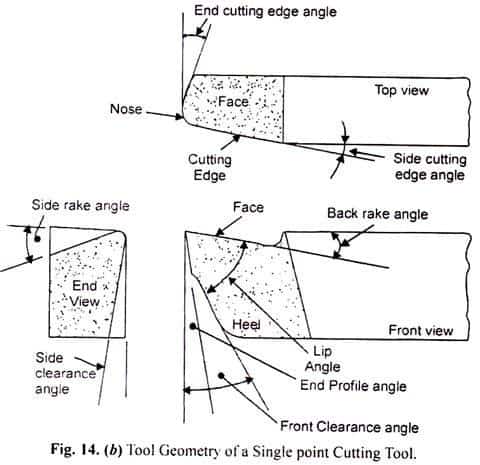
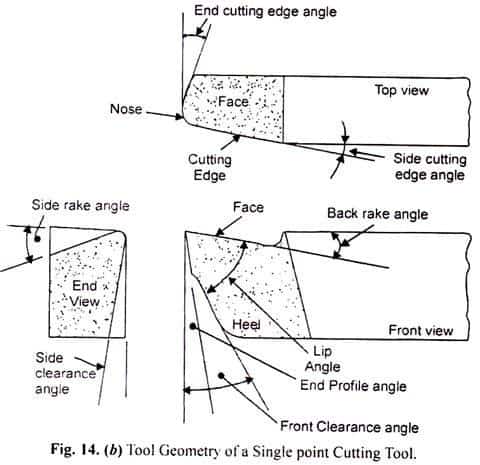
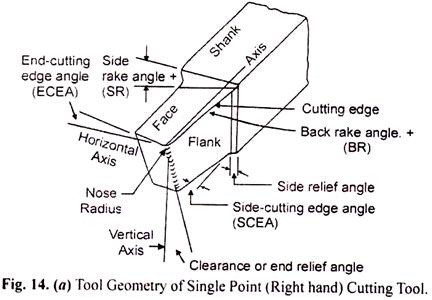
A face e o flanco são superfícies de dor, a aresta de corte pode ser assumida como uma linha. Essas superfícies e as arestas são inclinadas em relação a algum plano ou linha de referência. As inclinações são chamadas de ângulos de ferramenta.
Esses ângulos são definidos por vários nomes. Eles são fornecidos para diversos fins. Considere o caso da face abgf, conforme mostrado na Fig. É uma superfície plana sem dúvida, mas pode ter algumas inclinações. Esta superfície pode ser paralela à base ou, digamos, à superfície horizontal, ou pode ser inclinada para cima ou para baixo em relação ao plano horizontal. Novamente, também pode ter inclinação lateral. Assim, em geral, o rosto pode ter duas inclinações simultaneamente, para trás e para os lados. Da mesma forma, o flanco (flanco principal abed ou flanco auxiliar adef) pode ter duas inclinações.
 geometria da ferramenta de corte de ponto único 2
geometria da ferramenta de corte de ponto único 2A partir da geometria da ferramenta de corte, os vários ângulos da ferramenta de corte são:
Ângulo de inclinação (α):
(a) Ângulo de inclinação preto.
(b) Ângulo de inclinação lateral.
Ângulo de Folga ou Alívio (γ):
(a) Ângulo de alívio da folga final.
(b) Ângulo de alívio de folga lateral.
Ângulo de corte:
(a) Ângulo da aresta de corte final.
(b) Ângulo da aresta de corte lateral.
(i) Ângulo de inclinação traseira:
É o ângulo entre a face da ferramenta e o plano paralelo à sua base. Também é conhecido como ângulo de inclinação frontal ou ângulo de inclinação superior.
(ii) Ângulo de inclinação lateral:
É o ângulo entre a face da ferramenta e a haste da ferramenta.
(iii) Ângulo de folga final (alívio):
É o ângulo entre a superfície frontal da ferramenta e uma linha normal à base da ferramenta. Também é conhecido como ângulo de incidência frontal.
(4) Ângulo de folga lateral (alívio):
É o ângulo entre a superfície lateral da ferramenta e uma linha normal à base da ferramenta.
(v) Ângulo da aresta de corte final:
É o ângulo entre a aresta de corte final da ferramenta e uma linha perpendicular à sua haste.
(vi) Ângulo da aresta de corte lateral:
É o ângulo entre a aresta de corte lateral da ferramenta e a haste da ferramenta.
(vii) Raio do nariz:
O raio da ponta é aquele que conecta a aresta de corte lateral e final.
Agora, discutiremos as funções e os efeitos dos ângulos das ferramentas de corte no processo de corte.
Funções do ângulo de inclinação posterior:
(a) Ajuda a controlar o fluxo de cavacos em uma direção conveniente.
(b) Reduz a força de corte necessária para cisalhar o metal e, conseqüentemente, ajuda a reduzir os requisitos de energia e aumentar a vida útil da ferramenta.
(c) Também ajuda a neutralizar a pressão do trabalho contra a ferramenta de corte, puxando a ferramenta para dentro do trabalho.
(d) Proporciona agudeza à aresta de corte e melhora o acabamento superficial.
Funções do ângulo de inclinação lateral:
(a) Ele executa funções semelhantes às executadas pelo ângulo de inclinação traseira.
(b) O ângulo de inclinação lateral, juntamente com o ângulo de inclinação traseiro, controla a direção do fluxo de cavacos.
(c) Neutraliza parcialmente a resistência da peça ao movimento da fresa.
(d) Por exemplo, o latão requer um ângulo de inclinação lateral e traseira de quase 0°, enquanto o alumínio usa uma inclinação traseira de 35° e uma inclinação lateral de 15°.
Funções do ângulo de folga final (alívio):
(a) Permite que a ferramenta corte livremente sem atrito com a superfície de trabalho.
(b) Este ângulo varia de 0° a 15°, e geralmente 8°.
(c) O ângulo de alívio excessivo reduz a resistência da ferramenta.
Funções do ângulo de folga lateral (relevo):
eu. Evita o atrito do flanco contra a peça de trabalho quando a ferramenta é alimentada longitudinalmente.
ii. Este ângulo é de 6° a 10° para aço, 8° para alumínio.
iii. Ela afirma que nenhuma parte da ferramenta, além do fio de corte propriamente dito, pode tocar a peça.
Funções do ângulo da aresta de corte final:
i. Evita o atrito entre a borda da ferramenta e a área de trabalho.
ii. Influencia a direção do fluxo de cavacos.
Funções do ângulo da aresta de corte lateral:
i. O aumento do ângulo da aresta de corte lateral tende a alargar e afinar o cavaco.
ii. Um ângulo excessivo da aresta de corte lateral redireciona as forças de avanço na direção radial, o que pode causar trepidação.
Funções do raio do nariz:
eu. Uma ponta afiada na extremidade da ferramenta é indesejável, porque é altamente tensionada, tem vida curta e deixa ranhuras no caminho do corte.
ii. Portanto, o Raio da Ponta é favorável para longa vida útil da ferramenta e boa qualidade superficial.
iii. Afeta a vida útil da ferramenta, a força radial e a qualidade da superfície da peça de trabalho.
iv. Se o raio do nariz for muito grande, ocorrerá vibração.
v. Existe um valor ideal do raio da ponta no qual a vida útil da ferramenta é máxima.
vi. Se o raio da ponta exceder o valor ideal, a vida útil da ferramenta diminui.
vii. Raio de ponta maior significa maior área de contato entre a ferramenta e a peça de trabalho. Resultando em mais calor de fricção gerado. Além disso, a força de corte aumenta, o que pode fazer com que a peça de trabalho comece a vibrar e trepidar, se a fixação da peça de trabalho não for muito firme.
viii. As recomendações para uso de maior raio de ponta são.
R= 0,4 mm para componentes delicados.
R = 0,4 mm a 1,2 mm para pastilhas de metal duro descartáveis de uso comum.
R = 1,2 mm a 1,5 mm para pastilhas para serviços pesados.
R ≥ 1,5 mm para profundidade de corte elevada, cortes interrompidos e avanços intensos.
Significado do ângulo de inclinação:
1. Os ângulos de inclinação podem ser positivos, zero ou negativos.
2. Um ângulo de inclinação aumentado reduzirá a resistência da aresta de corte.
3. O ângulo de ataque afeta os valores do ângulo de corte e do ângulo de cisalhamento.
4. Quanto maior o ângulo de ataque, menor o ângulo de corte (e maior o ângulo de cisalhamento).
5. Em geral, o ângulo de ataque pequeno é usado para cortar metais duros e um ângulo de ataque maior é usado para cortar metais macios e dúcteis.
6. O uso do ângulo de saída negativo começou com o emprego de ferramentas de corte de metal duro. Quando um ângulo de saída positivo é utilizado, a força na ferramenta é direcionada para a aresta de corte, tendendo a lascá-la ou quebrá-la, como mostrado na Fig.
7. Como o material de carboneto é quebradiço e não tem resistência a choques, ele falhará se ângulos de ataque positivos forem usados com ele. Usar ângulos de ataque negativos direciona a força de volta para o corpo da ferramenta, para longe da aresta de corte, o que protege a aresta de corte, conforme mostrado na Fig.
 geometria da ferramenta de corte de ponto único
geometria da ferramenta de corte de ponto único8. O uso de ângulo de inclinação negativo aumenta a força de corte. Isto pode ser compensado por velocidades de corte mais altas. Portanto, altas velocidades de corte são sempre usadas com ângulos de saída negativos. Altas velocidades de corte requerem alta potência da máquina-ferramenta.
9. O uso de pastilhas indexáveis também requer o uso de ângulos de saída negativos.
10. Uma pastilha com ângulo de saída negativo tem o dobro da vida útil de uma pastilha com ângulo de saída positivo equivalente.
11. O ângulo de inclinação negativo aumenta a resistência da aresta de corte, porque a força de corte atua no meio da aresta de corte.
12. O ângulo de ataque positivo diminui a resistência da aresta de corte, porque a força de corte atua na extremidade ou no canto da aresta de corte.
13. As recomendações de ângulo de inclinação positivo são:
(a) Ao usinar metais e ligas de baixa resistência, como ligas de alumínio e cobre, aço macio, etc.
(b) Ao cortar em baixas velocidades.
(c) Quando instalado, apresenta baixa resistência e rigidez.
(d) Quando forem utilizadas máquinas de baixa potência.
(e) Quando os materiais da ferramenta são HSS e ligas fundidas.
14. As recomendações de ângulo de inclinação negativo são:
(a) Ao usinar metais e ligas de alta resistência, como aço inoxidável, ligas de aço para ferramentas, ligas de titânio, etc.







