padrão, se a altura de dobra H for maior ou igual a 80 mm, a peça irá interferir na máquina durante o processo de dobra.
Quando confrontados com tais problemas de interferência, existem duas soluções:
- Antes de dobrar a peça, crie um ângulo obtuso na alma, oposto à direção do flange. Isso permite que a peça evite interferência com a dobradeira durante a dobra. Depois que os flanges forem dobrados em ângulos retos em ambos os lados, o ângulo obtuso na alma pode ser achatado usando uma ferramenta de bainha. No entanto, este método pode resultar em reentrâncias na posição de dobra.
- Para peças com largura de dobra inferior a 200 mm, um punção especial suspenso na matriz superior (conforme mostrado na Figura 4) pode ser selecionado para dobra do flange. O flange da peça está completamente protegido contra interferência da matriz. Este método é adequado para peças com largura inferior a 200 mm devido às limitações na estrutura e resistência da matriz superior.
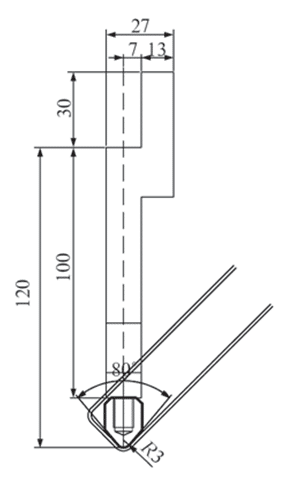
Fig.8 Estado de pós-processamento
(2) Outra solução é adicionar um fone de ouvido auxiliar de posicionamento às peças dobradas durante o blanking. O fone de ouvido está no nível mais alto das peças e pode ser usado para posicionamento durante dobramento e conformação. Após a dobra, o fone de ouvido é removido para completar a dobra das peças. Isso melhora muito a eficiência da produção.
(5) As peças quebraram no local de dobra
Quando algumas peças quebram na posição dobrada, existem dois fatores principais que podem causar isso:
- As propriedades materiais das peças;
- A direção da fibra do material expandido. Para evitar quebras, a direção das fibras do material expandido pode ser alterada para que fiquem perpendiculares à linha de dobra, ou pode ser realizado um processo de recozimento nas peças dobradas para torná-las mais flexíveis.
Conclusão
A discussão e análise de diversas situações encontradas na técnica de dobra ampliaram o escopo do processo de conformação por dobra na produção de peças de chapa metálica. Isso ajuda a evitar erros na seleção do processo que impactariam negativamente o ciclo geral de desenvolvimento das peças e melhorariam a eficiência da produção, ao mesmo tempo que estabilizariam a qualidade das peças.
O projeto de ferramentas de flexão mais razoáveis desempenhará um papel crucial na expansão da aplicação da técnica de conformação por flexão.







