
1. Histórico do projeto
A dobradeira dobradeira de 12 metros fabrica principalmente componentes automotivos, como vigas longitudinais, vigas auxiliares, vigas cruzadas espessadas de placas de conexão, bem como produtos novos, de teste e de formato especial, e conectores super longos e ultra grossos.
São 8 opções de espessura, variando de 3mm a 10mm.
A máquina possui 263 especificações e 554 variedades, com produção média mensal de 272 variedades.
À medida que a procura por veículos pesados continua a aumentar, tem havido um aumento na produção de pequenos e múltiplos lotes. No entanto, o ciclo de produção da prensa dobradeira de grande escala não consegue acompanhar essas demandas, levando a um ciclo de fornecimento prolongado devido a ajustes frequentes.
2. As principais deficiências
2.1 Baixa precisão de ajuste
O bloco de posicionamento morto fixo é utilizado no mecanismo de ajuste e posicionamento do sistema.
Se o bloco de posicionamento for danificado, distorcido ou desgastado ao longo do tempo, os quatro pontos de posicionamento da máquina individual ficarão desalinhados.
Para acomodar ajustes repetidos e moldagens de teste, é necessário adicionar uma junta e inserir uma placa.
2.2 Fraca confiabilidade
A força de impacto gerada por grandes componentes de flexão no bloco de posicionamento é substancial, fazendo com que os parafusos de fixação do bloco de posicionamento se soltem, a placa de inserção se desloque e o desvio de posicionamento exceda 2 mm, resultando num desvio nas dimensões formadas.
Para garantir dimensões de flexão precisas, é necessário ajustar e fixar o ponto de posicionamento duas vezes.
2.3 Ciclo de produção estendido
Os ajustes frequentes necessários para a gaxeta e a placa de inserção são complicados e prolongam o ciclo de produção em lote, dificultando o cumprimento dos cronogramas de entrega.
Para resolver essas questões, propomos um plano de transformação para o sistema de posicionamento da máquina dobradeira de grande escala.
3. Esquema de modificação
O mecanismo de ajuste da posição da placa de inserção foi alterado para um design do tipo parafuso.
Três furos são feitos na placa do bloco de posicionamento original e dois deles são equipados com parafusos ajustáveis, o que torna a depuração e a instalação mais convenientes.
3.1 Princípio de funcionamento do sistema
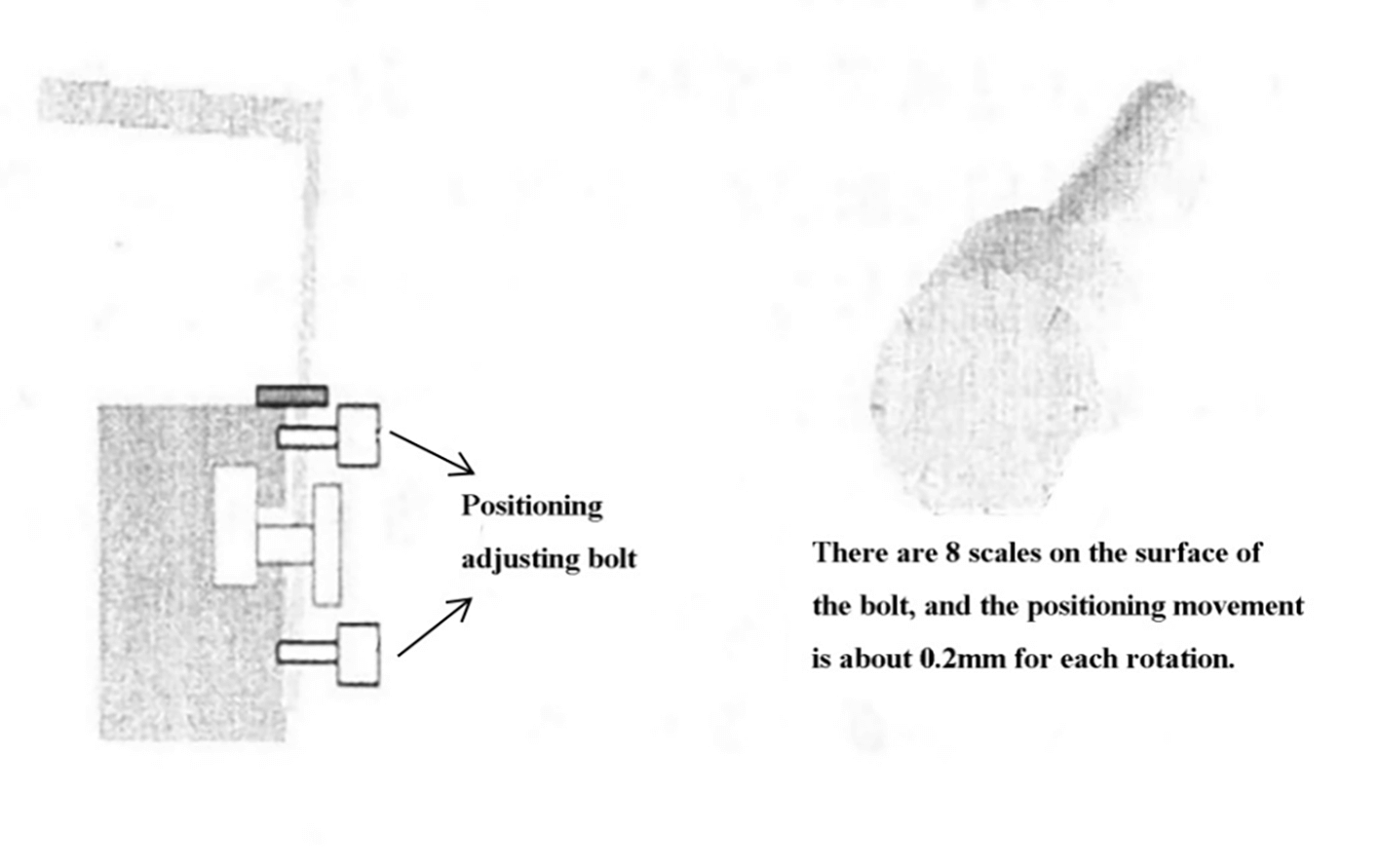
Este dispositivo é um dispositivo de ajuste de alimentação de precisão, conhecido como dispositivo de ajuste de rosca.
Conforme mostrado na ilustração abaixo, a precisão do sistema é ajustada ajustando os parafusos superiores e inferiores.
Instruções para ajustar o bloco de posicionamento: (para operação por uma pessoa)
- Use uma chave sextavada para afrouxar o parafuso de fixação do bloco de posicionamento.
- Segure o bloco de posicionamento com uma mão para evitar que ele gire lateralmente.
- Use uma chave inglesa para girar os parafusos de ajuste superiores ou inferiores, movendo o bloco de posicionamento para frente ou para trás.
- Após o posicionamento, aperte o parafuso do bloco de posicionamento usando a chave sextavada.
O dispositivo de ajuste rosqueado oferece esta grande vantagem no processo de ajuste.
Diagrama de blocos simplificado do sistema
3.2 Plano de trabalho e soluções técnicas
| NÃO. | Esquema | Projeto | Assumir | Implementação do plano (agosto) | confirme | ||
|---|---|---|---|---|---|---|---|
| 1º a 10º | 13 a 18 | 20 a 25 | |||||
| 1 |
Projeto, fabricação e instalação: |
Medição no local | ____ | 08.02 | OK | ||
| Gráficos de design | ____ | 08.07 | OK | ||||
| Usinagem | ____ | 08.09 | OK | ||||
| 2 | Instalação e depuração | ____ | 08.09 | OK | |||
| Rastreamento de efeitos | ____ | 13/08-25/08 | OK | ||||
Durante os períodos de inatividade, melhoramos a precisão de posicionamento da dobradeira de grande porte sem afetar a produção.
Para realizar esta tarefa em um curto espaço de tempo, primeiro nos familiarizamos com a estrutura de posicionamento do equipamento, removemos quaisquer dispositivos que precisem ser substituídos, instalamos o novo dispositivo de ajuste do bloco de posicionamento e, em seguida, realizamos a depuração necessária.
Empregamos uma estratégia de preparação técnica antecipada, utilizando operações multicanais paralelas e multifuncionais. Os trabalhos de instalação e depuração podem ser concluídos em uma semana, permitindo a entrada em operação do equipamento e encurtando o tempo de transformação, garantindo a produção.
4. Benefício econômico e efeito após o uso
O tempo de ajuste do bloco de posicionamento foi reduzido de 64 minutos para 22 minutos por dia. Isso resulta em uma redução média diária de 42 minutos, calculada em 23 dias úteis por mês. Isto equivale a uma diminuição total de 966 minutos, equivalente a um aumento de 2,01 turnos de trabalho. A redução no tempo de adequação permitirá a finalização de 26 espécies adicionais, garantindo que a entrega de peças não será impactada.
5. Pensamentos finais
A aplicação de novas tecnologias, materiais e técnicas para modernizar equipamentos antigos tem perspectivas promissoras. A nossa empresa enfrenta os desafios da concorrência económica global e muitos dos nossos equipamentos existentes precisam de ser atualizados. Este processo pode economizar uma quantia significativa de dinheiro para a empresa, melhorar as condições de trabalho dos funcionários, aumentar a precisão e eficiência do processamento, conservar energia e reduzir as taxas de falhas de equipamentos.







